You might also like
- FSA Gasket Handbook - June 2017Document138 pagesFSA Gasket Handbook - June 2017Dijin MaroliNo ratings yet
- Industrial Shaft Seals - 10919 - 2 EN PDFDocument488 pagesIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaNo ratings yet
- Industrial Shaft Seals - 10919 - 2 EN PDFDocument488 pagesIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaNo ratings yet
- 444 StainlessDocument4 pages444 StainlessSH1961No ratings yet
- Data SF3300Document2 pagesData SF3300Ingrid Johhana BalbinNo ratings yet
- Chloride SCC of 316 SSTDocument5 pagesChloride SCC of 316 SSTSH1961No ratings yet
- InTech-Corrosive Effects of Chlorides On MetalsDocument41 pagesInTech-Corrosive Effects of Chlorides On MetalsAndrey756No ratings yet
- 444 StainlessDocument4 pages444 StainlessSH1961No ratings yet
- Velan High Pressure Steam Trapping Brochure PDFDocument8 pagesVelan High Pressure Steam Trapping Brochure PDFSH1961No ratings yet
- Pickling HandbookDocument20 pagesPickling HandbookRhona100% (1)
- Non Ferrous MaterialsDocument8 pagesNon Ferrous MaterialsSH1961No ratings yet
- Vba Edelmann Clamp FastenersDocument2 pagesVba Edelmann Clamp FastenersSH1961No ratings yet
- Pipe Marking - Full Guide PDFDocument27 pagesPipe Marking - Full Guide PDFSH1961No ratings yet
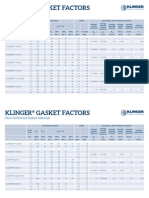
- Klinger Gasket FactorsDocument3 pagesKlinger Gasket FactorsGeorge TanasescuNo ratings yet
- Non Returne ValvesDocument22 pagesNon Returne ValvesSH1961No ratings yet
- Complete CatalogDocument52 pagesComplete CatalogrbsaylorsNo ratings yet
- Aalco Datasheet ST ST BS enDocument12 pagesAalco Datasheet ST ST BS enSH1961No ratings yet
- Aalco Datasheet ST ST BS enDocument2 pagesAalco Datasheet ST ST BS enSalai LokeshNo ratings yet
- Tightening TorquesDocument4 pagesTightening Torquesflanker76No ratings yet
- ISO Coordination System Symbols GuideDocument3 pagesISO Coordination System Symbols GuideSH1961No ratings yet
- Stainless Steel Pressure RatingsDocument7 pagesStainless Steel Pressure RatingsNauman KhanNo ratings yet
- FSA Gasket Handbook - June 2017Document138 pagesFSA Gasket Handbook - June 2017Dijin MaroliNo ratings yet
- Lumi GlassDocument1 pageLumi GlassSH1961No ratings yet
- Bolt Tightening TorquesDocument3 pagesBolt Tightening Torquesatanughosh125No ratings yet
- Dynalene HC Engineering GuideDocument38 pagesDynalene HC Engineering GuideSH1961No ratings yet
- Gaskets - Graphite PDFDocument4 pagesGaskets - Graphite PDFSH1961No ratings yet
- Corrosion Resistance ofDocument44 pagesCorrosion Resistance ofalkem7No ratings yet
- Carbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908Document18 pagesCarbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908rocknyvNo ratings yet
- Passivating & Pickling Stainless SteelDocument16 pagesPassivating & Pickling Stainless Steelfeki2607No ratings yet
- Algoma Steel Sheet PDFDocument10 pagesAlgoma Steel Sheet PDFSH1961No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Feb. 25, 1958 R. C. Shutt 2,824,817: Filed July 2, 1954Document5 pagesFeb. 25, 1958 R. C. Shutt 2,824,817: Filed July 2, 1954JEISON ESTEBAN YUCUMA MARTINEZNo ratings yet
- Cbjescco 03Document9 pagesCbjescco 03Krishan LohanNo ratings yet
