You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- CH 04Document52 pagesCH 04Ng Heng Lim83% (12)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
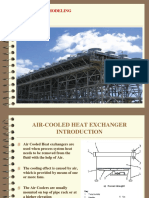
- Air Cooler-Modeling and AnalysisDocument25 pagesAir Cooler-Modeling and Analysisvivek100% (1)
- AAMA WDMA CSA 101I.S. 2-A440-08 UPD 2-2008 Standard For Windows, Doors, & Unit SkylightsDocument6 pagesAAMA WDMA CSA 101I.S. 2-A440-08 UPD 2-2008 Standard For Windows, Doors, & Unit SkylightsTony Chinese100% (1)
- Sample Cswa Exam PDFDocument21 pagesSample Cswa Exam PDFlppeaceNo ratings yet
- Effects On Vehicle Systems of Technology ThermoelectricDocument11 pagesEffects On Vehicle Systems of Technology ThermoelectriclppeaceNo ratings yet
- Thermal Treatment Processes: ObjectivesDocument12 pagesThermal Treatment Processes: ObjectiveslppeaceNo ratings yet
- Characterisation of Quenched and Tempered Steels by Magnetic Barkhausen Noise MethodDocument7 pagesCharacterisation of Quenched and Tempered Steels by Magnetic Barkhausen Noise MethodlppeaceNo ratings yet
- Intermediate Lab 1 ManualDocument53 pagesIntermediate Lab 1 ManuallppeaceNo ratings yet
- Instrumentation For Mechanics of BreathingDocument59 pagesInstrumentation For Mechanics of BreathingAnonymous hMC57ukNo ratings yet
- Tests of Backscatter Coefficient Measurement Using Broadband PulsesDocument5 pagesTests of Backscatter Coefficient Measurement Using Broadband PulsesMostafa AbdelrahmanNo ratings yet
- TurbochargerDocument8 pagesTurbochargersudheeshNo ratings yet
- PI Piezoelectric Solutions Catalog PDFDocument108 pagesPI Piezoelectric Solutions Catalog PDFramuNo ratings yet
- Ruukki Double Grade S420MH S355J2H RectangularDocument6 pagesRuukki Double Grade S420MH S355J2H Rectangularhooky1No ratings yet
- BS en 1996-1-1 2005Document128 pagesBS en 1996-1-1 2005Project Director100% (1)
- FTN-AV1K, RN-AV1K Catalogue ENDocument4 pagesFTN-AV1K, RN-AV1K Catalogue ENOdumosu SamuelNo ratings yet
- Materi MatrikulasiDocument72 pagesMateri MatrikulasiAyziffyNo ratings yet
- Maruti Suzuki Placement Papers-1Document3 pagesMaruti Suzuki Placement Papers-1Rabindra2416No ratings yet
- API 650 12th - 2013Document4 pagesAPI 650 12th - 2013mohamed100% (1)
- TMG PC Strands, Wire & BarDocument10 pagesTMG PC Strands, Wire & BarHenrique Braglia PachecoNo ratings yet
- CSE - 27 A3 Application of sf6 Alternatives For Retro Filling Existing EquipmentDocument13 pagesCSE - 27 A3 Application of sf6 Alternatives For Retro Filling Existing EquipmentTXEMANo ratings yet
- 105mm Enhanced GunDocument38 pages105mm Enhanced Gungrindormh53100% (1)
- Ejercicios PDFDocument4 pagesEjercicios PDFserepoesia10No ratings yet
- Previous Year Questions (Aieee/Jee-Main) : P RT Log F P P RT Log 2F P P RT Log F P P RT Log 2F PDocument8 pagesPrevious Year Questions (Aieee/Jee-Main) : P RT Log F P P RT Log 2F P P RT Log F P P RT Log 2F PAhkil NandaNo ratings yet
- Iitk Eso202Document5 pagesIitk Eso202Shubham ShuklaNo ratings yet
- r20 - Me - II Year SyllabusDocument43 pagesr20 - Me - II Year Syllabusdurga Prasad amuduriNo ratings yet
- Graduation Project'09 Ain Shams University: Seismic Data Processing SequenceDocument9 pagesGraduation Project'09 Ain Shams University: Seismic Data Processing SequenceAshraf SeragNo ratings yet
- Uploads241324130184worksheet 9.1 Impulse and Momentum PDFDocument4 pagesUploads241324130184worksheet 9.1 Impulse and Momentum PDFM DavisNo ratings yet
- Airbase 753Document8 pagesAirbase 753Jagdish PatelNo ratings yet
- Polarity of Molecules and Its PropertiesDocument34 pagesPolarity of Molecules and Its PropertiesNica Floresta - MendozaNo ratings yet
- Thesis Statement On Hurricanes and TornadoesDocument8 pagesThesis Statement On Hurricanes and TornadoesBuyCustomEssaysOnlineOmaha100% (1)
- Blade Tenon Peening PDFDocument3 pagesBlade Tenon Peening PDFRajendra ChoudharyNo ratings yet
- Engineering Properties of SoilDocument30 pagesEngineering Properties of SoilChung MHNo ratings yet
- Chpt6SM PDFDocument28 pagesChpt6SM PDFinal arinalNo ratings yet
- G.N. Ramachandran: Published: 01 June 2001Document7 pagesG.N. Ramachandran: Published: 01 June 2001Naina MarbusNo ratings yet
- Ad-A04 Ell Ipport - E - Je Pu. Ocsign 000 Uy 060 He or (U) (Document13 pagesAd-A04 Ell Ipport - E - Je Pu. Ocsign 000 Uy 060 He or (U) (Faizhal Dimas LeksonoNo ratings yet