You might also like
- Recycling of NiCd Batteries by Hydrometallurgical Process On Small ScaleDocument5 pagesRecycling of NiCd Batteries by Hydrometallurgical Process On Small ScaleRaul OrtaNo ratings yet
- Kinetic of Methanol Synthesis PDFDocument12 pagesKinetic of Methanol Synthesis PDFLuisa Fernanda Carvajal RamírezNo ratings yet
- Simulation Modeling and Analysis for SystemsDocument18 pagesSimulation Modeling and Analysis for SystemstirumalayasaswiniNo ratings yet
- LaboratorymanualfordcelectricalcircuitsDocument71 pagesLaboratorymanualfordcelectricalcircuitsJisha VijayanNo ratings yet
- EDTA As Chelating Agent For Sol-Gel Synthesis of Spinel LiMn2O4 Cathode Material For Lithium BatteriesDocument35 pagesEDTA As Chelating Agent For Sol-Gel Synthesis of Spinel LiMn2O4 Cathode Material For Lithium Batteriesanhle07No ratings yet
- Dme A PDFDocument6 pagesDme A PDFcemilozanNo ratings yet
- Metals: Preparation of Battery-Grade Lithium Carbonate With Lithium-Containing Desorption SolutionDocument10 pagesMetals: Preparation of Battery-Grade Lithium Carbonate With Lithium-Containing Desorption SolutionMartin DanzeNo ratings yet
- Application of Digital Twin TechnologyDocument41 pagesApplication of Digital Twin TechnologyHemn Rafiq TofiqNo ratings yet
- Irvin Langmuir 1918, Adsorption IsothermDocument43 pagesIrvin Langmuir 1918, Adsorption IsothermJayvir100% (3)
- Nitric Acid 2000Document10 pagesNitric Acid 2000harikeshrl5477No ratings yet
- BGS Technical Report on Flake Graphite Laboratory ManualDocument35 pagesBGS Technical Report on Flake Graphite Laboratory ManualFamiloni Layo100% (1)
- CHE4162 Particle Technology: Chemical Reactions in Fluidized BedsDocument27 pagesCHE4162 Particle Technology: Chemical Reactions in Fluidized BedsPhan NeeNo ratings yet
- QB PDFDocument18 pagesQB PDFShivani0% (1)
- Ceramics International: Mahamoud S. Alkathy, Rahul Gayam, K.C. James RajuDocument10 pagesCeramics International: Mahamoud S. Alkathy, Rahul Gayam, K.C. James RajuRachna SelvamaniNo ratings yet
- Phosgene Micro Reactor A I CheDocument9 pagesPhosgene Micro Reactor A I CheJorge RamirezNo ratings yet
- Department of Mechanical Engineering Indian Institute of Technology - Kharagpur Lecture - 01Document23 pagesDepartment of Mechanical Engineering Indian Institute of Technology - Kharagpur Lecture - 01Roy BrothersNo ratings yet
- Computational Multiphase Flow ThesisDocument299 pagesComputational Multiphase Flow ThesisDeepak K NambiarNo ratings yet
- CopperGlycine PDFDocument5 pagesCopperGlycine PDFJaume HernandezNo ratings yet
- Heat Exchanger Network Design Using Pinch Analysis PDFDocument25 pagesHeat Exchanger Network Design Using Pinch Analysis PDFAhmed Mohamed KhalilNo ratings yet
- Fundamentals Mathematical Modeling GuideDocument33 pagesFundamentals Mathematical Modeling GuidedeviNo ratings yet
- Volumetric DilatometryDocument14 pagesVolumetric DilatometryNasim MalekiNo ratings yet
- 464OldTests Quizz SamplesDocument10 pages464OldTests Quizz Samplesmhrdd222No ratings yet
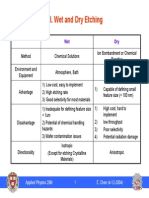
- Wet and Dry Etching Methods ComparisonDocument18 pagesWet and Dry Etching Methods ComparisonLuke D'ImperioNo ratings yet
- Richard P Feynman-Surely Youre Joking MR Feynman v5Document3 pagesRichard P Feynman-Surely Youre Joking MR Feynman v5Anonymous Nayak0% (1)
- Fundamental Quantum Mechanics For Engineers - Leon Van DommelenDocument838 pagesFundamental Quantum Mechanics For Engineers - Leon Van DommelenLucian PopescuNo ratings yet
- CAETraining (Fluid)Document129 pagesCAETraining (Fluid)andysarmientoNo ratings yet
- Chemical Engineering Analysis - CHE 411Document20 pagesChemical Engineering Analysis - CHE 411David AkomolafeNo ratings yet
- Introduction To Molecular Dynamics Simulations. Prabal MaitiDocument42 pagesIntroduction To Molecular Dynamics Simulations. Prabal MaitiCornersouthNo ratings yet
- Flow in 3D Packed Bed Reactors COMSOLDocument10 pagesFlow in 3D Packed Bed Reactors COMSOLBenedictEkowPrahNo ratings yet
- Laboratory Manual For Ac Electrical CircuitsDocument81 pagesLaboratory Manual For Ac Electrical CircuitsanupvasuNo ratings yet
