You might also like
- Is 1367 Part 8Document24 pagesIs 1367 Part 8Otavio1230% (2)
- Disclosure To Promote The Right To InformationDocument66 pagesDisclosure To Promote The Right To Information2313400% (1)
- 1367 - Part 3Document31 pages1367 - Part 3sandipNo ratings yet
- Is - 1367-Part03Document20 pagesIs - 1367-Part03pdf5a100% (5)
- 1367 1Document6 pages1367 1Vijay Shankar TNo ratings yet
- Is 4218 3 1999Document20 pagesIs 4218 3 1999yraju88100% (1)
- Is 1367 Part 1Document3 pagesIs 1367 Part 1Otavio123100% (1)
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationVishnu AgawaneNo ratings yet
- Is 6623 High Strength Structural NutsDocument11 pagesIs 6623 High Strength Structural NutsprashantlingayatNo ratings yet
- Is 1367Document28 pagesIs 1367VIJAYAKUMAR TNo ratings yet
- Is 1363 3 2002 PDFDocument12 pagesIs 1363 3 2002 PDFVivekanandh00333 VivekNo ratings yet
- Is 3757 1985Document12 pagesIs 3757 1985Santosh Kumar100% (2)
- Is 1364 1 2002Document20 pagesIs 1364 1 2002harikrishnanmveplNo ratings yet
- Acceptance Criteria NDocument2 pagesAcceptance Criteria Nvishal rajputNo ratings yet
- WPS ISO 15614-1 WeldNote MetricDocument1 pageWPS ISO 15614-1 WeldNote MetricVirgil SorcaruNo ratings yet
- IS: 4218 (Part 4) - 2001Document6 pagesIS: 4218 (Part 4) - 2001sangita ghaisasNo ratings yet
- Amendment No. 3 December 2021 TO Is 6911: 2017 Stainless Steel Plate, Sheet and Strip - SpecificationDocument4 pagesAmendment No. 3 December 2021 TO Is 6911: 2017 Stainless Steel Plate, Sheet and Strip - SpecificationshamrajjNo ratings yet
- IS 4923 Chemical CompositionDocument1 pageIS 4923 Chemical CompositionTulasidas MalajiNo ratings yet
- Is 1367 Part 7Document3 pagesIs 1367 Part 7Otavio1230% (1)
- c40 Carbon Steel Round Bar PDFDocument2 pagesc40 Carbon Steel Round Bar PDFRamNo ratings yet
- Specification For Plant Access Platforms, Stairs and Ladders Materials and FabricationDocument41 pagesSpecification For Plant Access Platforms, Stairs and Ladders Materials and FabricationRajveer SinghNo ratings yet
- 2Document345 pages2Brijesh MishraNo ratings yet
- Welder CertificateDocument6 pagesWelder CertificateA. ΒρατσισταNo ratings yet
- Is 1030 GR340-570WDocument2 pagesIs 1030 GR340-570WAnkit Singh100% (1)
- 064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFDocument13 pages064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFThimira Bandara EkanayakeNo ratings yet
- ENS0211 - Arc Welding Quality Rev.DDocument58 pagesENS0211 - Arc Welding Quality Rev.Dsophia com vocêsNo ratings yet
- Oread 8.8 Metric Bolt Torque Table 2018Document1 pageOread 8.8 Metric Bolt Torque Table 2018Athul T.NNo ratings yet
- Is 822 Code of Pratice For Inspection of WeldsDocument40 pagesIs 822 Code of Pratice For Inspection of Weldsnarasimhareddy415No ratings yet
- Is 4218 4 2001Document9 pagesIs 4218 4 2001Milan PitrodaNo ratings yet
- Is 1730-1989 PDFDocument9 pagesIs 1730-1989 PDFJawa MechanikkNo ratings yet
- WELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Document65 pagesWELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Ethem Güngör100% (1)
- Amnd No 2 IS 6911Document16 pagesAmnd No 2 IS 6911Rakesh Soti (JSHL-QUALITY)No ratings yet
- Quality Requirements - Fusion Welding of Metalic MaterialDocument8 pagesQuality Requirements - Fusion Welding of Metalic MaterialStatus whatsapp status100% (2)
- Steel Tubes For Structural Purposes Conforming To IS 1161 - 1998Document2 pagesSteel Tubes For Structural Purposes Conforming To IS 1161 - 1998Ayush TariyalNo ratings yet
- Specification No: LMB-COI-TRG-001 Rev No. R0 Page ofDocument16 pagesSpecification No: LMB-COI-TRG-001 Rev No. R0 Page ofApoorv MathurNo ratings yet
- Weld Joint Repaire Procedure - 08.04.14Document6 pagesWeld Joint Repaire Procedure - 08.04.14Raj AryanNo ratings yet
