You might also like
- How to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsFrom EverandHow to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsRating: 5 out of 5 stars5/5 (5)
- How To Analyzie Gear FailuresDocument6 pagesHow To Analyzie Gear FailuresMinhQuân100% (1)
- How To Analyze Gear FailuresDocument12 pagesHow To Analyze Gear FailuresOuld EulerNo ratings yet
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- How To Analyze Gear Failures - Machinery LubricationDocument15 pagesHow To Analyze Gear Failures - Machinery LubricationJorgNo ratings yet
- Chevy Differentials: How to Rebuild the 10- and 12-BoltFrom EverandChevy Differentials: How to Rebuild the 10- and 12-BoltRating: 5 out of 5 stars5/5 (8)
- How To Analyze Gear Failures: When and WhereDocument13 pagesHow To Analyze Gear Failures: When and WheredaudiNo ratings yet
- Small Block Chevrolet: Stock and High-Performance RebuildsFrom EverandSmall Block Chevrolet: Stock and High-Performance RebuildsRating: 4 out of 5 stars4/5 (6)
- How To Analyze Gear FailuresDocument9 pagesHow To Analyze Gear FailuresHudson Saldanha SpiffNo ratings yet
- Modern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingFrom EverandModern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingRating: 4.5 out of 5 stars4.5/5 (9)
- How To Analyze Gear FailuresDocument9 pagesHow To Analyze Gear Failuresrobertoalfaro49100% (1)
- How To Inspect Gear BoxDocument11 pagesHow To Inspect Gear BoxSubbarayan SaravanakumarNo ratings yet
- Failure AnalysisDocument103 pagesFailure AnalysisPong ManicdaoNo ratings yet
- Cranes Today March 2004 What To Look ForDocument3 pagesCranes Today March 2004 What To Look FordomsonengNo ratings yet
- Gear Failure AnalysisDocument22 pagesGear Failure AnalysisKarthick Kumar100% (1)
- Afa GeneralDocument108 pagesAfa GeneralAmir Bambang YudhoyonoNo ratings yet
- Assignment 4 Sir TubanDocument11 pagesAssignment 4 Sir TubanVincoy JohnlloydNo ratings yet
- Radial Tire Conditions Analysis GuideDocument146 pagesRadial Tire Conditions Analysis Guidecgermaine100% (2)
- An Integrated Study of A Gearbox Failure.Document12 pagesAn Integrated Study of A Gearbox Failure.dalia elgazzarNo ratings yet
- Spicer AXSM 0030Document43 pagesSpicer AXSM 0030slipsittinNo ratings yet
- Amt 22013 Prelim HWDocument8 pagesAmt 22013 Prelim HWBoom RenegadesNo ratings yet
- Rolling Element Bearing FailuresDocument13 pagesRolling Element Bearing FailuresRM HaroonNo ratings yet
- CAT Failure Analisis PrcocedureDocument59 pagesCAT Failure Analisis PrcocedureREISS FABIONo ratings yet
- Rolling Bearing Failure V2Document34 pagesRolling Bearing Failure V2dshalev869460% (5)
- Radial Tire Conditins Analysis GuideDocument146 pagesRadial Tire Conditins Analysis GuideJuan Carlos MargariaNo ratings yet
- All-Test Pro, LLCDocument13 pagesAll-Test Pro, LLCjizuNo ratings yet
- Afa Sebf9066-00Document95 pagesAfa Sebf9066-00Edwarth MazaNo ratings yet
- Guia para Analisis de FallaDocument38 pagesGuia para Analisis de FallaJorge ZamoraNo ratings yet
- Guideline For Examining Failed Parts (1000, 7000) : Applied Failure AnalysisDocument70 pagesGuideline For Examining Failed Parts (1000, 7000) : Applied Failure AnalysisKusuma Jaya100% (1)
- Norton 750 CommandoDocument191 pagesNorton 750 CommandoIronHorseRiders100% (2)
- The SNR Expert Diagnosis:: Analysis and Recommendations For Optimizing Bearing LifeDocument36 pagesThe SNR Expert Diagnosis:: Analysis and Recommendations For Optimizing Bearing Lifejarneberg100% (3)
- Cylinder Block:: 2014-ME-119 2014-ME-112Document13 pagesCylinder Block:: 2014-ME-119 2014-ME-112Qazi MaazNo ratings yet
