You might also like
- Underwater Welding ReportDocument7 pagesUnderwater Welding ReportAmith Kalekar75% (4)
- Underwater Welding Seminar ReportDocument19 pagesUnderwater Welding Seminar ReportRaghu Veer Ycd100% (1)
- Under Water WeldingDocument23 pagesUnder Water WeldingEr Raghvendra SinghNo ratings yet
- Report of Underwater WeldingDocument7 pagesReport of Underwater WeldingMunirAzeemNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- A Seminar Presentation On: "Ultrasonic Welding"Document14 pagesA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- Continental Institute of Engineering & Technology: Welding ShopDocument8 pagesContinental Institute of Engineering & Technology: Welding ShopAjay RanaNo ratings yet
- Friction Stir WeldingDocument30 pagesFriction Stir WeldingDilip Patel100% (1)
- Advanced welding techniques for joining metalsDocument11 pagesAdvanced welding techniques for joining metals0502ravi100% (1)
- Seam Welding MachineDocument63 pagesSeam Welding MachinemboomiNo ratings yet
- Forge WeldingDocument6 pagesForge WeldingRamoji Aditya Chary100% (1)
- Welding Lecture1 2Document34 pagesWelding Lecture1 2Dr Abhijeet GangulyNo ratings yet
- Solar fridgeDocument26 pagesSolar fridgefiroz aryaNo ratings yet
- Principles of WeldingDocument19 pagesPrinciples of WeldingAekJayNo ratings yet
- Technical Seminar ReportDocument30 pagesTechnical Seminar ReportSagar RathodNo ratings yet
- Certilas CW CAT EN PDFDocument44 pagesCertilas CW CAT EN PDFwindsurferke007No ratings yet
- Nano Wire Full ReportDocument21 pagesNano Wire Full Reportnikhil210492100% (1)
- A Seminar Report OnDocument20 pagesA Seminar Report Onadarsh_m00675% (4)
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- Friction Stir Welding FSW Final ReportDocument28 pagesFriction Stir Welding FSW Final ReportShashank Verma100% (1)
- SKF Insocoat 2017 BrochureDocument5 pagesSKF Insocoat 2017 BrochureHector MaldonadoNo ratings yet
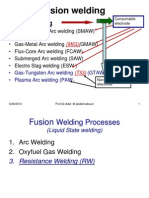
- Welding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Document30 pagesWelding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Adel AbdelmaboudNo ratings yet
- Electric Welding: Some of The Advantages of Welding AreDocument11 pagesElectric Welding: Some of The Advantages of Welding ArePriyadarshi MNo ratings yet
- On Plasma Arc WeldingDocument12 pagesOn Plasma Arc WeldingSandeep MauryaNo ratings yet
- Sonargaon University Shop 160 Welding - 2: Prepared by Zayed AhmedDocument19 pagesSonargaon University Shop 160 Welding - 2: Prepared by Zayed Ahmedদুর্জয় দুর্বারNo ratings yet
- Rail WeldingDocument4 pagesRail WeldingOlga Sandoval RomeroNo ratings yet
- Six Week Industrial Training Report at HMT PinjoreDocument34 pagesSix Week Industrial Training Report at HMT Pinjoreanand003No ratings yet
- EnDOtec Welding Cored WireDocument12 pagesEnDOtec Welding Cored WirecriuvosNo ratings yet
- Concrete Repair Q & A: by Bill Scannell and Ali SohanghpurwalaDocument2 pagesConcrete Repair Q & A: by Bill Scannell and Ali SohanghpurwalaSiva Jothi100% (1)
- IC Engine Seminar ReportDocument25 pagesIC Engine Seminar Reportrupam_chanda75% (4)
- Aluminizing by (08MT3012 & 08MT1030) Atanu & ManojDocument24 pagesAluminizing by (08MT3012 & 08MT1030) Atanu & ManojAtanu KumarNo ratings yet
