You might also like
- Wireless Multiple Agriculture Robot - SynopsisDocument10 pagesWireless Multiple Agriculture Robot - SynopsisShailesh RanawareNo ratings yet
- Fabrication of Multi Purpose Machine Drilling Cutting Milling ShapingDocument73 pagesFabrication of Multi Purpose Machine Drilling Cutting Milling ShapingKrishna Mouli KasimiNo ratings yet
- Move materials easily with MHEDocument29 pagesMove materials easily with MHEAmit TewariNo ratings yet
- Design and fabrication of multi-purpose sieving machineDocument6 pagesDesign and fabrication of multi-purpose sieving machineMICHEL RAJ MechNo ratings yet
- Corse Project Report: Report Title: Belt GrinderDocument18 pagesCorse Project Report: Report Title: Belt GrinderAHMED ALZAHRANINo ratings yet
- 360 Drilling MachineDocument38 pages360 Drilling MachineVikramaditya SinghNo ratings yet
- Twin Spindle Auto Drilling Machine Increases ProductivityDocument10 pagesTwin Spindle Auto Drilling Machine Increases ProductivitySan SuryaNo ratings yet
- Multi Spindle Drilling Machine Project FileDocument28 pagesMulti Spindle Drilling Machine Project FileRoyalAryans100% (5)
- Automatic Paper Cutting Using Geneva MechanismDocument4 pagesAutomatic Paper Cutting Using Geneva MechanismsankaramarayananNo ratings yet
- Final ReportDocument18 pagesFinal ReportYusha Patel100% (1)
- Heat engine types and componentsDocument38 pagesHeat engine types and componentshodNo ratings yet
- Pedal Operated HacksawDocument44 pagesPedal Operated HacksawShruti Biradar100% (1)
- Electromagnetic Embossing MachineDocument12 pagesElectromagnetic Embossing Machinesubramanya1982No ratings yet
- Automatic Head Lamp Alignment SystemDocument48 pagesAutomatic Head Lamp Alignment SystemAakash Dindigul100% (1)
- Fabrication of Automatic Sheet Metal Cutting MachineDocument55 pagesFabrication of Automatic Sheet Metal Cutting MachineElakkiya Karthic50% (2)
- Paper Cutting MachineDocument12 pagesPaper Cutting MachineRaaz Jayasawal73% (15)
- Rice Planter Project ReportDocument46 pagesRice Planter Project ReportErole Technologies Pvt ltd Homemade Engineer100% (1)
- Fabrication of Multipurpose 4 in 1 Agriculture Robotic VehicleDocument33 pagesFabrication of Multipurpose 4 in 1 Agriculture Robotic Vehicleanne valiaNo ratings yet
- Motorized Ramming MachineDocument53 pagesMotorized Ramming Machineilayaraja6100% (1)
- Design and Fabrication of Multipurpose Agriculture Aided VehicleDocument13 pagesDesign and Fabrication of Multipurpose Agriculture Aided VehicleSHARATHKUMAR MNo ratings yet
- Pnumatic Ramming and Punching Machine ReportDocument28 pagesPnumatic Ramming and Punching Machine ReportSun SriNo ratings yet
- Fabrication of Multipurpose 4 in 1 Agriculture Robotic VehicleDocument33 pagesFabrication of Multipurpose 4 in 1 Agriculture Robotic Vehicleakshay gopal100% (1)
- Solar-Operated Farm SprayerDocument41 pagesSolar-Operated Farm SprayerAditya PatilNo ratings yet
- (##) Automatic Pneumatic Braking and Bumper SystemDocument95 pages(##) Automatic Pneumatic Braking and Bumper SystemArjun Raghavan100% (5)
- Belt DriveDocument19 pagesBelt DriveHemraj Thakare0% (1)
- Agro Sprayer ReportDocument43 pagesAgro Sprayer ReportSathishKumarNo ratings yet
- Gearless Angular Transmission Project Report 1Document25 pagesGearless Angular Transmission Project Report 1सारंग।एस बीकेएमNo ratings yet
- (##) Automatic Tapping & Drilling MachineDocument77 pages(##) Automatic Tapping & Drilling Machinemohan100% (1)
