You might also like
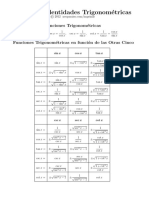
- Tabla de Identidades TrigonometricasDocument4 pagesTabla de Identidades TrigonometricasLiis RiincónNo ratings yet
- Artículo 3Document8 pagesArtículo 3Brando HernandezNo ratings yet
- Fórmulas ángulos múltiples coseno senoDocument33 pagesFórmulas ángulos múltiples coseno senocarlosNo ratings yet
- Overlord 7 Los Invasores de La Gran TumbaDocument281 pagesOverlord 7 Los Invasores de La Gran TumbaYasueltalaNo ratings yet
- Leer Importante!Document1 pageLeer Importante!Brando HernandezNo ratings yet
- H 377889Document262 pagesH 377889JcRodriguezNo ratings yet
- Guia Tecnica de HD - 1957 - 13 TractorDocument18 pagesGuia Tecnica de HD - 1957 - 13 TractorDaniel GarciaNo ratings yet
- Cat D6T PDFDocument24 pagesCat D6T PDFCruzAlbertoNo ratings yet
- D 11 R CarrydozerDocument24 pagesD 11 R CarrydozerJhair CondeNo ratings yet
- 1617-Texto Del Artículo-3154-1-10-20121226Document13 pages1617-Texto Del Artículo-3154-1-10-20121226Brando HernandezNo ratings yet
- Libro98 FullDocument960 pagesLibro98 FullMarta Garcia SerranoNo ratings yet
- CDMNE - Vol. 5 Personajes Femeninos PDFDocument18 pagesCDMNE - Vol. 5 Personajes Femeninos PDFBrando HernandezNo ratings yet
- Banco Preeliminar Elegibles FirmadoDocument25 pagesBanco Preeliminar Elegibles FirmadoBrando HernandezNo ratings yet
- (POLITEXT) Jesús Andrés Álvareón Interna-Edicions UPC (2005) 314Document1 page(POLITEXT) Jesús Andrés Álvareón Interna-Edicions UPC (2005) 314Brando HernandezNo ratings yet
- FOR-GAPLA-GPL Guia7 PDFDocument7 pagesFOR-GAPLA-GPL Guia7 PDFBrando HernandezNo ratings yet
- Protección Contra Inversiones de PolaridadDocument10 pagesProtección Contra Inversiones de PolaridadBrando HernandezNo ratings yet
- Dibujarte Tomo 14 - Especial de Ilustración PDFDocument104 pagesDibujarte Tomo 14 - Especial de Ilustración PDFBrando HernandezNo ratings yet
- 1 Inversor Del Sentido de Giro Ok 05-2010Document5 pages1 Inversor Del Sentido de Giro Ok 05-2010Brando HernandezNo ratings yet
- DibujArte Tomo 1 - Proporciones PDFDocument98 pagesDibujArte Tomo 1 - Proporciones PDFGori MorelosNo ratings yet
- DibujArte Tomo II - MovimientoDocument98 pagesDibujArte Tomo II - MovimientoMajinPeru100% (4)
- Ansys - Tutorial Caste Llano (Elementos Finitos)Document61 pagesAnsys - Tutorial Caste Llano (Elementos Finitos)Antonio Roaro0% (1)
- 0c0a S10295 X456u X556u A PDFDocument116 pages0c0a S10295 X456u X556u A PDFBrando HernandezNo ratings yet
- Simulación Mecánica en ANSYS®Document36 pagesSimulación Mecánica en ANSYS®Brando HernandezNo ratings yet
- Unidad1 GuiaEjerciciosDocument5 pagesUnidad1 GuiaEjerciciosBrando HernandezNo ratings yet
- Problemas y Ejercicios de Análisis Matemático Demidovich PDFDocument526 pagesProblemas y Ejercicios de Análisis Matemático Demidovich PDFMaduro Solitario Solitario83% (24)
- Generadores TermoelectricosDocument6 pagesGeneradores TermoelectricosJesus Eduardo Guzman QNo ratings yet
- Soldadura Corte LaserDocument4 pagesSoldadura Corte LaserSergio Ramiro Gonzales AguilarNo ratings yet
- Laminado de MetalDocument12 pagesLaminado de MetalRogerD.PérezNo ratings yet
- Designacion AcerosDocument29 pagesDesignacion AcerosSergio Gomez100% (3)