- Trelleborg Fender Maintenance ManualDocument6 pagesTrelleborg Fender Maintenance ManualGopalakrishnan RajendranNo ratings yet
- JR Fibreglass - Failure ReportDocument4 pagesJR Fibreglass - Failure ReportTahir MansuriNo ratings yet
- A/T - No Reverse/3rd or 5th Gear/MIL ON/DTC P0776Document6 pagesA/T - No Reverse/3rd or 5th Gear/MIL ON/DTC P0776Carlos CuellarNo ratings yet
- Question 2 - Bearing DamageDocument3 pagesQuestion 2 - Bearing DamageMuhd Ilyas100% (1)
- 13bme0513 Vehicle ReportDocument23 pages13bme0513 Vehicle ReportManas PandeyNo ratings yet
- Shaft Root Cause Shaft FailureDocument14 pagesShaft Root Cause Shaft FailureSuvek Kumar100% (2)
- Excavator Student ManualDocument25 pagesExcavator Student ManualSamuel Woldemichael Yohannes83% (6)
- Kawasaki ZX9R 98-99Document307 pagesKawasaki ZX9R 98-99motomech100% (3)
- 13bme0513 Vehicle ReportDocument22 pages13bme0513 Vehicle ReportManas PandeyNo ratings yet
- PROJECT STANDARDS and SPECIFICATIONS Inspection of Rotating Equipment Rev01webDocument4 pagesPROJECT STANDARDS and SPECIFICATIONS Inspection of Rotating Equipment Rev01webhiyeonNo ratings yet
- BRG Damage Transcript R32Document6 pagesBRG Damage Transcript R32Praveen PaviNo ratings yet
- Failure Analysis For GearsDocument12 pagesFailure Analysis For GearsDavid Torres Rodriguez100% (1)
- Bearing Damage AnalysisDocument12 pagesBearing Damage AnalysisZulfahmi IrhamdaniNo ratings yet
- ExpertDocument301 pagesExpertEngine Tuning Up100% (2)
- 4HK1 & 6HK1 ManualDocument352 pages4HK1 & 6HK1 Manuallionkinghd94% (104)
- Analisis de FallasDocument64 pagesAnalisis de Fallaschechar10No ratings yet
- 100r Motor Ac Cms 100rDocument4 pages100r Motor Ac Cms 100ramariei_niculinaNo ratings yet
- Sym VS 125 - 150 (EN)Document195 pagesSym VS 125 - 150 (EN)manualsym100% (1)
- Sym Euro MX 125 (EN)Document193 pagesSym Euro MX 125 (EN)manualsym0% (1)
- Girth Gear InspectionDocument2 pagesGirth Gear Inspectionn_ashok6890390% (2)
- Gearset Component Inspection & Repair GuidanceDocument17 pagesGearset Component Inspection & Repair GuidanceArlette100% (1)
- Bumper Boat Maintenance Schedule & Daily Check Sheet 1-6-06Document12 pagesBumper Boat Maintenance Schedule & Daily Check Sheet 1-6-06zzsquadronNo ratings yet
- How To Analyze Gear FailuresDocument6 pagesHow To Analyze Gear FailuresHossein100% (1)
- TopyDocument64 pagesTopyChristiano Calijorne de BarrosNo ratings yet
- Roatary Actuators - Micromatic Repair Manual - 26-17-0116Document10 pagesRoatary Actuators - Micromatic Repair Manual - 26-17-0116tungNo ratings yet
- Engineering Failure Analysis: Saharash Khare, O.P. Singh, K. Bapanna Dora, C. SasunDocument10 pagesEngineering Failure Analysis: Saharash Khare, O.P. Singh, K. Bapanna Dora, C. SasunBima SorayaNo ratings yet
- Maintenance Schedule For BOP - 5131086 - 01Document4 pagesMaintenance Schedule For BOP - 5131086 - 01franko guddiNo ratings yet
- 9 CertificateDocument3 pages9 CertificateHassan TalhaNo ratings yet
- Seegapak Company ProfileDocument23 pagesSeegapak Company ProfileHassan TalhaNo ratings yet
- Answer SheetDocument1 pageAnswer SheetHassan TalhaNo ratings yet
- Answer PracticeDocument1 pageAnswer PracticeHassan TalhaNo ratings yet
- Answer SheetDocument1 pageAnswer SheetHassan TalhaNo ratings yet
- JobDocument1 pageJobHassan TalhaNo ratings yet
- Air & Fuel Induction Part-3 Dec 17Document50 pagesAir & Fuel Induction Part-3 Dec 17Hassan TalhaNo ratings yet
- Product Development Process of Carpentry Shop by Using IDEF and ArenaDocument8 pagesProduct Development Process of Carpentry Shop by Using IDEF and ArenaHassan TalhaNo ratings yet
