You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Mitsubishi Forklift Fault Codes PDFDocument4 pagesMitsubishi Forklift Fault Codes PDFRodolfo88% (8)
- Mitsubishi Forklift Fault Codes PDFDocument4 pagesMitsubishi Forklift Fault Codes PDFRodolfo88% (8)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- EE201 Semiconductor Devices PDFDocument284 pagesEE201 Semiconductor Devices PDFAnonymous AyCl4LNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Multitronic 01JDocument100 pagesMultitronic 01JAlex DosofteiNo ratings yet
- Multitronic 01JDocument100 pagesMultitronic 01JAlex DosofteiNo ratings yet
- Multitronic 01JDocument100 pagesMultitronic 01JAlex DosofteiNo ratings yet
- Mazak Int MarkIV ATC Operation Menu and Recovery Procedures PDFDocument11 pagesMazak Int MarkIV ATC Operation Menu and Recovery Procedures PDFzotya54No ratings yet
- HandbookDocument517 pagesHandbookRenato Melo100% (1)
- Radiant Power Corp. Component Maintenance Manual Part Number Cbs24Document95 pagesRadiant Power Corp. Component Maintenance Manual Part Number Cbs24Philipp Pyro100% (1)
- Fanuc Manuals 520Document268 pagesFanuc Manuals 520danielstancu883296100% (2)
- Mazak Detector Alarm MalfunctionDocument182 pagesMazak Detector Alarm Malfunctionzotya54No ratings yet
- FANUC 0-Mate PDFDocument270 pagesFANUC 0-Mate PDFHakhyun Lee100% (1)
- HyundaiWia - SKT100 200 CNC Installation MaintenanceDocument283 pagesHyundaiWia - SKT100 200 CNC Installation Maintenanceaoaby100% (1)
- D5 M640T Parameter H734SA0033EDocument244 pagesD5 M640T Parameter H734SA0033Ezotya54No ratings yet
- Service Manual: Chassis Mast OptionsDocument12 pagesService Manual: Chassis Mast Optionszotya540% (2)
- PCB Design Guidelines For EMI and EMCDocument17 pagesPCB Design Guidelines For EMI and EMCMadhav DimbleNo ratings yet
- Mazak Parameter List, M-Codes, Alarm Manual Forl MatrixDocument490 pagesMazak Parameter List, M-Codes, Alarm Manual Forl MatrixMauro S Cabral100% (1)
- Mazak Parameter List, M-Codes, Alarm Manual Forl MatrixDocument490 pagesMazak Parameter List, M-Codes, Alarm Manual Forl MatrixMauro S Cabral100% (1)
- Mitsubishi Forklift Trucks Fault Codes PDFDocument6 pagesMitsubishi Forklift Trucks Fault Codes PDFСергей Бондаренко100% (1)
- M500 Reinitialization & Format ProcedureDocument5 pagesM500 Reinitialization & Format ProcedureElectronicaMecatronics100% (2)
- CD 4023Document12 pagesCD 4023giorgio19741No ratings yet
- Maho MH600E - CNC432 Data Transfer ProblemsDocument1 pageMaho MH600E - CNC432 Data Transfer Problemszotya54No ratings yet
- Downloaded From Manuals Search EngineDocument36 pagesDownloaded From Manuals Search Enginezotya54No ratings yet
- CD 4023Document12 pagesCD 4023giorgio19741No ratings yet
- SMART 720P/1080P Wireless Ip Cameras: Instruction ManualDocument13 pagesSMART 720P/1080P Wireless Ip Cameras: Instruction Manualzotya54No ratings yet
- SL1001 - Használati ÚtmutatóDocument1 pageSL1001 - Használati Útmutatózotya54No ratings yet
- DNC Software. CNC and DNC Settings For Maho - CNC 432 - 1000Document1 pageDNC Software. CNC and DNC Settings For Maho - CNC 432 - 1000zotya54No ratings yet
- Installation and Users Guide - MP10 Probe SystemDocument48 pagesInstallation and Users Guide - MP10 Probe System62adi71No ratings yet
- Fanuc 0-tbDocument2 pagesFanuc 0-tbzotya54No ratings yet
- DLC Da+dg Aw03Document336 pagesDLC Da+dg Aw03zotya54No ratings yet
- Rotary EncodersDocument56 pagesRotary Encodersbtibi67No ratings yet
