You might also like
- Contaminación Del AguaDocument4 pagesContaminación Del AguayannnicckNo ratings yet
- Caperucita RojaDocument1 pageCaperucita Rojamauro.sanchez.21No ratings yet
- Contaminación Del AguaDocument4 pagesContaminación Del AguayannnicckNo ratings yet
- Cambio ClimaticoDocument2 pagesCambio ClimaticoyannnicckNo ratings yet
- Historia Del FerrocarrilDocument2 pagesHistoria Del FerrocarrilyannnicckNo ratings yet
- LadrillosDocument5 pagesLadrillosJosé MiguelNo ratings yet
- CAlzadoDocument6 pagesCAlzadoyannnicckNo ratings yet
- Taponamiento TerminacionDocument4 pagesTaponamiento TerminacionyannnicckNo ratings yet
- Historia de La FotografíaDocument3 pagesHistoria de La FotografíayannnicckNo ratings yet
- Reproductor de CDDocument2 pagesReproductor de CDyannnicckNo ratings yet
- Aceites usados cocina: contaminación, costes EDAR y reciclajeDocument8 pagesAceites usados cocina: contaminación, costes EDAR y reciclajeRonald Tito Cusiquispe MolleNo ratings yet
- Núcleo de La TierraDocument2 pagesNúcleo de La TierrayannnicckNo ratings yet
- Tercera Guerra MundialDocument2 pagesTercera Guerra MundialyannnicckNo ratings yet
- El AireDocument5 pagesEl AireyannnicckNo ratings yet
- Tercera Guerra MundialDocument2 pagesTercera Guerra MundialyannnicckNo ratings yet
- Válvula IndustrialDocument4 pagesVálvula Industrialrobinho87gutiNo ratings yet
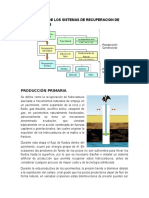
- Clasificacion de Los Sistemas de Recuperacion de HidrocarburosDocument4 pagesClasificacion de Los Sistemas de Recuperacion de Hidrocarburosyannnicck100% (2)
- Aguas ResidualesDocument1 pageAguas ResidualesyannnicckNo ratings yet
- La Violencia Intra FamiliarDocument7 pagesLa Violencia Intra FamiliaryannnicckNo ratings yet
- Introducción Al Cristianismo.Document2 pagesIntroducción Al Cristianismo.yannnicckNo ratings yet
- Perforacion DireccionalDocument2 pagesPerforacion DireccionalFelipe Alejandro Gonzalez PeraltaNo ratings yet
- Vaquita Marina1Document3 pagesVaquita Marina1yannnicckNo ratings yet
- Dispositivos Ayuda AuditivaDocument5 pagesDispositivos Ayuda AuditivayannnicckNo ratings yet
- VALVULASDocument4 pagesVALVULASIvy OrchardNo ratings yet
- Antecedentes y Origen para Los Humanistas Italianos Del Siglo XVDocument3 pagesAntecedentes y Origen para Los Humanistas Italianos Del Siglo XVyannnicckNo ratings yet
- Registros SonicosDocument14 pagesRegistros Sonicosingrid_ferrerNo ratings yet
- Calidad Escuelas Avances Agosto 2013Document12 pagesCalidad Escuelas Avances Agosto 2013yannnicckNo ratings yet
- Teisis UNAM GeosienciasDocument131 pagesTeisis UNAM GeosienciasyannnicckNo ratings yet
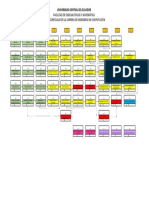
- 2018 Malla Ingeniería en ComputaciónDocument1 page2018 Malla Ingeniería en ComputaciónJosiasCardenasViteriNo ratings yet
- Inversión de GiroDocument6 pagesInversión de GiroJUAN PABLO VARGASNo ratings yet
- Fluidos No NewtonianosDocument13 pagesFluidos No NewtonianosDiana LoraNo ratings yet
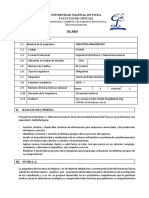
- Silabo Cirana IDocument7 pagesSilabo Cirana IjassaNo ratings yet
- Diagrama de Flujo Fabricación de Borrador PDFDocument1 pageDiagrama de Flujo Fabricación de Borrador PDFRoyer OcampoNo ratings yet
- Clima OrganizacionalDocument4 pagesClima OrganizacionalGerardo Ortiz GuerraNo ratings yet
- Paul Eluard, Algunos PoemasDocument25 pagesPaul Eluard, Algunos PoemasCarlos BarralNo ratings yet
- Venezolana de PinturasDocument4 pagesVenezolana de Pinturasalexander joseNo ratings yet
- Metodologias Basicas para Una TesisDocument11 pagesMetodologias Basicas para Una TesisElieth JamesNo ratings yet
- Cuestionario 30Document10 pagesCuestionario 30rodrigo paredes ariasNo ratings yet
- Taller Termodinámica 201820 Corte 1 UNICORDOBADocument1 pageTaller Termodinámica 201820 Corte 1 UNICORDOBAMaykhert Pérez SibajaNo ratings yet
- Guía Visual de Estilo VectorialDocument15 pagesGuía Visual de Estilo VectorialLaurita CaballeröNo ratings yet
- Man - Reparacion Concreto de Muelles - ToxementDocument9 pagesMan - Reparacion Concreto de Muelles - ToxementDiego Armando Rincon ArizaNo ratings yet
- Repaso Ptes FyQ 2 ESO 2018-9 ADocument8 pagesRepaso Ptes FyQ 2 ESO 2018-9 ACarolina PNo ratings yet
- Actividad 1 Semana 2Document10 pagesActividad 1 Semana 2Regi PiscoyaNo ratings yet
- Saturación Remanente de AceiteDocument22 pagesSaturación Remanente de AceiteD DNo ratings yet
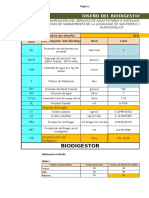
- Calculo BiodigestorDocument3 pagesCalculo BiodigestorNilo Armando Quispe CcahuinNo ratings yet
- Fisica - Sesion 4 - Leyes de NewtonDocument45 pagesFisica - Sesion 4 - Leyes de NewtonOctavio SanchezNo ratings yet
- Test de LingDocument2 pagesTest de LingAndrea Martin PerezNo ratings yet
- Solución Aproximada de Ecuaciones Algebraicas y Trascendentes.Document23 pagesSolución Aproximada de Ecuaciones Algebraicas y Trascendentes.Esteban RabufettiNo ratings yet
- 4.2.1. Metodo Del TrapecioDocument7 pages4.2.1. Metodo Del Trapecioanon_358412420No ratings yet
- PR 05 CfaDocument1 pagePR 05 CfaGiordano LorenziNo ratings yet
- SuelosDocument17 pagesSuelosyordyNo ratings yet
- Ing 433Document182 pagesIng 433Danitza TacoNo ratings yet
- Escritos Del AlmaDocument7 pagesEscritos Del AlmaJulian Andres Montoya sanchezNo ratings yet
- Tipos y características de taladros (38Document6 pagesTipos y características de taladros (38adrianNo ratings yet
- Laboratorio de Inyección Electrónica de GasolinaDocument238 pagesLaboratorio de Inyección Electrónica de GasolinaJavier Hector Caya100% (3)
- Sub-Rasante (6-7) Anexo 4Document1 pageSub-Rasante (6-7) Anexo 4Alejandro CortezNo ratings yet
- Unidad 1Document22 pagesUnidad 1Nadie Nadie100% (1)