- Online - Fpsc.gov - PK FPSC GR Reports GR Phase4 Ac 2017Document1 pageOnline - Fpsc.gov - PK FPSC GR Reports GR Phase4 Ac 2017aftabNo ratings yet
- Bidah PDFDocument26 pagesBidah PDFsharafaNo ratings yet
- Experimental Study On Heat Transfer of Jet Impingement With A Moving NozzleDocument2 pagesExperimental Study On Heat Transfer of Jet Impingement With A Moving NozzleHassan TalhaNo ratings yet
- CGPADocument4 pagesCGPAHassan TalhaNo ratings yet
- Advanced Manufacturing SystemsDocument6 pagesAdvanced Manufacturing SystemsHassan TalhaNo ratings yet
- FYP Presentation 7th SemesterDocument35 pagesFYP Presentation 7th SemesterHassan TalhaNo ratings yet
- Lect 1 Introduction To FEMDocument17 pagesLect 1 Introduction To FEMHassan TalhaNo ratings yet
- Reality of JumhoreyatDocument86 pagesReality of Jumhoreyatanon_172945459No ratings yet
- Mohammad Saraireh PDFDocument176 pagesMohammad Saraireh PDFHassan TalhaNo ratings yet
- R AC Project GroupsDocument2 pagesR AC Project GroupsHassan TalhaNo ratings yet
- Engg. Economics FormulaeDocument1 pageEngg. Economics FormulaeHassan TalhaNo ratings yet
- T Vs Length: Wooden SteelDocument1 pageT Vs Length: Wooden SteelHassan TalhaNo ratings yet
- R&AC Assign # 1Document22 pagesR&AC Assign # 1Hassan TalhaNo ratings yet
- Understanding The RefrigerantDocument23 pagesUnderstanding The RefrigerantHassan TalhaNo ratings yet
- Urdu KeyboardDocument1 pageUrdu KeyboardHassan Talha100% (2)
- MV 5 Quizes SolutionDocument6 pagesMV 5 Quizes SolutionHassan TalhaNo ratings yet
- TemsgennDocument8 pagesTemsgennMuluken TemesgenNo ratings yet
- Factors: How Time and Interest Affect MoneyDocument21 pagesFactors: How Time and Interest Affect MoneyHassan TalhaNo ratings yet
- Chapter 3 - Combining FactorsDocument18 pagesChapter 3 - Combining FactorsBich Lien PhamNo ratings yet
- University of Engineering and Technology Taxila Mechanical Engineering DepartmentDocument50 pagesUniversity of Engineering and Technology Taxila Mechanical Engineering DepartmentHassan TalhaNo ratings yet
- Foundations of Engineering EconomyDocument28 pagesFoundations of Engineering EconomyHassan TalhaNo ratings yet
- Thermo-I Notes 04Document58 pagesThermo-I Notes 04Hassan TalhaNo ratings yet
- Tool Wear: Manufacturing Technology - IIDocument31 pagesTool Wear: Manufacturing Technology - IIKhalil RazaNo ratings yet
- Reihani 2015Document12 pagesReihani 2015CHONKARN CHIABLAMNo ratings yet
- Biomechanics of CartilageDocument14 pagesBiomechanics of CartilageEric Urbina SantibañezNo ratings yet
- Static Equipment (Mechanical)Document36 pagesStatic Equipment (Mechanical)AKHIL JOSEPH100% (1)
- Load-Carrying Behaviour of Connectors Under Shear, Tension and Compression in Ultra High Performance ConcreteDocument8 pagesLoad-Carrying Behaviour of Connectors Under Shear, Tension and Compression in Ultra High Performance Concretesriki_neelNo ratings yet
- Design Guide of Slab On GradeDocument20 pagesDesign Guide of Slab On GradePriyanka100% (2)
- Softened Truss Model For RC Torsional Members Under Combined ActionDocument8 pagesSoftened Truss Model For RC Torsional Members Under Combined ActionMinaksheePhutkeNo ratings yet
- ES 247 Fracture Mechanics Zhigang SuoDocument5 pagesES 247 Fracture Mechanics Zhigang SuoMax ValovNo ratings yet
- 1H1 Plastic Drum Non Removable HeadDocument1 page1H1 Plastic Drum Non Removable HeadMASTER SOURCENo ratings yet
- Well Integrity Test ProgrammeDocument5 pagesWell Integrity Test ProgrammeDianna Ariza RNo ratings yet
- Theoretical and Applied Fracture Mechanics: SciencedirectDocument10 pagesTheoretical and Applied Fracture Mechanics: SciencedirectDevan1984No ratings yet