- BNP b2255 (Eng) e PDFDocument173 pagesBNP b2255 (Eng) e PDFzotya54No ratings yet
- Manual Mitisubish MeldasDocument559 pagesManual Mitisubish MeldasJoel CorreaNo ratings yet
- User Manual (GZF DW Vi)Document30 pagesUser Manual (GZF DW Vi)Luc Vu TienNo ratings yet
- Analog Integrated Circuits & Technology (EC 305) : Differential Amplifier With Passive Load and Its Detail AnalysisDocument13 pagesAnalog Integrated Circuits & Technology (EC 305) : Differential Amplifier With Passive Load and Its Detail AnalysisAbir HoqueNo ratings yet
- Fiery X3eTY 50 - 45C-KM: Service GuideDocument76 pagesFiery X3eTY 50 - 45C-KM: Service GuideArtem TratatynskiyNo ratings yet
- Micom P114D: Numerical CT and Auxiliary Voltage Powered Overcurrent Relays With Easy SettingDocument4 pagesMicom P114D: Numerical CT and Auxiliary Voltage Powered Overcurrent Relays With Easy SettingLa Picarona del PeruNo ratings yet
- Embedded C Lab ManualDocument35 pagesEmbedded C Lab ManualKishore CheralaNo ratings yet
- 5W Monaural Power Amplifier: Audio Output For TV ApplicationDocument3 pages5W Monaural Power Amplifier: Audio Output For TV ApplicationJose DelmarNo ratings yet
- CS 333 Introduction To Operating Systems Class 2 - OS-Related Hardware & Software The Process ConceptDocument47 pagesCS 333 Introduction To Operating Systems Class 2 - OS-Related Hardware & Software The Process ConceptFelix EnyinnayaNo ratings yet
- Ebers Moll Model PPT Compatibility ModeDocument15 pagesEbers Moll Model PPT Compatibility ModeA Rama Lakshman Reddy0% (1)
- 28Nm and Below, New Path and Beyond: Danny Rittman PHDDocument15 pages28Nm and Below, New Path and Beyond: Danny Rittman PHDAbhesh Kumar TripathiNo ratings yet
- SB-WA500PP: Wireless Subwoofer UnitDocument41 pagesSB-WA500PP: Wireless Subwoofer UnitMarceloNo ratings yet
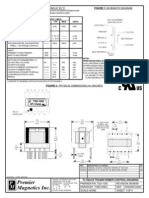
- Premier Magnetics IncDocument2 pagesPremier Magnetics IncMile ĐorđevićNo ratings yet
- Rajkumar Seminar ReportDocument22 pagesRajkumar Seminar ReportRaj KumarNo ratings yet
- IES CONV Electrical Engineering 2006Document12 pagesIES CONV Electrical Engineering 2006jitenNo ratings yet
- P10 ArduinoDocument1 pageP10 ArduinoSanto MulyonoNo ratings yet
- ECA Mid-1 ECE 2-2Document5 pagesECA Mid-1 ECE 2-2Mohan DasNo ratings yet
- The MOS Controlled Thyristor (MCT)Document4 pagesThe MOS Controlled Thyristor (MCT)Debayan SarkarNo ratings yet
- Alarms With SolutionsDocument20 pagesAlarms With SolutionsHarish KumarNo ratings yet
- Apollo Hardware ManualDocument36 pagesApollo Hardware ManualSebastian RehbeinNo ratings yet
- 3PN SMD PDFDocument6 pages3PN SMD PDFDjalma Mota0% (1)
- ECE 5221 Personal Communication Systems: Prepared By: Dr. Ivica KostanicDocument13 pagesECE 5221 Personal Communication Systems: Prepared By: Dr. Ivica KostanicalperusluNo ratings yet
- Manual Usbc2Document1 pageManual Usbc2Ali BarakatNo ratings yet
- Features: Parameter Unit Parameter UnitDocument1 pageFeatures: Parameter Unit Parameter UnitEliecer MenesesNo ratings yet
- Three Phase Transformer Connections PDFDocument4 pagesThree Phase Transformer Connections PDFhelen tsegayNo ratings yet
- Megamos Fet: Irfp 470 V 500 V I 24 A R 0.23Document2 pagesMegamos Fet: Irfp 470 V 500 V I 24 A R 0.23Plat RNo ratings yet
- Types of ComputersDocument5 pagesTypes of ComputersRamana GNo ratings yet
- Samsung Le15-20s51bp CH Gpu15-20ke - Et PDFDocument122 pagesSamsung Le15-20s51bp CH Gpu15-20ke - Et PDFvideosonNo ratings yet
- Abb Ag: OperationDocument6 pagesAbb Ag: OperationNajamUSSaqibNadeem100% (1)