- Paddle Powered Water PumpDocument35 pagesPaddle Powered Water PumpJahanzaib Khan100% (1)
- Quick lifting jack guideDocument36 pagesQuick lifting jack guideRoyalAryans76% (17)
- .Design and Fabrication of Multipurpose Agriculture VehicleDocument8 pages.Design and Fabrication of Multipurpose Agriculture VehiclePriya Nanda ReddyNo ratings yet
- 360 Degree Flexible Drilling MachineDocument26 pages360 Degree Flexible Drilling MachineSTAR PRINTING75% (16)
- 4 Way Hacksaw Machinex (Read-Only)Document34 pages4 Way Hacksaw Machinex (Read-Only)harrysinghNo ratings yet
- Automatic Paper Cutting Machine Using Geneva Mechanism PDFDocument8 pagesAutomatic Paper Cutting Machine Using Geneva Mechanism PDFNoor Islam100% (1)
- 90 Degree Turning Motorized Steering MechanismDocument62 pages90 Degree Turning Motorized Steering MechanismMani Kandan100% (1)
- MEC69 - Design & Fabrication of Mini Hydraulic JackDocument25 pagesMEC69 - Design & Fabrication of Mini Hydraulic JackTejas Hambir75% (4)
- Final Project Report 2017Document31 pagesFinal Project Report 2017Imran Sattar BhattiNo ratings yet
- Motorized Screw JackDocument19 pagesMotorized Screw JackPushpendra Kumar33% (3)
- Pedal-Powered Groundnut Sheller Design for Rural VillagesDocument37 pagesPedal-Powered Groundnut Sheller Design for Rural VillagesPankajDhobleNo ratings yet
- Manufacturing of Solar Grass CutterDocument14 pagesManufacturing of Solar Grass Cutterjatin67% (3)
- Project ReportDocument65 pagesProject ReportMusical world100% (1)
- Design of Crop Cutter MachineDocument6 pagesDesign of Crop Cutter MachineVijay PulavarthiNo ratings yet
- Designing a sugarcane bud cutting machineDocument16 pagesDesigning a sugarcane bud cutting machineVenNo ratings yet
- Double Acting Hacksaw Using Scotch Yoke MechanismDocument38 pagesDouble Acting Hacksaw Using Scotch Yoke MechanismDevendra Thakur78% (37)
- Fabricate Sugarcane Bud Chipper MachineDocument37 pagesFabricate Sugarcane Bud Chipper MachineAakash DindigulNo ratings yet
- Design and Fabrication of Pedal Powered Lawn Mower CycleDocument2 pagesDesign and Fabrication of Pedal Powered Lawn Mower CycleVinayaga ProjectinstituteNo ratings yet
- Pneumatic HacksawDocument6 pagesPneumatic HacksawAvinash Lad100% (1)
- SYNOPSIS Solar Powered Mechanical HacksawDocument10 pagesSYNOPSIS Solar Powered Mechanical HacksawEsteFan AjayNo ratings yet
- Motorized Vegtable Cutting MahineDocument21 pagesMotorized Vegtable Cutting MahineP24 Innovation CenterNo ratings yet
- Automated Portable Hammering MachineDocument2 pagesAutomated Portable Hammering MachineTanvi KhuranaNo ratings yet
- Project Synopsis: Department of Mechanical Engineering Submitted byDocument10 pagesProject Synopsis: Department of Mechanical Engineering Submitted byMintu VermaNo ratings yet
- Product Design ProjectDocument51 pagesProduct Design ProjectwondimuNo ratings yet
- AGRIDocument15 pagesAGRISantosh DineshNo ratings yet
- Analysis & Fabrication of Paper Cutting Machine Using Geneva MechanismDocument11 pagesAnalysis & Fabrication of Paper Cutting Machine Using Geneva MechanismKunal Singh100% (1)
- Automatic Pneumatic Bumper System For Four WheelerDocument33 pagesAutomatic Pneumatic Bumper System For Four WheelerRaj EndranNo ratings yet
- Design and Fabrication of Quick Return Method Using Geneva MechanismDocument30 pagesDesign and Fabrication of Quick Return Method Using Geneva MechanismMohan PrasanthNo ratings yet