- Scanning Electron MicrosDocument14 pagesScanning Electron Microszhoushengyuanly100% (1)
- Root Locus and Closed Loop Transfer Function CalculationDocument8 pagesRoot Locus and Closed Loop Transfer Function CalculationAkashNo ratings yet
- Matrix Mathematics Chemical Problems: ApplicationsDocument9 pagesMatrix Mathematics Chemical Problems: ApplicationsCarlosNo ratings yet
- Journal of The European Ceramic Society: Vincenzo Buscaglia, Clive A. Randall TDocument15 pagesJournal of The European Ceramic Society: Vincenzo Buscaglia, Clive A. Randall TAryan Singh LatherNo ratings yet
- Modeling and Simulation of Energy SystemsDocument498 pagesModeling and Simulation of Energy SystemsMiguel Angel Forero ParraNo ratings yet
- Hot Embossing Microfabrication ProcessDocument17 pagesHot Embossing Microfabrication Processliang102010No ratings yet
- Materials Science and Engineering Notes 091110Document12 pagesMaterials Science and Engineering Notes 091110Mete MetelanNo ratings yet
- Turbinas Evaporativas de GasDocument158 pagesTurbinas Evaporativas de GasluijamurNo ratings yet
- Carbon NanotubesDocument41 pagesCarbon Nanotubes2018 01403No ratings yet
- Metallurgical Physical ChemistryDocument45 pagesMetallurgical Physical ChemistryAlvin Garcia PalancaNo ratings yet
- Ap Chemistry: Kinetics Practice Problems: Rate of Reaction - (Clo (Clo (CL ) ) ) 3 2 T T TDocument13 pagesAp Chemistry: Kinetics Practice Problems: Rate of Reaction - (Clo (Clo (CL ) ) ) 3 2 T T TAbu Sufyan ButtNo ratings yet
- Continuous Process Technology A Tool ForDocument8 pagesContinuous Process Technology A Tool ForAmjadRiazNo ratings yet
- Lecture Notes On Separation of Stable IsotopesDocument31 pagesLecture Notes On Separation of Stable IsotopesKaranam.Ramakumar100% (1)
- Template-Based Synthesis of Nanomaterials PDFDocument12 pagesTemplate-Based Synthesis of Nanomaterials PDFVandam65No ratings yet
- Lithography GuideDocument29 pagesLithography GuidezanibtahiraNo ratings yet
- Nano Electro Mechanical System NemsDocument26 pagesNano Electro Mechanical System NemsAnaMilerNo ratings yet
- Optimal Designs of Staggered Dean Vortex Micromixers: Molecular SciencesDocument25 pagesOptimal Designs of Staggered Dean Vortex Micromixers: Molecular SciencesGoji SabaNo ratings yet
- Two Step SinteringDocument4 pagesTwo Step Sinteringrajadasari5682No ratings yet
- Module 2: Polymer Reactions Step-Growth Polymerization KineticsDocument35 pagesModule 2: Polymer Reactions Step-Growth Polymerization KineticsYu An Shih100% (1)
- dx10 02 3 Gen2factor PDFDocument18 pagesdx10 02 3 Gen2factor PDFELFER OBISPO GAVINONo ratings yet
- Module 2: Polymer Reactions Background: Polymerization KineticsDocument10 pagesModule 2: Polymer Reactions Background: Polymerization KineticsYu An Shih100% (1)
- Midterm Review SolutionsDocument16 pagesMidterm Review SolutionsKate SongNo ratings yet
- 58 PolymerDocument33 pages58 Polymermuhammad rizky fitraNo ratings yet
- A Compilation of Laboratory ReportsDocument57 pagesA Compilation of Laboratory ReportsEli Leopoldo Geneston100% (3)
- New Technologies For Electrochemical Applications-CRC Press (2020)Document289 pagesNew Technologies For Electrochemical Applications-CRC Press (2020)senaNo ratings yet
- Carbon Nanostructures PDFDocument99 pagesCarbon Nanostructures PDFVishal WaghNo ratings yet
- Engineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionFrom EverandEngineering Plasticity: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNo ratings yet
- Coulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesFrom EverandCoulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesAjay Kumar RayNo ratings yet
- Structure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsFrom EverandStructure and Properties of Inorganic Solids: International Series of Monographs in Solid State PhysicsNo ratings yet
- 27.pecchi. Potentiometric Method For Determining..Document7 pages27.pecchi. Potentiometric Method For Determining..Azrael ArteagaNo ratings yet
