You might also like
- Detail Waktu - Per Tim DisiplinDocument1 pageDetail Waktu - Per Tim DisiplinYuda SatriaNo ratings yet
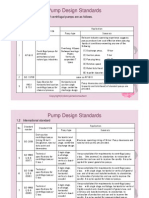
- Pump Standards ComparisonDocument4 pagesPump Standards ComparisonAnish Dani50% (2)
- 9200 9P 009 - R1Document14 pages9200 9P 009 - R1Yuda SatriaNo ratings yet
- Toyo 56-87Document123 pagesToyo 56-87Yuda SatriaNo ratings yet
- Asme InterpretationDocument72 pagesAsme Interpretationbbmoksh100% (2)
- 9200 9P 007 - R1Document25 pages9200 9P 007 - R1Yuda SatriaNo ratings yet
- 9200 9P 005 - R2Document23 pages9200 9P 005 - R2Yuda Satria100% (1)
- 9200 9L 039 - R2Document17 pages9200 9L 039 - R2Yuda SatriaNo ratings yet
- CONOCO PHILLIPS SpecDocument21 pagesCONOCO PHILLIPS SpecYuda Satria100% (1)
- 9200 9L 039 - R2Document17 pages9200 9L 039 - R2Yuda SatriaNo ratings yet
- Asme b18.2.3Document19 pagesAsme b18.2.3amrandconanNo ratings yet
- Toyo 1-55Document435 pagesToyo 1-55Yuda Satria100% (1)
- Stds XrefDocument2 pagesStds XrefAnonymous qhVGVpNo ratings yet
- Asme V Si UnitsDocument3 pagesAsme V Si UnitsvidhisukhadiyaNo ratings yet
- Asme 1 CodesDocument3 pagesAsme 1 CodesmilesmiconNo ratings yet
- H99appnf IIDocument2 pagesH99appnf IIYuda SatriaNo ratings yet
- Appendix I - Mandatory Preparation of Technical Inquiries To TheDocument1 pageAppendix I - Mandatory Preparation of Technical Inquiries To TheJason501No ratings yet
- Sec 1 PT PWT PDFDocument7 pagesSec 1 PT PWT PDFYuda SatriaNo ratings yet
- ARTICLE NF-8000 Certificates of Authorization and Certificates of ConformanceDocument2 pagesARTICLE NF-8000 Certificates of Authorization and Certificates of ConformanceYuda SatriaNo ratings yet
- Test Standard Benefits ArticleDocument8 pagesTest Standard Benefits Articleverat81No ratings yet
- Pump Standards ComparisonDocument4 pagesPump Standards ComparisonAnish Dani50% (2)
- Part PR Requirements For Boilers Fabricated by RivetingDocument1 pagePart PR Requirements For Boilers Fabricated by RivetingYuda SatriaNo ratings yet
- Summary of Code ChangesDocument4 pagesSummary of Code ChangesAlfredo MedinaNo ratings yet
- H 99 Sec 3 NF 5000Document4 pagesH 99 Sec 3 NF 5000Yuda SatriaNo ratings yet
- Appendix I - Mandatory Preparation of Technical Inquiries To TheDocument1 pageAppendix I - Mandatory Preparation of Technical Inquiries To TheJason501No ratings yet
- Summary of Code ChangesDocument4 pagesSummary of Code ChangesAlfredo MedinaNo ratings yet
- Appendix Nf-I: (In The Course of Preparation)Document2 pagesAppendix Nf-I: (In The Course of Preparation)Yuda SatriaNo ratings yet
- Asme V Si UnitsDocument3 pagesAsme V Si UnitsvidhisukhadiyaNo ratings yet
- Sec3ne 6000Document6 pagesSec3ne 6000Yuda SatriaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Technical Catalogue: Voidcon GroupDocument24 pagesTechnical Catalogue: Voidcon GrouprendaninNo ratings yet
- Sublimation Heat Press Quick Guide 1Document2 pagesSublimation Heat Press Quick Guide 1renato jr baylasNo ratings yet