- Theoretical Design of A Plantain Peeling Machine: December 2018Document12 pagesTheoretical Design of A Plantain Peeling Machine: December 2018Óscar Alfonso Gómez SepúlvedaNo ratings yet
- Design and Fabrication of Multi-Purpose MachineDocument48 pagesDesign and Fabrication of Multi-Purpose MachineglisoNo ratings yet
- Basic HolemakingDocument5 pagesBasic HolemakingdramiltNo ratings yet
- Fabrication of Four Wheel Steering System With Accident Avoidance Brake SystemDocument9 pagesFabrication of Four Wheel Steering System With Accident Avoidance Brake SystemganeshNo ratings yet
- Fuel Injection PipeDocument12 pagesFuel Injection PipeganeshNo ratings yet
- Financial StatementsDocument76 pagesFinancial Statementsganesh100% (1)
- Lohse-2012-Experimental Investigation of Temporary Electronics Cooling With Regularly Structured CompositeDocument10 pagesLohse-2012-Experimental Investigation of Temporary Electronics Cooling With Regularly Structured CompositeganeshNo ratings yet
- Design and Fabrication of Mini Air CompressorDocument9 pagesDesign and Fabrication of Mini Air CompressorganeshNo ratings yet
- Railway TrackDocument7 pagesRailway TrackganeshNo ratings yet
- Composite Materials and It's Application in Aerospace: Guided by Prof. Presented by Mallappa - IG (3GN06ME033)Document28 pagesComposite Materials and It's Application in Aerospace: Guided by Prof. Presented by Mallappa - IG (3GN06ME033)ganeshNo ratings yet
- Accident InformationDocument40 pagesAccident InformationganeshNo ratings yet
- Design and Fabrication of An Refrigeration System Using Waste Heat of An AutomobilesDocument19 pagesDesign and Fabrication of An Refrigeration System Using Waste Heat of An AutomobilesganeshNo ratings yet
- Abrasive JetDocument16 pagesAbrasive JetganeshNo ratings yet
- Fuel Injection PipeDocument12 pagesFuel Injection PipeganeshNo ratings yet
- Zeo Turn Vehicle NotesDocument3 pagesZeo Turn Vehicle NotesganeshNo ratings yet
- Fuel Injection PipeDocument24 pagesFuel Injection PipeganeshNo ratings yet
- Railway TrackDocument25 pagesRailway TrackganeshNo ratings yet
- Design and Fabrication of Pneumatic Reciprocating Grinding Machine'Document6 pagesDesign and Fabrication of Pneumatic Reciprocating Grinding Machine'ganeshNo ratings yet
- Scotch Yoke PumpDocument7 pagesScotch Yoke PumpganeshNo ratings yet
- Elliptical MufflerDocument5 pagesElliptical MufflerganeshNo ratings yet
- Railway TrackDocument7 pagesRailway TrackganeshNo ratings yet
- Design and Fabrication of Electronic Fuel Injection SystemDocument12 pagesDesign and Fabrication of Electronic Fuel Injection SystemganeshNo ratings yet
- Section 11 Facility Buildings / Toll PlazasDocument28 pagesSection 11 Facility Buildings / Toll PlazasganeshNo ratings yet
- Design and Fabrication of Electrical Loading System For Testing of Ic EnginesDocument7 pagesDesign and Fabrication of Electrical Loading System For Testing of Ic EnginesganeshNo ratings yet
- Piston Comparison I & II PHDocument4 pagesPiston Comparison I & II PHganeshNo ratings yet
- Automatic Phase ChangerDocument17 pagesAutomatic Phase ChangerganeshNo ratings yet
- Design and Fabrication of a Four Bar MechanismDocument42 pagesDesign and Fabrication of a Four Bar MechanismganeshNo ratings yet
- HRM PractisesDocument15 pagesHRM PractisesganeshNo ratings yet
- Sand SeparatorDocument10 pagesSand SeparatorganeshNo ratings yet
- Auto Power Tranfer WeldindDocument11 pagesAuto Power Tranfer WeldindganeshNo ratings yet