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- Is 3443 Crane RailsDocument18 pagesIs 3443 Crane RailsramyaNo ratings yet
- MildSteel AISI 1018Document2 pagesMildSteel AISI 1018ramanamurtytv7176No ratings yet
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To InformationdombipinNo ratings yet
- IS 4218 (Part 3) 1999Document17 pagesIS 4218 (Part 3) 1999Soma SundaramNo ratings yet
- Weld Acceptance CriteriaDocument14 pagesWeld Acceptance Criteria0502raviNo ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Prof. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMDocument43 pagesProf. Ir. Jamasri, PH.D., IPU., AER. Department of Mechanical & Industrial Engineering Engineering Faculty UGMKeristiyantoNo ratings yet
- HMC Spec 001 - Welding and Fabrication of Structural SteelDocument29 pagesHMC Spec 001 - Welding and Fabrication of Structural SteelJohnnyNo ratings yet
- Gauging Practice For Plain SurfacesDocument20 pagesGauging Practice For Plain SurfacesAVINASHNo ratings yet
- Guidance To Prepare Wps PQR For WeldingDocument1 pageGuidance To Prepare Wps PQR For WeldingHamid MansouriNo ratings yet
- Abhimanyu CV1608 QMSDocument2 pagesAbhimanyu CV1608 QMSabhimanyu mishraNo ratings yet
- Indian Standard: Technical Supply Condit-Ions For Threaded Steel Fasteners IDocument20 pagesIndian Standard: Technical Supply Condit-Ions For Threaded Steel Fasteners Isomnath senNo ratings yet
- 5624 (Foundation Bolt - Specification)Document9 pages5624 (Foundation Bolt - Specification)Bhaskar1411No ratings yet
- 1363 3Document7 pages1363 3Shounak DeNo ratings yet
- Is 5624Document9 pagesIs 5624jselwyn1980No ratings yet
- Tapping Drill IS 10952Document6 pagesTapping Drill IS 10952George ThomasNo ratings yet
- Ijdc 621.88 211: Bureau OF Indian StandardsDocument11 pagesIjdc 621.88 211: Bureau OF Indian StandardsJignesh TrivediNo ratings yet
- Is-6094 2 2006 PDFDocument10 pagesIs-6094 2 2006 PDFsmallik3No ratings yet
- Is 14394 1996 PDFDocument10 pagesIs 14394 1996 PDFSantosh KumarNo ratings yet
- Technical Supply Conditions For Threaded Steel Fasteners Is-1367 - 7Document3 pagesTechnical Supply Conditions For Threaded Steel Fasteners Is-1367 - 7madhuwadiNo ratings yet
- Iso 898-2 - 1992Document20 pagesIso 898-2 - 1992Enus BenjaminNo ratings yet
- I.S 5624-1993 Foundation BoltsDocument8 pagesI.S 5624-1993 Foundation Boltssandeepgupta202No ratings yet
- Are 12 PDFDocument105 pagesAre 12 PDFIrshad KhanNo ratings yet
- Code of Conduct For Intemediaries Including Consultants / Agents / Business Partners / VendorsDocument2 pagesCode of Conduct For Intemediaries Including Consultants / Agents / Business Partners / VendorsIrshad KhanNo ratings yet
- New Doc 30Document5 pagesNew Doc 30Irshad KhanNo ratings yet
- Drawings of GIS, SEC-4, GurgaonDocument62 pagesDrawings of GIS, SEC-4, GurgaonIrshad Khan100% (1)
- M.Raje Structural Consultants Pvt. LTDDocument2 pagesM.Raje Structural Consultants Pvt. LTDIrshad KhanNo ratings yet
- D 800 Cover 40 Bar Dia FCK 50 Fy 500 SDocument2 pagesD 800 Cover 40 Bar Dia FCK 50 Fy 500 SIrshad KhanNo ratings yet
- Intumescent PaintDocument2 pagesIntumescent PaintIrshad Khan100% (1)
- COVER Burnt Oil PitDocument1 pageCOVER Burnt Oil PitIrshad KhanNo ratings yet
- Name of Vendor: Contact Person TEL: Alif Engineers and PlannersDocument1 pageName of Vendor: Contact Person TEL: Alif Engineers and PlannersIrshad KhanNo ratings yet
- PortalDocument1 pagePortalIrshad KhanNo ratings yet
- Revised Foundation For 315 Mva Transformer. 28-10-09 - ModelDocument1 pageRevised Foundation For 315 Mva Transformer. 28-10-09 - ModelIrshad KhanNo ratings yet
- Typ. Detail of Plinth ProtectionDocument1 pageTyp. Detail of Plinth ProtectionIrshad KhanNo ratings yet
- Civil Specification Vol-IIIDocument266 pagesCivil Specification Vol-IIIIrshad KhanNo ratings yet
- Car LiftDocument4 pagesCar LiftIrshad KhanNo ratings yet