- Physics of WeldingDocument3 pagesPhysics of WeldingKhurram RehmanNo ratings yet
- Underwater Windmill Power Point SlideDocument18 pagesUnderwater Windmill Power Point SlidePappu Mala100% (1)
- Resistance Spot WeldingDocument26 pagesResistance Spot Weldingஜெகன் தேவர்No ratings yet
- Hydrogen Fuel CellDocument4 pagesHydrogen Fuel CellNayli SorfinaNo ratings yet
- Underwater Welding 2Document26 pagesUnderwater Welding 2Mohammad IsmailNo ratings yet
- Welding Slag CLEANING MachineDocument5 pagesWelding Slag CLEANING MachineSuganthan IasNo ratings yet
- Manufacturing Technology: Unit - IDocument12 pagesManufacturing Technology: Unit - Iapi-271354682No ratings yet
- Galvanization PDFDocument5 pagesGalvanization PDFYoke ShuNo ratings yet
- Welding Lecture 5 Solid State Welding Processes ( - )Document20 pagesWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudNo ratings yet
- Under Wind MillDocument32 pagesUnder Wind MillArjun DasNo ratings yet
- The Light Machine Shop Divided Into The Following SectionDocument5 pagesThe Light Machine Shop Divided Into The Following Sectionyogendra singhNo ratings yet
- Laser Welding UtkarshDocument24 pagesLaser Welding Utkarshpankaj kumar0% (1)
- Chapter 3 - Principles of Arc WeldingDocument32 pagesChapter 3 - Principles of Arc Weldingsipi maseleNo ratings yet
- Ug Cable Types & UseDocument25 pagesUg Cable Types & UseS K DHALNo ratings yet
- ME8595-Thermal Engineering-II Valliammai PDFDocument19 pagesME8595-Thermal Engineering-II Valliammai PDFSiva SubramaniamNo ratings yet
- Earth rod materials and specificationsDocument3 pagesEarth rod materials and specificationsAlfares KingNo ratings yet
- Wear Analysis of Hard Faced Agricultural Equipment - Doc FFDocument15 pagesWear Analysis of Hard Faced Agricultural Equipment - Doc FFSunil BasavarajuNo ratings yet
- Electric Discharge Machining: Presented By: Srinivas Shenoy HDocument21 pagesElectric Discharge Machining: Presented By: Srinivas Shenoy HsharathwaramballiNo ratings yet
- Microstructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialDocument17 pagesMicrostructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialEditor IJTSRDNo ratings yet
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelNo ratings yet
- Welding MachineDocument19 pagesWelding Machineashish sahaNo ratings yet
- EM BRAKING SYSTEMDocument15 pagesEM BRAKING SYSTEMKushal TamboliNo ratings yet
- Notes On Welding & Metal CuttingDocument69 pagesNotes On Welding & Metal CuttingSaptarshi PalNo ratings yet
- Gas Tungsten Arc Welding - WikipediaDocument10 pagesGas Tungsten Arc Welding - WikipediadevinfNo ratings yet
- Welding - GATE QuestionsDocument1 pageWelding - GATE QuestionsJo75% (4)
- Fatigue Consideration DesignDocument68 pagesFatigue Consideration DesignSaravanan Srvn TNo ratings yet
- 3 Chemical Reactions in WeldingDocument13 pages3 Chemical Reactions in WeldingPrafulla Subhash SarodeNo ratings yet
- New Microsoft Word DocumentDocument6 pagesNew Microsoft Word DocumentAmogh Ravindra ManchaliNo ratings yet
- Underwater WeldingDocument16 pagesUnderwater WeldingDinesh ChahalNo ratings yet
- A.P.J Abdul KalamDocument5 pagesA.P.J Abdul KalamSaroj KumarNo ratings yet
