You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- 9200 9P 009 - R1Document14 pages9200 9P 009 - R1Yuda SatriaNo ratings yet
- Asme 1 CodesDocument3 pagesAsme 1 CodesmilesmiconNo ratings yet
- Detail Waktu - Per Tim DisiplinDocument1 pageDetail Waktu - Per Tim DisiplinYuda SatriaNo ratings yet
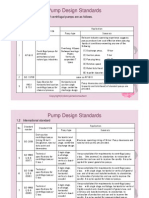
- Pump Standards ComparisonDocument4 pagesPump Standards ComparisonAnish Dani50% (2)
- Asme V Si UnitsDocument3 pagesAsme V Si UnitsvidhisukhadiyaNo ratings yet
- Toyo 56-87Document123 pagesToyo 56-87Yuda SatriaNo ratings yet
- 9200 9P 005 - R2Document23 pages9200 9P 005 - R2Yuda Satria100% (1)
- 9200 9P 007 - R1Document25 pages9200 9P 007 - R1Yuda SatriaNo ratings yet
- 9200 9P 006 - R2Document34 pages9200 9P 006 - R2Yuda SatriaNo ratings yet
- Toyo 1-55Document435 pagesToyo 1-55Yuda Satria100% (1)
- 9200 9L 039 - R2Document17 pages9200 9L 039 - R2Yuda SatriaNo ratings yet
- Part PR Requirements For Boilers Fabricated by RivetingDocument1 pagePart PR Requirements For Boilers Fabricated by RivetingYuda SatriaNo ratings yet
- CONOCO PHILLIPS SpecDocument21 pagesCONOCO PHILLIPS SpecYuda Satria100% (1)
- 9200 9L 039 - R2Document17 pages9200 9L 039 - R2Yuda SatriaNo ratings yet
- Asme b18.2.3Document19 pagesAsme b18.2.3amrandconanNo ratings yet
- Asme InterpretationDocument72 pagesAsme Interpretationbbmoksh100% (2)
- Summary of Code ChangesDocument4 pagesSummary of Code ChangesAlfredo MedinaNo ratings yet
- Test Standard Benefits ArticleDocument8 pagesTest Standard Benefits Articleverat81No ratings yet
- Pump Standards ComparisonDocument4 pagesPump Standards ComparisonAnish Dani50% (2)
- Appendix I - Mandatory Preparation of Technical Inquiries To TheDocument1 pageAppendix I - Mandatory Preparation of Technical Inquiries To TheJason501No ratings yet
- Appendix I - Mandatory Preparation of Technical Inquiries To TheDocument1 pageAppendix I - Mandatory Preparation of Technical Inquiries To TheJason501No ratings yet
- Stds XrefDocument2 pagesStds XrefAnonymous qhVGVpNo ratings yet
- Appendix Nf-I: (In The Course of Preparation)Document2 pagesAppendix Nf-I: (In The Course of Preparation)Yuda SatriaNo ratings yet
- ARTICLE NF-8000 Certificates of Authorization and Certificates of ConformanceDocument2 pagesARTICLE NF-8000 Certificates of Authorization and Certificates of ConformanceYuda SatriaNo ratings yet
- H 99 Sec 3 NF 5000Document4 pagesH 99 Sec 3 NF 5000Yuda SatriaNo ratings yet
- H99appnf IIDocument2 pagesH99appnf IIYuda SatriaNo ratings yet
- Summary of Code ChangesDocument4 pagesSummary of Code ChangesAlfredo MedinaNo ratings yet
- Sec3ne 6000Document6 pagesSec3ne 6000Yuda SatriaNo ratings yet
- Asme V Si UnitsDocument3 pagesAsme V Si UnitsvidhisukhadiyaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 85001-0239 - Control Relay ModulesDocument6 pages85001-0239 - Control Relay Modulesjed_poliNo ratings yet
- Exploration Project Management: About GeovaleDocument2 pagesExploration Project Management: About GeovaleEll HaKim ERdhaNo ratings yet