- Calculo Vigueta MetalicaDocument7 pagesCalculo Vigueta MetalicaCivil DesignNo ratings yet
- Programa de Asignatura Mecánica de Sólidos UISDocument6 pagesPrograma de Asignatura Mecánica de Sólidos UISLuz Angela Rueda ArdilaNo ratings yet
- Validacion Tanque Cilindrico Horizontal 30 m3Document15 pagesValidacion Tanque Cilindrico Horizontal 30 m3León Alberto Gallego CampuzanoNo ratings yet
- Facultad de Ingeniería CivilDocument7 pagesFacultad de Ingeniería CivilJorge Ruesta MendietaNo ratings yet
- RM2INFODocument39 pagesRM2INFOJean Pierre Saucedo SilvaNo ratings yet
- Energia de DeformacionDocument3 pagesEnergia de DeformacionJimmy LeonNo ratings yet
- CIV 245 AvanceDocument9 pagesCIV 245 AvanceElmer Mollericona RamosNo ratings yet
- Beer Mecanica de Materiales 5e PPT para Clase c02 1Document21 pagesBeer Mecanica de Materiales 5e PPT para Clase c02 1Shaulo Molina Domínguez80% (5)
- Análisis InelasticoDocument31 pagesAnálisis InelasticoLeonardo LainezNo ratings yet
- FLEXIONDocument15 pagesFLEXIONMichel Quiñones LizanaNo ratings yet
- Taller Ensayo de Tension o TraccionDocument12 pagesTaller Ensayo de Tension o TraccionAngie YulianaNo ratings yet
- Sustentación de Ensayo de Tracción MC 327 B - TAFUR VARGAS PERSY BRANDOMDocument4 pagesSustentación de Ensayo de Tracción MC 327 B - TAFUR VARGAS PERSY BRANDOMPERSY BRANDOM TAFUR VARGASNo ratings yet
- FLEXIÓN SIMPLE NORMAL Y OBLÍCUA EN VIGAS Y ESTRUCTURASDocument46 pagesFLEXIÓN SIMPLE NORMAL Y OBLÍCUA EN VIGAS Y ESTRUCTURASphiliphNo ratings yet
- Materiales CompuestosDocument36 pagesMateriales CompuestosRocío ArriagadaNo ratings yet
- Quiz 3Document7 pagesQuiz 3DiegoNo ratings yet
- Revisión Conexión End Plate Trabajo FinalDocument18 pagesRevisión Conexión End Plate Trabajo FinalLaura Daniela Pena AlvarezNo ratings yet
- Practica 5 Ensayo de TensionDocument6 pagesPractica 5 Ensayo de TensionVinicio OlivierNo ratings yet
- Ley de HookeDocument14 pagesLey de HookeMiguel Antony Zumaeta GonzalesNo ratings yet
- Cuaderno ResisDocument106 pagesCuaderno ResisDarwin LasinquizaNo ratings yet
- Tension de Acero de RefuerzoDocument16 pagesTension de Acero de RefuerzoPlanta De Agua SaludNo ratings yet
- Proyecto de Estructura IDocument17 pagesProyecto de Estructura IDiego VargasNo ratings yet
- Resistencia de materiales: conceptos básicos de esfuerzos y deformacionesDocument30 pagesResistencia de materiales: conceptos básicos de esfuerzos y deformacionesJuanes PabónNo ratings yet
- Clase 05 - DeformacionesDocument19 pagesClase 05 - DeformacionesbrayanNo ratings yet
- 7 1-53 Auscultación de EscombrerasDocument53 pages7 1-53 Auscultación de EscombrerasKenny CasillaNo ratings yet
- Conceptos Basicos de EstructuraDocument5 pagesConceptos Basicos de EstructuraEligio VargasNo ratings yet
- Resistencia Semana 7Document8 pagesResistencia Semana 7Jhan Erick Condezo FloresNo ratings yet
- LeyHookeEnergíaResorteDocument4 pagesLeyHookeEnergíaResorteJazmin CamposNo ratings yet
- 1 - Acero Estructural - Generalidades - Dae1017Document37 pages1 - Acero Estructural - Generalidades - Dae1017JhonnyTiradoChumaceroNo ratings yet
- Principio de SuperposicionDocument2 pagesPrincipio de SuperposicionAngel Andres Ruiz SolanoNo ratings yet