- Bhubaneswari CVDocument2 pagesBhubaneswari CVSaroj KumarNo ratings yet
- 15 PresidentDocument6 pages15 PresidentSaroj KumarNo ratings yet
- Barack Hussein ObamaDocument8 pagesBarack Hussein ObamaSaroj KumarNo ratings yet
- WwilDocument1 pageWwilSaroj KumarNo ratings yet
- Iciciprudential Life InsuranceDocument97 pagesIciciprudential Life InsuranceSaroj KumarNo ratings yet
- Seminar Report ON: Smart Cards For Secure System AccessDocument17 pagesSeminar Report ON: Smart Cards For Secure System AccessSaroj KumarNo ratings yet
- Multinational CompaniesDocument30 pagesMultinational CompaniesSaroj KumarNo ratings yet
- Automatic Teller Machine: A Concise History and OverviewDocument14 pagesAutomatic Teller Machine: A Concise History and OverviewSaroj KumarNo ratings yet
- SBI Life InsuranceDocument73 pagesSBI Life Insuranceiloveyoujaan50% (6)
- LG ProjectDocument84 pagesLG Projectsumeet81289No ratings yet
- Seminar on Nano IC EngineDocument12 pagesSeminar on Nano IC EngineSaroj KumarNo ratings yet
- Seminar Report ON: Smart Cards For Secure System AccessDocument17 pagesSeminar Report ON: Smart Cards For Secure System AccessSaroj KumarNo ratings yet
- Analysis of Current Market Scenario of The Mobile Market With Special Reference To Nokia and SamsungDocument105 pagesAnalysis of Current Market Scenario of The Mobile Market With Special Reference To Nokia and SamsungSaroj KumarNo ratings yet
- Reliance Life Insurance Among The Other Insurance (Marketing)Document37 pagesReliance Life Insurance Among The Other Insurance (Marketing)Saroj KumarNo ratings yet
- Insurance Advisor Summer Training ReportDocument40 pagesInsurance Advisor Summer Training ReportSaroj KumarNo ratings yet
- FoundsDocument1 pageFoundsSaroj KumarNo ratings yet
- A Double Claw Robotic End-Effector DesignDocument19 pagesA Double Claw Robotic End-Effector DesignSaroj KumarNo ratings yet
- WwilDocument1 pageWwilSaroj KumarNo ratings yet
- Anne Carroll Moore, Advocate for Children's LibrariesDocument6 pagesAnne Carroll Moore, Advocate for Children's LibrariesSaroj KumarNo ratings yet
- Bio GasDocument4 pagesBio GasSaroj Kumar0% (1)
- Design and Execution of Hydraulic Operated FixtureDocument32 pagesDesign and Execution of Hydraulic Operated FixtureSaroj Kumar100% (1)
- Application For Grant of Motor Cycle AllowanceDocument1 pageApplication For Grant of Motor Cycle AllowanceSaroj KumarNo ratings yet
- Latent HeatDocument32 pagesLatent HeatSaroj KumarNo ratings yet
- Curriculum Vitae: Suresh Kumar Muduli C/o-Abhimanyu MuduliDocument2 pagesCurriculum Vitae: Suresh Kumar Muduli C/o-Abhimanyu MuduliSaroj KumarNo ratings yet
- InspectionDocument2 pagesInspectionSaroj KumarNo ratings yet
- CyclotronDocument10 pagesCyclotronSaroj KumarNo ratings yet
- E BankingDocument71 pagesE BankingSaroj Kumar0% (1)
- Management RolesDocument4 pagesManagement RolesSaroj KumarNo ratings yet
- Exer 2 - PH and BuffersDocument4 pagesExer 2 - PH and BuffersAsi JenNo ratings yet
- Craftsman 320.29004Document28 pagesCraftsman 320.29004Pablo DNo ratings yet
- ms300 SeriesqDocument516 pagesms300 SeriesqHerbert Quispe RjsNo ratings yet
- W SeatDocument2 pagesW SeatwalleyranNo ratings yet