- Bphy Verilog HDLDocument11 pagesBphy Verilog HDLPronadeep BoraNo ratings yet
- Model Answer Summer 2016Document22 pagesModel Answer Summer 2016DiyaNegi0% (1)
- TorquingDocument7 pagesTorquingVicky KumarNo ratings yet
- Introduction To The UPS Developer KitDocument33 pagesIntroduction To The UPS Developer KitPedroPadronNo ratings yet
- KG 600Document15 pagesKG 600kedarkanase1No ratings yet
- Viking Heavy Duty Pumps Series 225 & 4225Document12 pagesViking Heavy Duty Pumps Series 225 & 4225Ray MundNo ratings yet
- Programmable Safety Systems PSS-RangeDocument42 pagesProgrammable Safety Systems PSS-RangeMAICK_ITSNo ratings yet
- Modbus Rtu With VBDocument8 pagesModbus Rtu With VBSatria RonalNo ratings yet
- P108Document1 pageP108teban09No ratings yet
- Cover: Block Power Tree Schematics IndexDocument8 pagesCover: Block Power Tree Schematics IndexgonzaloNo ratings yet
- Arduino IspDocument10 pagesArduino IspAnonymous H3E7i3YzydNo ratings yet
- GP2GP Pid101Document54 pagesGP2GP Pid101Padma LathaNo ratings yet
- Catalogo Acessórios Retenfor PDFDocument24 pagesCatalogo Acessórios Retenfor PDFDalton XavierNo ratings yet
- Intergard 774Document4 pagesIntergard 774Doby YuniardiNo ratings yet
- Steel Catalogue 12-09-09-KenyaDocument16 pagesSteel Catalogue 12-09-09-KenyaDaniel KariukiNo ratings yet
- Hot Water Storage Systems GuideDocument11 pagesHot Water Storage Systems GuideNadeesha BandaraNo ratings yet
- 6ES71366PA000BC0 Datasheet enDocument3 pages6ES71366PA000BC0 Datasheet enMartin BackoNo ratings yet
- ModemLog - ZTE Proprietary USB ModemDocument2 pagesModemLog - ZTE Proprietary USB ModemGilang RamadhanNo ratings yet
- 3 Bse 044080 G en Compact 800 OverviewDocument12 pages3 Bse 044080 G en Compact 800 OverviewfibirtNo ratings yet
- Sika PDS - E - Sikagard - 704 SDocument3 pagesSika PDS - E - Sikagard - 704 Slwin_oo2435No ratings yet
- Liebert CRV+ Precision Air Conditioner: User ManualDocument98 pagesLiebert CRV+ Precision Air Conditioner: User Manualjuan guerreroNo ratings yet
- RCS151 Lab ManualDocument24 pagesRCS151 Lab ManualSunil GuptaNo ratings yet
- King Shaka International Airport, Turner & Townsend Choice No. 3Document5 pagesKing Shaka International Airport, Turner & Townsend Choice No. 3Babacar TallNo ratings yet
- Benq Sl490 Sl550 DatasheetDocument2 pagesBenq Sl490 Sl550 DatasheetReyzsa Ash ShiddiqNo ratings yet
- Electrical Component LocatorDocument20 pagesElectrical Component Locatorvixentd100% (1)
- Srs Diagnosis Epb m139 Oem v2.3Document35 pagesSrs Diagnosis Epb m139 Oem v2.3thierry42No ratings yet
- Precision Automatic Voltage Regulator With Bypass PWM IGBT 7kVA 8kVA 10kVA 208V 220V230V 230vac 240V 240vac Single Phase VRP 7500 10000Document2 pagesPrecision Automatic Voltage Regulator With Bypass PWM IGBT 7kVA 8kVA 10kVA 208V 220V230V 230vac 240V 240vac Single Phase VRP 7500 10000Muhammad YusufNo ratings yet
- mITSM - ISO27k Foundation Script v.7.0.ENDocument131 pagesmITSM - ISO27k Foundation Script v.7.0.ENMonica CairesNo ratings yet