- Catálogo EC200DDocument912 pagesCatálogo EC200DCasa da Madeira100% (1)
- Modern Infrastructure Scheme for Food ProcessingDocument11 pagesModern Infrastructure Scheme for Food Processingsomen79100% (1)
- COMPATIBILITY OF KNOCKOUTS AND FITTINGSDocument4 pagesCOMPATIBILITY OF KNOCKOUTS AND FITTINGSTinkyTonk86No ratings yet
- Glass Survey For Interior DesignerDocument23 pagesGlass Survey For Interior DesignerShiv Kumar0% (1)
- ProjectSchedulingHandbook 1Document391 pagesProjectSchedulingHandbook 1Lucio Loyloy SanchezNo ratings yet
- Building Consultants Quantity Surveyors ReportDocument151 pagesBuilding Consultants Quantity Surveyors ReportDante MutzNo ratings yet
- MSS - SP 9 2013Document10 pagesMSS - SP 9 2013Денис ПекшуевNo ratings yet
- Pour CardDocument2 pagesPour Cardsuchendra singhNo ratings yet
- Fire Safety of Concrete Structures:: Background To BS 8110 Fire DesignDocument47 pagesFire Safety of Concrete Structures:: Background To BS 8110 Fire DesigntorNo ratings yet
- ELECT-TIC-7.2-Installation of Grounding System, Grounding and Bonding AccessoriesDocument2 pagesELECT-TIC-7.2-Installation of Grounding System, Grounding and Bonding AccessoriesMuhammad IrfanNo ratings yet
- William Atienza's ResumeDocument4 pagesWilliam Atienza's ResumeMarie TamayoNo ratings yet
- Detailed Lesson Plan in Grade 8 EIMDocument5 pagesDetailed Lesson Plan in Grade 8 EIMMark Edison Mirando100% (7)
- Steel Cross-Section ClassificationDocument2 pagesSteel Cross-Section ClassificationMohan BhalmeNo ratings yet
- General Overview On Site Drawings & TSSRDocument35 pagesGeneral Overview On Site Drawings & TSSRNazmul Hossain RakibNo ratings yet
- CompanyListG LDocument198 pagesCompanyListG LMahasar SiddiquiNo ratings yet
- Door Reinforcement DesignDocument1 pageDoor Reinforcement DesignP.MannaNo ratings yet
- Cable LadderDocument164 pagesCable Ladderalfonso.parkerNo ratings yet
- EXPERIMENT and Latest EquipmentDocument10 pagesEXPERIMENT and Latest EquipmentMaria Cecille Sarmiento GarciaNo ratings yet
- Annexure To B.O. ULD 2018Document37 pagesAnnexure To B.O. ULD 2018pksunil_77No ratings yet
- ROTARY SCREW AIR COMPRESSOR SAFETY MANUALDocument86 pagesROTARY SCREW AIR COMPRESSOR SAFETY MANUALpabloNo ratings yet
- Astm A 563 2014Document9 pagesAstm A 563 2014Marlonnog100% (2)
- Design of Steel BridgesDocument9 pagesDesign of Steel BridgesFady MedhatNo ratings yet
- AWC SDPWS 2015 WithCommentaryDocument108 pagesAWC SDPWS 2015 WithCommentaryJoséFilibertoSantosAguilar100% (1)
- Boiler Structure Erection MethodDocument76 pagesBoiler Structure Erection MethodSuman GhoshNo ratings yet
- CIAT Melody MTDocument12 pagesCIAT Melody MTInviairNo ratings yet
- Opening ChecklistDocument75 pagesOpening Checklistsujay13780100% (1)
- DMCCW PROTOCOL 1 (Autosaved) (1) .Document7 pagesDMCCW PROTOCOL 1 (Autosaved) (1) .Raktima MisraNo ratings yet
- Lithography GuideDocument29 pagesLithography GuidezanibtahiraNo ratings yet