- Air Cooled Condenser Report NewDocument67 pagesAir Cooled Condenser Report NewganeshNo ratings yet
- Spring Condenser Report NewDocument67 pagesSpring Condenser Report NewganeshNo ratings yet
- Heat Exchanger CFDDocument83 pagesHeat Exchanger CFDganeshNo ratings yet
- Cement-Mortar Lined Steel Pipe SpecDocument39 pagesCement-Mortar Lined Steel Pipe SpecMohamed AhmedNo ratings yet
- Overhead ConveyorsDocument9 pagesOverhead ConveyorsFederico MejiaNo ratings yet
- TDC PP742 F2Document3 pagesTDC PP742 F2Arjun PrajapatiNo ratings yet
- Project On JK TyresDocument61 pagesProject On JK TyresPraveen NairNo ratings yet
- GBT 1591-2008 - High Strength Low Alloy Structural SteelDocument16 pagesGBT 1591-2008 - High Strength Low Alloy Structural SteelDarren ThoonNo ratings yet
- Instrument Tubing Selection Guide: Contact InformationDocument4 pagesInstrument Tubing Selection Guide: Contact InformationdagauthamNo ratings yet
- Traffic Demand Management in DhakaDocument16 pagesTraffic Demand Management in DhakaSarwar_hossain24No ratings yet
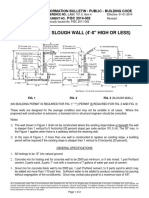
- Retaining or Slough Wall (4 Foot High or Less) Ib P Bc2014 002Document2 pagesRetaining or Slough Wall (4 Foot High or Less) Ib P Bc2014 002tiger_lxfNo ratings yet
- Eticket (Mohamed)Document2 pagesEticket (Mohamed)amr ahmedNo ratings yet
- B737 300FDocument2 pagesB737 300FNadeem67% (3)
- Intermodal Weekly 16-2013Document8 pagesIntermodal Weekly 16-2013Wisnu KertaningnagoroNo ratings yet
- White Cement Prospect ICR 2008-12Document3 pagesWhite Cement Prospect ICR 2008-12jsabovik33No ratings yet
- Hydraulic Bending PlateDocument10 pagesHydraulic Bending PlateDimas SamidNo ratings yet
- Styrodur Europes Green InsulationDocument16 pagesStyrodur Europes Green InsulationAlin TuvicNo ratings yet
- Sport Aviation Abr-1975Document92 pagesSport Aviation Abr-1975laerciofilho100% (1)
- DXS Engineering SDN BHDDocument12 pagesDXS Engineering SDN BHDSabri JamilNo ratings yet
- SOP Concrete Mixer v1.2Document2 pagesSOP Concrete Mixer v1.2Murali Dhar100% (1)
- FOB & CIF BasisDocument4 pagesFOB & CIF BasisSrikrishna DharNo ratings yet
- Implications of Organized Retailing on Manufacturing FirmsDocument3 pagesImplications of Organized Retailing on Manufacturing Firmsvarun_nayak_1No ratings yet
- DRAMIXDocument3 pagesDRAMIXNuno GonçalvesNo ratings yet
- KT DS Board Level Shielding CansDocument2 pagesKT DS Board Level Shielding CansIulian IonitaNo ratings yet
- Chapter Thirteen: Retailing and WholesalingDocument63 pagesChapter Thirteen: Retailing and WholesalingAaditya UdupaNo ratings yet
- Pressure Gauges Guide Ancillary Gas EquipmentDocument2 pagesPressure Gauges Guide Ancillary Gas EquipmentRaj ChavanNo ratings yet
- 05 Ashok Leyland Pages 25 (187) To 47Document47 pages05 Ashok Leyland Pages 25 (187) To 47Dilip PanditNo ratings yet
- CFPB Cheat Sheet: Owner's Title Insurance PolicyDocument1 pageCFPB Cheat Sheet: Owner's Title Insurance PolicyJoanna EnglandNo ratings yet
- Agricultural DiversificationDocument4 pagesAgricultural DiversificationmanjuNo ratings yet
- Types of Food Service OperationDocument2 pagesTypes of Food Service OperationCeasar Ryan AsuncionNo ratings yet
- Travel Booking QuestionnaireDocument6 pagesTravel Booking QuestionnaireVankishKhoslaNo ratings yet
- RC Frame Building With Masonry Infill Walls Designed For Gravity LoadsDocument16 pagesRC Frame Building With Masonry Infill Walls Designed For Gravity LoadsFeras TemimiNo ratings yet