- Current Monitoring Series CMR - Current Control: Ordering InformationDocument5 pagesCurrent Monitoring Series CMR - Current Control: Ordering InformationPrasadPurohitNo ratings yet
- Auto ElectricianDocument3 pagesAuto Electricianmnrao62No ratings yet
- Ecovillage TesisDocument92 pagesEcovillage TesisLaura Mirella Morote LAricoNo ratings yet
- Improved procedures for separating crystals from the meltDocument10 pagesImproved procedures for separating crystals from the meltAna Mariel VenturaNo ratings yet
- Flow of Lubricating Greases in Centralized Lubricating SystemsDocument8 pagesFlow of Lubricating Greases in Centralized Lubricating SystemsFelipe LeiteNo ratings yet
- 1.ENERGY SCENARIO-merged PDFDocument188 pages1.ENERGY SCENARIO-merged PDFraj walkeNo ratings yet
- BMU Titan Cradle: Standard Features Control BoxDocument2 pagesBMU Titan Cradle: Standard Features Control BoxKashyapNo ratings yet
- QQ Reference List (July 2010)Document11 pagesQQ Reference List (July 2010)gabox707No ratings yet
- Error Codes Special Modes: Yes Yes YesDocument2 pagesError Codes Special Modes: Yes Yes YesJorge SaavedraNo ratings yet
- TM 5-5060 1942 Le Roi Motorized Compressor On GMC DeuceDocument221 pagesTM 5-5060 1942 Le Roi Motorized Compressor On GMC DeuceAdvocateNo ratings yet
- TOBUL OandMsheet052909v2Document5 pagesTOBUL OandMsheet052909v2Walter JosephNo ratings yet
- Learn Discrete ComponentsDocument2 pagesLearn Discrete ComponentsamitcrathodNo ratings yet
- Clivet Carel PcoDocument80 pagesClivet Carel PcoToni Dlabac100% (2)
- Field Joint CoatingDocument7 pagesField Joint CoatingTeodor EzaruNo ratings yet
- Tata Motors Company ProfileDocument11 pagesTata Motors Company ProfileSiva Krishna Reddy NallamilliNo ratings yet
- Elec Engg Exit Exam 2018 (Part 9)Document10 pagesElec Engg Exit Exam 2018 (Part 9)Master JaguarNo ratings yet
- As-Built Drawing ListDocument14 pagesAs-Built Drawing Listsugeng wahyudi100% (1)
- Examiners' Report June 2013 GCE Physics 6PH05 01Document46 pagesExaminers' Report June 2013 GCE Physics 6PH05 01dhulanjalieeh josephNo ratings yet
- International MaxxForce engine fault code troubleshooting guideDocument14 pagesInternational MaxxForce engine fault code troubleshooting guidePablo CervantesNo ratings yet
- Reference List AW Offshore Installation SYS 2007-08-16Document10 pagesReference List AW Offshore Installation SYS 2007-08-16Sugeng WahyudiNo ratings yet
- Transistor and Thyristor (SCR) Replacement For 1336 Plus, Plus Ii, Force, Impact and REGEN DrivesDocument6 pagesTransistor and Thyristor (SCR) Replacement For 1336 Plus, Plus Ii, Force, Impact and REGEN DrivesgeniunetNo ratings yet
- Asco Avtron 2000 Series With Sigma LT User Manual PDFDocument43 pagesAsco Avtron 2000 Series With Sigma LT User Manual PDFfernandoNo ratings yet
- Eastern Visayas State University-Ormoc City CampusDocument3 pagesEastern Visayas State University-Ormoc City Campuskhellian villameroNo ratings yet
- 01 V5 X Series Engineering Data BookDocument212 pages01 V5 X Series Engineering Data Bookcalvin.bloodaxe4478No ratings yet
- Dsd-060 Earthquake Shutdown Unit: DescriptionDocument2 pagesDsd-060 Earthquake Shutdown Unit: Descriptionmuhammad arifNo ratings yet
- Complex Fluid For Olga 5Document10 pagesComplex Fluid For Olga 5angry_granNo ratings yet