You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Na (PW Mo O) Solution As New Absorbent For Combined Removal of So and NoDocument2 pagesNa (PW Mo O) Solution As New Absorbent For Combined Removal of So and NoAlberto CorticelliNo ratings yet
- 611 3001 1 PB PDFDocument6 pages611 3001 1 PB PDFscribd_alphaNo ratings yet
- Chapter 9Document18 pagesChapter 9Sunil kumar KumawatNo ratings yet
- Peggen01 PDFDocument20 pagesPeggen01 PDFAugusto ManuelNo ratings yet
- Electrolyte CompendiumDocument112 pagesElectrolyte CompendiumAlberto CorticelliNo ratings yet
- 611 3001 1 PB PDFDocument6 pages611 3001 1 PB PDFscribd_alphaNo ratings yet
- A Review of Water Hammer Theory and PracticeDocument28 pagesA Review of Water Hammer Theory and Practicejulio49No ratings yet
- Handbook of Environmental Engineering: Springer Books Available As Printed BookDocument1 pageHandbook of Environmental Engineering: Springer Books Available As Printed BookAlberto CorticelliNo ratings yet
- Chbi502 Chapter 6Document16 pagesChbi502 Chapter 6Farras HanifNo ratings yet
- Tesi - Dottorato - Branchini-Utilizar Como Base para Ciclo A VaporDocument219 pagesTesi - Dottorato - Branchini-Utilizar Como Base para Ciclo A VaporMatheus LoreteNo ratings yet
- Peggen02 PDFDocument70 pagesPeggen02 PDFAlberto CorticelliNo ratings yet
- GENDTA1102Document139 pagesGENDTA1102Augusto ManuelNo ratings yet
- Intro Physics 1Document647 pagesIntro Physics 1cocotutor1100% (1)
- Technipfmc Spyro Brochure A4 Print WebDocument8 pagesTechnipfmc Spyro Brochure A4 Print WebAlberto CorticelliNo ratings yet
- 2008 0098Document10 pages2008 0098Alberto CorticelliNo ratings yet
- 17 01 TerminologyDocument28 pages17 01 TerminologyAlberto CorticelliNo ratings yet
- EP 2275755 A2 20110119 (EN) : US 84481801 A 20010427 W. M. KAYS, A. L. LONDON: "Compact Heat Exchangers, Third Edition"Document2 pagesEP 2275755 A2 20110119 (EN) : US 84481801 A 20010427 W. M. KAYS, A. L. LONDON: "Compact Heat Exchangers, Third Edition"Alberto CorticelliNo ratings yet
- Chapter 11 Preboiler and Boiler Corrosion ControlDocument29 pagesChapter 11 Preboiler and Boiler Corrosion ControlAlberto CorticelliNo ratings yet
- ANSI PTC 19.3 TW Prefomance Test Code PDFDocument0 pagesANSI PTC 19.3 TW Prefomance Test Code PDFJairo Wilches0% (1)
- Public Review Draft 2083Document4 pagesPublic Review Draft 2083Motasim_mNo ratings yet
- Pipeline Security and Incident Recovery Protocol Plan: UnclassifiedDocument67 pagesPipeline Security and Incident Recovery Protocol Plan: UnclassifiedAlberto CorticelliNo ratings yet
- Valve Torque CalculationsDocument1 pageValve Torque Calculationsrubicon7960% (5)
- 11-7579 WP Pipeline Hydraulics D FINALDocument15 pages11-7579 WP Pipeline Hydraulics D FINALjoaquingon100% (1)
- Masoneilan - 172 Series Regulator Spec DataDocument24 pagesMasoneilan - 172 Series Regulator Spec DataAlberto CorticelliNo ratings yet
- 06 TackettDocument14 pages06 TackettAsbar AmriNo ratings yet
- Eaton Pipeline Strainer Pressure Drop CalculationsDocument1 pageEaton Pipeline Strainer Pressure Drop Calculationsreborn_willyNo ratings yet
- Two Phase FlowDocument24 pagesTwo Phase FlowAlberto CorticelliNo ratings yet
- Saturated Properties Prediction in Critical Region by A Quartic Equation of StateDocument8 pagesSaturated Properties Prediction in Critical Region by A Quartic Equation of StateAnonymous iqstTIoNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Fluid Mechanics PDFDocument369 pagesFluid Mechanics PDFSidhant JaiswalNo ratings yet
- Friction IntroDocument13 pagesFriction IntroblozzerNo ratings yet