- Chemistry Board Project CLASS 12 CBSE PAINTS PIGMENTS POSTER COLOURSDocument17 pagesChemistry Board Project CLASS 12 CBSE PAINTS PIGMENTS POSTER COLOURSRavi singhNo ratings yet
- TNT Construction PLC - Tender 3Document42 pagesTNT Construction PLC - Tender 3berekajimma100% (1)
- Evaluation of The Properties of Red Mud ConcreteDocument4 pagesEvaluation of The Properties of Red Mud ConcreteAndre GugunNo ratings yet
- Mining Journal 06Document12 pagesMining Journal 06Andrey Shalyagin100% (1)
- Chapter-7 (False Ceiling)Document7 pagesChapter-7 (False Ceiling)Susma DotelNo ratings yet
- Ionic and Covalent Lab PropertiesDocument3 pagesIonic and Covalent Lab PropertiesMurtaza hussainNo ratings yet
- Green Sand Casting Defect!: NameDocument8 pagesGreen Sand Casting Defect!: Namekarthick rajaNo ratings yet
- Eat 131/4 Environmental ChemistryDocument41 pagesEat 131/4 Environmental ChemistryRufus TsaiNo ratings yet
- TestsDocument8 pagesTestsAyush GuptaNo ratings yet
- Internal Flooring: By: Shruti P.V., Vaishnavi S.S., Tarika B., Simran L., Sonika M., Tejal R.M., Yashika BDocument49 pagesInternal Flooring: By: Shruti P.V., Vaishnavi S.S., Tarika B., Simran L., Sonika M., Tejal R.M., Yashika BVarunNo ratings yet
- Chemistry Answer KeyDocument8 pagesChemistry Answer KeyNnaer Ortiz NasupmilacNo ratings yet
- BS 3100 1991Document20 pagesBS 3100 1991Anonymous iztPUhIi100% (1)
- Equalent Material GradesDocument16 pagesEqualent Material GradesLesle GpNo ratings yet
- Dykdtjtsjfjgkfkrykryexadqtehe PDFDocument8 pagesDykdtjtsjfjgkfkrykryexadqtehe PDFPratham BhallaNo ratings yet
- Murex Arc Gas Conumables 3Document58 pagesMurex Arc Gas Conumables 3cfcshaker100% (1)
- Soil Cation Exchange Capacity (CEC)Document2 pagesSoil Cation Exchange Capacity (CEC)Ardianto IrsadNo ratings yet
- Survey of Worldwide Experience with Metal DustingDocument12 pagesSurvey of Worldwide Experience with Metal Dustingsoubhadra nag100% (1)
- Chemistry 20 Unit D Stoichiometry Quiz QuestionsDocument6 pagesChemistry 20 Unit D Stoichiometry Quiz Questionsapi-2657581100% (1)
- YCMOU-6th Semester Question Papers-2Document6 pagesYCMOU-6th Semester Question Papers-2phase_shekhar21No ratings yet
- Fce 331 Slides Set 1Document25 pagesFce 331 Slides Set 1FARAH HASSAN ALINo ratings yet
- GGBS Ground Granulated Blast Furnace SlagDocument5 pagesGGBS Ground Granulated Blast Furnace SlagGopala Rao100% (1)
- Ulangkaji Akhir Menjelang SPM AnswerDocument36 pagesUlangkaji Akhir Menjelang SPM AnswerHee Ting Wong100% (1)
- Nota Bahan Teknologi Pembuatan - CompositeDocument45 pagesNota Bahan Teknologi Pembuatan - CompositeshantishaNo ratings yet
- Techniques of Glass Manipulation PDFDocument144 pagesTechniques of Glass Manipulation PDFfabio lima cavalcanteNo ratings yet
- Chapter 03Document28 pagesChapter 03Marc ValentineNo ratings yet
- BS en 12329 PDFDocument21 pagesBS en 12329 PDFSenthil Kumar GanesanNo ratings yet
- Technology Properties and Applications of Niobium Carbide Reinforced Steel and Iron AlloysDocument31 pagesTechnology Properties and Applications of Niobium Carbide Reinforced Steel and Iron AlloysDaniel NavarroNo ratings yet
- All Chemical ReactionsDocument2 pagesAll Chemical ReactionsZainBaloch100% (2)