You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Mercedes ADE 447 Diesel Engine ManualDocument164 pagesMercedes ADE 447 Diesel Engine ManualDani Quirante Flaaut Etc83% (6)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Basic Hydraulic Systems and ComponentsDocument67 pagesBasic Hydraulic Systems and Componentsnareshkumaran100% (8)
- Basic Hydraulic Systems and ComponentsDocument67 pagesBasic Hydraulic Systems and Componentsnareshkumaran100% (8)
- DDC SVC Man 0026Document593 pagesDDC SVC Man 0026Harold PolkaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Rockwell Collins Flight MGMT SystemsDocument96 pagesRockwell Collins Flight MGMT SystemsVitaly Lezin100% (9)
- Aircraft Electrical Wire TypesDocument12 pagesAircraft Electrical Wire Typessakul dejakaisayaNo ratings yet
- Aerofax - Boeing KC-135 Stratotanker PDFDocument226 pagesAerofax - Boeing KC-135 Stratotanker PDFBDSMasterPT100% (2)
- Hydraulic Pump RepairDocument82 pagesHydraulic Pump RepairDani Quirante Flaaut EtcNo ratings yet
- Hydraulic Pump RepairDocument82 pagesHydraulic Pump RepairDani Quirante Flaaut EtcNo ratings yet
- WXR-2100 MultiScanTM Radar Operational OverviewDocument111 pagesWXR-2100 MultiScanTM Radar Operational OverviewOu FeiNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Single Seat Ultralight Sailplane For Selfbuilders: Eel - Entwicklung Und Erprobung Von LeichtflugzeugenDocument5 pagesSingle Seat Ultralight Sailplane For Selfbuilders: Eel - Entwicklung Und Erprobung Von Leichtflugzeugenedavies99967% (3)
- CAMP Status CessnaDocument95 pagesCAMP Status CessnaKritz FritzNo ratings yet
- 107 Easa Flight Planning Demo PDFDocument11 pages107 Easa Flight Planning Demo PDFabdirahmanNo ratings yet
- CLS 767 Manual v2Document116 pagesCLS 767 Manual v2Brandon Glenn100% (5)
- Statement of PurposeDocument2 pagesStatement of PurposeGrace Goon0% (1)
- Airbus A320-321 Flight Crew TRDocument338 pagesAirbus A320-321 Flight Crew TRPaulo AlmeidaNo ratings yet
- FM 44-18 1981 PDFDocument150 pagesFM 44-18 1981 PDFAnonymous FLq5RYqApNo ratings yet
- Baes 020780Document12 pagesBaes 020780Bagas Putra Pramuarsa100% (1)
- Scania DC 16 Workshop Manual PDFDocument131 pagesScania DC 16 Workshop Manual PDFJavier Ruben Chaparro Ramos100% (3)
- Dassault Aviation Mirage F1 in Falcon 4.0. Free Flacon 3Document20 pagesDassault Aviation Mirage F1 in Falcon 4.0. Free Flacon 3Jamshid PishdadiNo ratings yet
- Catalogo de Mangueras y Conectores Eaton 2017Document526 pagesCatalogo de Mangueras y Conectores Eaton 2017Alexander Merma C100% (1)
- CAP698 Performance ManualDocument98 pagesCAP698 Performance ManualRubén Arcega Vacas100% (3)
- Investigation of The Process of Screw Rolling in A Four-Roll Stand by SimulationDocument1 pageInvestigation of The Process of Screw Rolling in A Four-Roll Stand by SimulationDani Quirante Flaaut EtcNo ratings yet
- Cardan Shaft Connecting Flange GuideDocument9 pagesCardan Shaft Connecting Flange GuideDani Quirante Flaaut EtcNo ratings yet
- Me143 - Vehicle Dynamics and Design: California State University Sacramento The Department of Mechanical EngineeringDocument9 pagesMe143 - Vehicle Dynamics and Design: California State University Sacramento The Department of Mechanical EngineeringDani Quirante Flaaut EtcNo ratings yet
- Damping Effects On Shock Response Spectra: 1.8-Inch Disk DrivesDocument8 pagesDamping Effects On Shock Response Spectra: 1.8-Inch Disk DrivesDani Quirante Flaaut EtcNo ratings yet
- ParkerStore Corp001 Uk PDFDocument516 pagesParkerStore Corp001 Uk PDFDani Quirante Flaaut EtcNo ratings yet
- Tandem Integrated Hydrostatic Piston Pump PDFDocument60 pagesTandem Integrated Hydrostatic Piston Pump PDFDani Quirante Flaaut EtcNo ratings yet
- Simulation of Pressure Oscillation in Hydraulic Hitch-SystemDocument5 pagesSimulation of Pressure Oscillation in Hydraulic Hitch-SystemDani Quirante Flaaut EtcNo ratings yet
- 695 - MSC - Software-Esercitazione - 2 - (Elementi 2D)Document73 pages695 - MSC - Software-Esercitazione - 2 - (Elementi 2D)Dani Quirante Flaaut EtcNo ratings yet
- 4300 Catalog CoverDocument516 pages4300 Catalog CoverMohammed ToemaNo ratings yet