- Sundaram 2014Document11 pagesSundaram 2014Rock JorgeNo ratings yet
- NASA Stress Intensity Factors Equations TM-85793Document40 pagesNASA Stress Intensity Factors Equations TM-85793scuneo100% (1)
- Experimental Analysis of Aluminium Alloy Reinforced With Rare Earth MetalsDocument12 pagesExperimental Analysis of Aluminium Alloy Reinforced With Rare Earth MetalsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Journal of Power Sources: Xiaowei Zhang, Tomasz WierzbickiDocument10 pagesJournal of Power Sources: Xiaowei Zhang, Tomasz Wierzbickimuhammad mohamadNo ratings yet
- Shear Mechanism of Reinforced Concrete T-Beams With StirrupsDocument14 pagesShear Mechanism of Reinforced Concrete T-Beams With StirrupsGhazi Bahroz JumaaNo ratings yet
- Failure Analysis of Refractory Anchors of A Power PDFDocument8 pagesFailure Analysis of Refractory Anchors of A Power PDFAnonymous 5odj1IcNo ratings yet
- Problems and Solutions in Fracture MechanicsDocument24 pagesProblems and Solutions in Fracture MechanicsKumar Saheb86% (109)
- Api 579Document8 pagesApi 579pouya_ms100% (1)
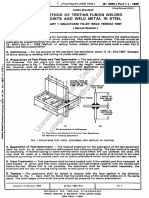
- Licensed To Arun Kumar Das: Method of Testing Fusi0.N Welded Joints and Weld Metal in SteelDocument2 pagesLicensed To Arun Kumar Das: Method of Testing Fusi0.N Welded Joints and Weld Metal in SteelIndira BanerjeeNo ratings yet
- CeramicsDocument49 pagesCeramicsArun KumarNo ratings yet
- 6.Handouts-U161 Welding Consumables For High Strength Steels - KOBE STEEL - M.nagami (Final)Document18 pages6.Handouts-U161 Welding Consumables For High Strength Steels - KOBE STEEL - M.nagami (Final)scegtsNo ratings yet
- Intermetallic Compounds at Aluminum-To-Copper Electrical Interfaces Effect of Temperature and electr-1AQ PDFDocument8 pagesIntermetallic Compounds at Aluminum-To-Copper Electrical Interfaces Effect of Temperature and electr-1AQ PDFjulio perezNo ratings yet
- Chapter - 9 - Fatigue From Variable Amplitude LoadingDocument73 pagesChapter - 9 - Fatigue From Variable Amplitude Loadingodjakm100% (1)
- Project Report On Erosion Wear of MaterialsDocument44 pagesProject Report On Erosion Wear of MaterialsNABIL HUSSAINNo ratings yet
- Factors Influencing Analytical Continuum SimulatioDocument9 pagesFactors Influencing Analytical Continuum SimulatioOthman BouazizNo ratings yet
- 26071-100-GPP-GCX-00056-001 Concrete Repair ProcedureDocument25 pages26071-100-GPP-GCX-00056-001 Concrete Repair ProcedureAsril Sang Lentera Senja100% (1)
- Design and Development of Railway Sleepers Using Recycled Waste Tyre Rubber SAROJ Et Al 2019Document4 pagesDesign and Development of Railway Sleepers Using Recycled Waste Tyre Rubber SAROJ Et Al 2019Nii DmNo ratings yet
- MEM333 Course Details, Summer - 2021Document4 pagesMEM333 Course Details, Summer - 2021William J. SmithNo ratings yet
- Critical ShaftDocument9 pagesCritical ShaftDmc ShinigamiNo ratings yet
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesFrom EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraRating: 4.5 out of 5 stars4.5/5 (4)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- Engineering for Kids: Building and Construction Fun | Children's Engineering BooksFrom EverandEngineering for Kids: Building and Construction Fun | Children's Engineering BooksRating: 3 out of 5 stars3/5 (2)
- Transmission Pipeline Calculations and Simulations ManualFrom EverandTransmission Pipeline Calculations and Simulations ManualRating: 4.5 out of 5 stars4.5/5 (10)
- Advanced Design Examples of Seismic Retrofit of StructuresFrom EverandAdvanced Design Examples of Seismic Retrofit of StructuresRating: 1 out of 5 stars1/5 (1)