- Hair Conditioners: Incroquat Btms - What Is It?Document14 pagesHair Conditioners: Incroquat Btms - What Is It?Flora WhitneyNo ratings yet
- Admapn016en 0905Document8 pagesAdmapn016en 0905Hendrias Ari SujarwoNo ratings yet
- Mechanisms of Air Entrainment in ConcreteDocument9 pagesMechanisms of Air Entrainment in Concretecarjamu100% (1)
- Strategies To Design Modified Activated Carbon Fibers For The Decontamination of Water and AirDocument32 pagesStrategies To Design Modified Activated Carbon Fibers For The Decontamination of Water and AirMadhanNo ratings yet
- Sugarcane Bagasse Removes Foron Blue DyeDocument8 pagesSugarcane Bagasse Removes Foron Blue DyekartikaNo ratings yet
- Ion ExchangeDocument10 pagesIon ExchangecoolgubbyNo ratings yet
- Adsorption Technology in Water TreatmentDocument6 pagesAdsorption Technology in Water Treatmenttgg666100% (1)
- Ackley - Yang - 1991 - Adsorption Characteristics of High-Exchange ClinoptilolitesDocument8 pagesAckley - Yang - 1991 - Adsorption Characteristics of High-Exchange Clinoptilolites周世奇No ratings yet
- Sublimation of Ammonium Salts: A Mechanism Revealed by A First-Principles Study of The NH CL SystemDocument8 pagesSublimation of Ammonium Salts: A Mechanism Revealed by A First-Principles Study of The NH CL Systemc ganesh100% (1)
- Green Biorefinery - Separation of Lactic Acid From Grass Silage JuiceDocument12 pagesGreen Biorefinery - Separation of Lactic Acid From Grass Silage JuiceJeremy CiminiNo ratings yet
- Adsorption - Solved ProblemsDocument5 pagesAdsorption - Solved Problemsshaik mohammed Arshad100% (1)
- Ourse: CHE442 - SEPARATION PROCESS 1 (3 Credits /compulsory)Document8 pagesOurse: CHE442 - SEPARATION PROCESS 1 (3 Credits /compulsory)Anonymous TUXPKUSRDUNo ratings yet
- Rehan Shahab 2022Document14 pagesRehan Shahab 2022qaisarchemistNo ratings yet
- PHARMACEUTICSDocument40 pagesPHARMACEUTICSSaad Hassan100% (1)
- 1 s2.0 S1385894721041814 MainDocument21 pages1 s2.0 S1385894721041814 MainBest WishesNo ratings yet
- LHHW Models and The KSSA 1h6gbxoDocument42 pagesLHHW Models and The KSSA 1h6gbxoNeel PatelNo ratings yet
- Soil Science GlossaryDocument93 pagesSoil Science GlossaryShima Tan100% (1)
- Hemical Ngineering Inetics: Based On CHEM - ENG 408 at Northwestern UniversityDocument49 pagesHemical Ngineering Inetics: Based On CHEM - ENG 408 at Northwestern UniversityzamijakaNo ratings yet
- Module 2 - Part 2 (Ce 361 - Advanced Concrete Technology)Document20 pagesModule 2 - Part 2 (Ce 361 - Advanced Concrete Technology)Rahul patilNo ratings yet
- MCQ Pharmacognosy and Phytochemistry IDocument7 pagesMCQ Pharmacognosy and Phytochemistry IUma Maheswar RaoNo ratings yet
- 3D Graphene, Fundamentals, Synthesis, and Emerging Applications (2023) - Ram K. GuptaDocument434 pages3D Graphene, Fundamentals, Synthesis, and Emerging Applications (2023) - Ram K. GuptaGardener AyuNo ratings yet
- Air Quality Standards ISO 8573Document9 pagesAir Quality Standards ISO 8573nidhink18No ratings yet
- Accepted Manuscript: Journal of Photochemistry and Photobiology A: ChemistryDocument39 pagesAccepted Manuscript: Journal of Photochemistry and Photobiology A: ChemistryYon tinyayaNo ratings yet
- ACTIVATED CARBON ADSORPTION APPLICATIONSDocument37 pagesACTIVATED CARBON ADSORPTION APPLICATIONSAbd AzizNo ratings yet
- Mycotoxins and Bacterial Toxins: Types, Characteristics and EffectsDocument103 pagesMycotoxins and Bacterial Toxins: Types, Characteristics and EffectsSunil100% (1)
- Class Notes - BT101 - 1679890571Document133 pagesClass Notes - BT101 - 1679890571Aayush GehlotNo ratings yet
- 28-3-62-Kinetic Study of Dry Reforming of Methane Over Ni-Ce - Al2O3 Catalyst With DeactivationDocument11 pages28-3-62-Kinetic Study of Dry Reforming of Methane Over Ni-Ce - Al2O3 Catalyst With DeactivationWassachol SumarasinghaNo ratings yet
- Lecture 03. Adsorption of Gases and Liquids On SolidsDocument39 pagesLecture 03. Adsorption of Gases and Liquids On Solidsimran24No ratings yet
- Asian Water Principles of Ion Exchange Neumann 03 09 PDFDocument6 pagesAsian Water Principles of Ion Exchange Neumann 03 09 PDFEmmaColladoArredondoNo ratings yet