- 6 Merged Assembly Instruction Eaton Aeroquip Hose Fittings Adap - Final PDFDocument19 pages6 Merged Assembly Instruction Eaton Aeroquip Hose Fittings Adap - Final PDFDani Quirante Flaaut EtcNo ratings yet
- SPAX-Proyecto 1-DCK 1-20200404-094041 PDFDocument8 pagesSPAX-Proyecto 1-DCK 1-20200404-094041 PDFDani Quirante Flaaut EtcNo ratings yet
- Development of An Apparatus To Investigate Friction Characteristics of Constant-Velocity JointsDocument12 pagesDevelopment of An Apparatus To Investigate Friction Characteristics of Constant-Velocity JointsDani Quirante Flaaut EtcNo ratings yet
- Product Leaflet Outdoor 05 2019 PDFDocument40 pagesProduct Leaflet Outdoor 05 2019 PDFDani Quirante Flaaut EtcNo ratings yet
- Ada453908 PDFDocument30 pagesAda453908 PDFDani Quirante Flaaut EtcNo ratings yet
- Best Practices Guide For Maintaining Exhaust System Turbocharger To Tailpipe V-Band Couplings / ClampsDocument36 pagesBest Practices Guide For Maintaining Exhaust System Turbocharger To Tailpipe V-Band Couplings / ClampsDani Quirante Flaaut EtcNo ratings yet
- The Michelin XZL TireDocument2 pagesThe Michelin XZL TireDani Quirante Flaaut EtcNo ratings yet
- Michelin Military Tyres Data BookDocument5 pagesMichelin Military Tyres Data BookDani Quirante Flaaut EtcNo ratings yet
- MICHELIN Truck Tire Data Book June 2015 PDFDocument101 pagesMICHELIN Truck Tire Data Book June 2015 PDFDani Quirante Flaaut EtcNo ratings yet
- 695 - MSC - Software-Esercitazione - 2 - (Elementi 2D)Document73 pages695 - MSC - Software-Esercitazione - 2 - (Elementi 2D)Dani Quirante Flaaut EtcNo ratings yet
- MICHELIN Truck Tire Data Book June 2015 PDFDocument101 pagesMICHELIN Truck Tire Data Book June 2015 PDFDani Quirante Flaaut EtcNo ratings yet
- CP GM Belgique Luxembourg 2015 - EN PDFDocument2 pagesCP GM Belgique Luxembourg 2015 - EN PDFDani Quirante Flaaut EtcNo ratings yet
- Largest, most powerful light single engine helicopterDocument5 pagesLargest, most powerful light single engine helicopterbmk5140No ratings yet
- Index TSOsDocument15 pagesIndex TSOsisdapi99No ratings yet
- Techno MechDocument21 pagesTechno MechMuhammad Ali JinnahNo ratings yet
- Seaplane: A Seaplane Is A Powered Fixed-Wing Aircraft Capable of Taking Off andDocument3 pagesSeaplane: A Seaplane Is A Powered Fixed-Wing Aircraft Capable of Taking Off andChristian GerrardNo ratings yet
- Helicopter Performance EASADocument60 pagesHelicopter Performance EASAAlexandre VidualNo ratings yet
- DS100-49A RB211 UpgradeDocument2 pagesDS100-49A RB211 UpgradeTanveer AhmedNo ratings yet
- VTBS 20-3DDocument1 pageVTBS 20-3Dwong keen faivNo ratings yet
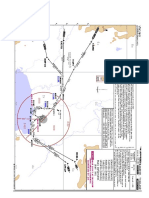
- Ils or Loc Rwy 17L: Radar RequiredDocument1 pageIls or Loc Rwy 17L: Radar RequiredAnonymous PJwr26RFWnNo ratings yet
- Pitot Static SystemDocument2 pagesPitot Static SystemJOEL FONZY S. MANZANONo ratings yet
- Load and Trim Sheet by Abel Samuel MPL 50Document12 pagesLoad and Trim Sheet by Abel Samuel MPL 50ConsistencyNo ratings yet
- Ltce - Erzurum / International: Ltce Ad 2.1 Aerodrome Location Indicator and NameDocument12 pagesLtce - Erzurum / International: Ltce Ad 2.1 Aerodrome Location Indicator and NamekklrNo ratings yet
- CNC Milling Machine Path CodesDocument564 pagesCNC Milling Machine Path CodesPerumal KnrNo ratings yet
- Lampiran A. Rotari Wing 1. Dauphin As 356 N3Document21 pagesLampiran A. Rotari Wing 1. Dauphin As 356 N3Sheila AfitaNo ratings yet
- Bank Have Dash IIDocument6 pagesBank Have Dash IIManuel SolisNo ratings yet
- Solar Aircraft Final Seminar Report PDFDocument39 pagesSolar Aircraft Final Seminar Report PDFRohit HarpudeNo ratings yet
- Documents To Be Carried On Board by Indian Registered Aircraft.Document2 pagesDocuments To Be Carried On Board by Indian Registered Aircraft.hemalmod67% (3)
- Flight Plan: (FPL I M B 3 5 0 L S K B O 1 3 3 0 N 0 2 8 0 F L 2 6 0 OSUS1R-KOMBO-A567-PIE-W34-ESNUT2ADocument1 pageFlight Plan: (FPL I M B 3 5 0 L S K B O 1 3 3 0 N 0 2 8 0 F L 2 6 0 OSUS1R-KOMBO-A567-PIE-W34-ESNUT2ALuisa Fernanda Corredor CanoNo ratings yet