You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Casting & Welding Engineering Course OverviewDocument23 pagesCasting & Welding Engineering Course OverviewGanesh Badgire ReddyNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Introduction To Casting DefectsDocument234 pagesIntroduction To Casting Defectsyash100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- GATEMfg LatestDocument210 pagesGATEMfg LatestniteshNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Castings and ForgingsDocument18 pagesCastings and ForgingsAadarsh DasNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDocument99 pagesLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- WFO Global Foundry Report 2018 PDFDocument107 pagesWFO Global Foundry Report 2018 PDFMonisha SharmaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- METAL CASTING GUIDEDocument18 pagesMETAL CASTING GUIDEvelavansuNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Unit 1 - Casting-1Document17 pagesUnit 1 - Casting-1Yuvaraj SNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- CH 3-Moulding and Core MakingDocument49 pagesCH 3-Moulding and Core Makinggosaye desalegn100% (3)
- 117 Section 6 Types of BrassDocument10 pages117 Section 6 Types of Brassrozanedeghat8942No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Subject Code: Me6302 Manufacturing Technology 1Document117 pagesSubject Code: Me6302 Manufacturing Technology 1amdevaNo ratings yet
- Vacuum CastingDocument5 pagesVacuum CastingHarpreetSinghNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- ME2201 Manufacturing Technology-IDocument9 pagesME2201 Manufacturing Technology-IHiru Purushothaman HirudayanathanNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Foundry ProcessDocument81 pagesFoundry ProcessGopalakrishnan Kuppuswamy100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Moulding Sands: Assoc. Prof. Dr. Kerem Altuğ GÜLERDocument32 pagesMoulding Sands: Assoc. Prof. Dr. Kerem Altuğ GÜLERokicirdarNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Green Sand Control Best PracticesDocument7 pagesGreen Sand Control Best PracticesAndrea VillamizarNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Foundary NotesDocument13 pagesFoundary Notespsmonu540% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Warpage in Casting - A ReviewDocument7 pagesWarpage in Casting - A Reviewlaukik_rautNo ratings yet
- Cost Comparison Between Foundry ProcessesDocument1 pageCost Comparison Between Foundry ProcessesSiraj PatelNo ratings yet
- Metal Casting Principles and Techniques: December 2013Document7 pagesMetal Casting Principles and Techniques: December 2013saravanan vNo ratings yet
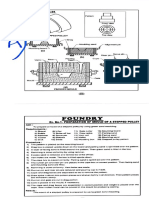
- Foundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyDocument4 pagesFoundry: Ex. Mo.1. Preparation of Mould of A Stepped PulleyAtshayaNo ratings yet
- Cirp Annals - Manufacturing TechnologyDocument23 pagesCirp Annals - Manufacturing TechnologyKailash C BhosaleNo ratings yet
- Simulate 155mm HE Projectile Training RoundDocument145 pagesSimulate 155mm HE Projectile Training Roundpenoel4142No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Beneficial use of foundry by-products in highway constructionDocument9 pagesBeneficial use of foundry by-products in highway constructionPauloDyerNo ratings yet
- CastingDocument48 pagesCastingghaset50% (2)
- 20 Green Sand Casting Defects and Their Suggested RemediesDocument4 pages20 Green Sand Casting Defects and Their Suggested RemediesPatil Amol PandurangNo ratings yet
- 5 2020 03 03!12 06 10 PM PDFDocument3 pages5 2020 03 03!12 06 10 PM PDFنيزو اسوNo ratings yet
- Workshop Tech 2Document7 pagesWorkshop Tech 2kebaman1986No ratings yet
- Manufacturing ProcessesDocument6 pagesManufacturing ProcessesSudalai MadanNo ratings yet
- Fabrication of MetalDocument22 pagesFabrication of MetalaurangzaibNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)