- Bijaragi A2Document1 pageBijaragi A2prasadnn2001No ratings yet
- FOUNDATION DESIGN OPTIMIZATION FOR ROTATING EQUIPMENTDocument38 pagesFOUNDATION DESIGN OPTIMIZATION FOR ROTATING EQUIPMENTChiedu OkonduNo ratings yet
- Instructions For Installation, Operation, Care and MaintenanceDocument10 pagesInstructions For Installation, Operation, Care and MaintenanceAhmed Mohamed Abd ElhakamNo ratings yet
- US1851006 8566 Certified Test Curve 1Document5 pagesUS1851006 8566 Certified Test Curve 1Alvaro SernaNo ratings yet
- Lec 2 Ceng80Document4 pagesLec 2 Ceng80Syrille alarconNo ratings yet
- Question Paper Code:: Reg. No.Document4 pagesQuestion Paper Code:: Reg. No.annamalai_s873323No ratings yet
- ANSI/ISA/IEC Valve Sizing Catalog 12 IndexDocument220 pagesANSI/ISA/IEC Valve Sizing Catalog 12 IndexJesus BolivarNo ratings yet
- Diffuser TypeDocument6 pagesDiffuser TypeEric21No ratings yet
- Hydrodynamic Calculation Needle ValveDocument23 pagesHydrodynamic Calculation Needle Valvemet-calcNo ratings yet
- List of Wind TunnelsDocument9 pagesList of Wind Tunnelsmahmoud El-ArabeyNo ratings yet
- Válvula Control de Flujo - Series FN - F (C) y FRGDocument22 pagesVálvula Control de Flujo - Series FN - F (C) y FRGAlejandroSierraVargasNo ratings yet
- Flow Past An Aerofoil Lab ManualDocument12 pagesFlow Past An Aerofoil Lab ManualLaw Zhan HongNo ratings yet
- Sheet 1Document10 pagesSheet 1lawanNo ratings yet
- Coles-The Law of The Wake in The Turbulent Boundary LayerDocument36 pagesColes-The Law of The Wake in The Turbulent Boundary LayermohdrashdansaadNo ratings yet
- Binder - Fluid Mechanics PDFDocument329 pagesBinder - Fluid Mechanics PDFcubanninjaNo ratings yet
- ASME NM 1 2018 Thermoplastic Piping Systems PDFDocument146 pagesASME NM 1 2018 Thermoplastic Piping Systems PDFharshad67% (3)
- ME - Example Lab ReportDocument20 pagesME - Example Lab ReportSunny KhadkaNo ratings yet
- 00-STD-PI-0007 - r7 Norma Canadiense Piping Design and LayoutDocument24 pages00-STD-PI-0007 - r7 Norma Canadiense Piping Design and LayoutsalazarafaelNo ratings yet
- GAER Double Disc Check Valve EngDocument2 pagesGAER Double Disc Check Valve EngCarlos Rovello GandoNo ratings yet
- CHE 406 - Lecture 3 (1) MOMENTUM TRANSFERDocument31 pagesCHE 406 - Lecture 3 (1) MOMENTUM TRANSFERDietrich Jamiro DizonNo ratings yet
- Piping Design, Layout and Stress Analysis: Foreword 1 Scope 2 Normative References 3 Definitions and AbbreviationsDocument15 pagesPiping Design, Layout and Stress Analysis: Foreword 1 Scope 2 Normative References 3 Definitions and AbbreviationsWalid LabidiNo ratings yet
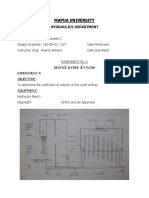
- MAPUA UNIVERSITY HYDRAULICS EXPERIMENTDocument10 pagesMAPUA UNIVERSITY HYDRAULICS EXPERIMENTPaul CamachoNo ratings yet
- Magrini Et Al. - 2012 - Liquid Entrainment in Annular Gas Liquid Flow in Inclined PipesDocument14 pagesMagrini Et Al. - 2012 - Liquid Entrainment in Annular Gas Liquid Flow in Inclined PipesJohn DoeNo ratings yet
- Engineering Services Functional Specification for Piping SpecialtiesDocument25 pagesEngineering Services Functional Specification for Piping Specialtiesgigiphi100% (1)
- Components of Water Distribution SystemDocument4 pagesComponents of Water Distribution SystemTRISHIA JOYCENo ratings yet
- Engineering Hydraulics-2022Document118 pagesEngineering Hydraulics-2022olingxjcNo ratings yet
- 4 SolutionDocument9 pages4 SolutionDÈènvêËr 빛 사랑No ratings yet
- Sizing PSV Broady Valvitalia-R4Document18 pagesSizing PSV Broady Valvitalia-R4Anggun RushNo ratings yet