- Alif Engineers and Planners ProfileDocument5 pagesAlif Engineers and Planners ProfileIrshad KhanNo ratings yet
- Ps Foundation RevisedDocument5 pagesPs Foundation RevisedIrshad KhanNo ratings yet
- Owner:-North Eastern Owner: - North Eastern: Electric Power Corporation Ltd. Electric Power Corporation LTDDocument13 pagesOwner:-North Eastern Owner: - North Eastern: Electric Power Corporation Ltd. Electric Power Corporation LTDIrshad KhanNo ratings yet
- C & S 3000kVA GA DrgsDocument7 pagesC & S 3000kVA GA DrgsIrshad Khan100% (1)
- Trafo Found DesignDocument6 pagesTrafo Found DesignIrshad Khan100% (1)
- Design of The PoleDocument5 pagesDesign of The PoleIrshad KhanNo ratings yet
- Toilet Details R1 A2Document1 pageToilet Details R1 A2Irshad KhanNo ratings yet
- At 6 1Document1 pageAt 6 1Irshad KhanNo ratings yet
- RTW - Malaysia Airlines ScheduleDocument132 pagesRTW - Malaysia Airlines Schedulezannilupo100% (1)
- Determining Product Leakage From A Package With A Mechanical Pump DispenserDocument2 pagesDetermining Product Leakage From A Package With A Mechanical Pump DispenserMohanadNo ratings yet
- Bobs Clock Repair Trouble Shooting Notes - B.tascioneDocument31 pagesBobs Clock Repair Trouble Shooting Notes - B.tascionenebojsadj6411100% (3)
- Basics of Queueing TheoryDocument18 pagesBasics of Queueing TheoryEricNyoniNo ratings yet
- Oracle Warehouse BuilderDocument678 pagesOracle Warehouse Builderapi-272425350% (1)
- Teма 9. Software3Document1 pageTeма 9. Software3MARIIA MARDUPELNo ratings yet
- 3457a SVCDocument191 pages3457a SVCDragan LazicNo ratings yet
- TP401 PDFDocument112 pagesTP401 PDFDaniel Tovar Romero50% (2)
- Swagelok VRC Metal Gasket Face Seal FittingsDocument20 pagesSwagelok VRC Metal Gasket Face Seal FittingstotcsabNo ratings yet
- Joint Statement of R Eccles and S Jayasinghe in Response To HNZ SummonsDocument251 pagesJoint Statement of R Eccles and S Jayasinghe in Response To HNZ SummonsBen RossNo ratings yet
- Entrepreneurship An Evolving ConceptDocument14 pagesEntrepreneurship An Evolving ConceptJivaansha SinhaNo ratings yet
- 6 TKA 155a Technical SpecificationDocument3 pages6 TKA 155a Technical Specificationar2925No ratings yet
- SAP PM TrainingDocument163 pagesSAP PM Trainingprsiva2420034066No ratings yet
- Hexa Research IncDocument5 pagesHexa Research Incapi-293819200No ratings yet
- Water Plane ComputationDocument14 pagesWater Plane ComputationAchonk Gio VelenoNo ratings yet
- Emaus Vector Canoe SlidesDocument12 pagesEmaus Vector Canoe SlidesvlsishekarNo ratings yet
- TCS ReportDocument19 pagesTCS ReportShazil Ahmad0% (2)
- DSTR Assignment Question APUDocument3 pagesDSTR Assignment Question APUAlvin Alphius JeffreyNo ratings yet
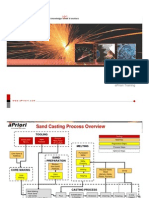
- Sand CastingDocument15 pagesSand Castingbike9915100% (1)
- Catálogo Taylor and FrancisDocument48 pagesCatálogo Taylor and Francismkr1980100% (1)
- Keyboard Shortcuts For Microsoft WordDocument14 pagesKeyboard Shortcuts For Microsoft WordmuhammadmuneebejazNo ratings yet
- Testing Brush UpDocument20 pagesTesting Brush UpsrimkbNo ratings yet
- Pre SAE AS1946FDocument5 pagesPre SAE AS1946FRangaNo ratings yet
- Synopsis of Login Authentication SystemDocument29 pagesSynopsis of Login Authentication SystemFreeProjectz.com67% (3)
- HSCCatalog PDFDocument1,556 pagesHSCCatalog PDFESRANo ratings yet
- Project PresentationDocument19 pagesProject PresentationRaushan KumarNo ratings yet
- OvationDocument12 pagesOvationeshanrastogiNo ratings yet
- RN SeriesDocument8 pagesRN SeriesCristian DiblaruNo ratings yet
- Product Leaflet - Portable CNC Cutting MachineDocument2 pagesProduct Leaflet - Portable CNC Cutting Machineabhics67No ratings yet
- F1 Season 2010 - Aerodynamic and Mechanical Updates - Version 3Document379 pagesF1 Season 2010 - Aerodynamic and Mechanical Updates - Version 3Daniel FredianiNo ratings yet