You might also like
- Boiler - Components and FunctionsDocument49 pagesBoiler - Components and FunctionsAnonymous j5XYgIu100% (4)
- Hazop StudyDocument7 pagesHazop StudyAnderson JoeNo ratings yet
- Instrumentation and Control ReviewDocument84 pagesInstrumentation and Control ReviewDanish Afroz100% (1)
- Asme N 511 2007Document49 pagesAsme N 511 2007monsepack100% (1)
- Re CessnaSingle 1996on Structural Repair MM SESR04Document167 pagesRe CessnaSingle 1996on Structural Repair MM SESR04chipocludo7av2100% (4)
- How To Make Black PowderDocument7 pagesHow To Make Black Powder8mhno100% (1)
- PDS-POLYKEN-1027-V1-AUG17 - AARPS-0972 PrymerDocument2 pagesPDS-POLYKEN-1027-V1-AUG17 - AARPS-0972 PrymerJoel SaucedoNo ratings yet
- Inspection Procedure: 00-SAIP-81 23 July 2017Document37 pagesInspection Procedure: 00-SAIP-81 23 July 2017John BuntalesNo ratings yet
- Saudi Aramco Process Heater Engineering EncyclopediaDocument83 pagesSaudi Aramco Process Heater Engineering EncyclopediaYousef Adel HassanenNo ratings yet
- Hysys 8.8 - ManualDocument606 pagesHysys 8.8 - ManualCarlos Vaz88% (8)
- Inspection Procedure: Saudi Aramco Desktop StandardsDocument90 pagesInspection Procedure: Saudi Aramco Desktop Standardssheikmoin100% (1)
- Evaluating Materials for Compressor ComponentsDocument133 pagesEvaluating Materials for Compressor ComponentsTasawwur TahirNo ratings yet
- Engineering Encyclopedia: Typical Boiler Problems, Causes and SolutionsDocument14 pagesEngineering Encyclopedia: Typical Boiler Problems, Causes and SolutionsAriyandi Yuda Prahara100% (1)
- Saudi Aramco Furnace Guide150150Vertical CylindricalVertical Cylindrical5050Vertical CylindricalVertical Cylindrical15050Vertical CylindricalVertical Cylindrical150150150BoxBoxBoxDocument23 pagesSaudi Aramco Furnace Guide150150Vertical CylindricalVertical Cylindrical5050Vertical CylindricalVertical Cylindrical15050Vertical CylindricalVertical Cylindrical150150150BoxBoxBoxMohammad RawoofNo ratings yet
- Cap Boiler ManualDocument43 pagesCap Boiler Manualdnageshm4n244100% (1)
- Corrosion Under Insulation Problems and Solutions: FESI Document 10Document28 pagesCorrosion Under Insulation Problems and Solutions: FESI Document 10Varlyvarlyan100% (1)
- Maintenance and Repair of Heat Exchangers PDFDocument73 pagesMaintenance and Repair of Heat Exchangers PDFTehman Alam100% (2)
- Boiler Inspection Study GuideDocument30 pagesBoiler Inspection Study GuideSyedNadeemAhmed100% (2)
- GP 32-48Document13 pagesGP 32-48Diego100% (1)
- Saep 317Document22 pagesSaep 317brecht1980100% (1)
- Engineering Encyclopedia: Maintenance and Repair of Heat ExchangersDocument69 pagesEngineering Encyclopedia: Maintenance and Repair of Heat ExchangersAfzaalUmairNo ratings yet
- Boiler Combustion Theory and EfficiencyDocument84 pagesBoiler Combustion Theory and EfficiencyAhmed Hassan100% (1)
- 32 Saip 11Document9 pages32 Saip 11malika_00No ratings yet
- Samco Saj Saudia AramcoDocument62 pagesSamco Saj Saudia AramcoFaouzi TlemcenNo ratings yet
- Construction & Material: Defects in Buildings & RemediesDocument29 pagesConstruction & Material: Defects in Buildings & RemedieskirtikaNo ratings yet
- Boiler Operation & ControlDocument56 pagesBoiler Operation & ControlMohammad Rawoof100% (2)
- Tube Repair and Protection For DamageDocument112 pagesTube Repair and Protection For Damagesandipwarbhe1234100% (1)
- Engineering Encyclopedia: Pumps and CompressorsDocument191 pagesEngineering Encyclopedia: Pumps and CompressorsReda100% (1)
- PCI20107, Overview of Boiler Commissioning and Startup PDFDocument17 pagesPCI20107, Overview of Boiler Commissioning and Startup PDFMarc AnmellaNo ratings yet
- New Heat ExchangerDocument12 pagesNew Heat ExchangerMosaddekNo ratings yet
- Mex 10404Document61 pagesMex 10404Garlin MunarNo ratings yet
- Heat Exchanger Inspection ProceduresDocument22 pagesHeat Exchanger Inspection Procedurespedro ylarretaNo ratings yet
- Boiler Inspection TechniquesDocument288 pagesBoiler Inspection TechniquesHernan Coba100% (1)
- ROCKWOOL© Technical InsulationDocument36 pagesROCKWOOL© Technical InsulationHaytham ElsayedNo ratings yet
- Paper 6 Chem Cleaning Edta BhelDocument39 pagesPaper 6 Chem Cleaning Edta BhelVIBHAV100% (2)
- Fire Heater Test and InspectionDocument16 pagesFire Heater Test and InspectionMamdouh ElhanafyNo ratings yet
- Boiler MaintenanceDocument42 pagesBoiler MaintenanceJose Manuel FreitasNo ratings yet
- Boilers Aramco2Document50 pagesBoilers Aramco2niwryramas100% (1)
- Boilers - Water Treating 0Document26 pagesBoilers - Water Treating 0Mohammad RawoofNo ratings yet
- Determining Compressor Acceptability TestsDocument62 pagesDetermining Compressor Acceptability TestsmustafaNo ratings yet
- GP 32-45Document13 pagesGP 32-45Diego100% (1)
- Maintenanc and Repair of Pressure VesselsDocument93 pagesMaintenanc and Repair of Pressure VesselsVimin Prakash100% (12)
- 00 Saip 80Document75 pages00 Saip 80heidarNo ratings yet
- Specifying Design Requirements For Heat Ex ChangersDocument89 pagesSpecifying Design Requirements For Heat Ex Changersrahul11129100% (4)
- Caustic GougingDocument5 pagesCaustic GougingChristian Paul Salazar SanchezNo ratings yet
- Recommended Guidelines For Materials & Welding in BoilersDocument56 pagesRecommended Guidelines For Materials & Welding in BoilersAnsar HayatNo ratings yet
- Project Quality ManagementDocument4 pagesProject Quality ManagementSadashiw PatilNo ratings yet
- Project Quality ManagementDocument4 pagesProject Quality ManagementSadashiw PatilNo ratings yet
- EPRI - Evaluating and Avoiding Damages To HRSG Tubes Given by Duct BurnersDocument72 pagesEPRI - Evaluating and Avoiding Damages To HRSG Tubes Given by Duct BurnersDavide Franzini100% (1)
- Water Tube BoilersDocument46 pagesWater Tube Boilersahmed sobhy100% (2)
- Boiler InspectionsDocument6 pagesBoiler InspectionsAndre YosiNo ratings yet
- Boilers InspectionDocument62 pagesBoilers Inspectionrty288% (16)
- COE 102.02 Theory and Application of Corrosion CouponsDocument79 pagesCOE 102.02 Theory and Application of Corrosion CouponsMoustafa Bayoumi100% (1)
- 1015t/h Subcritical Pressure Natural Circulation Boiler InstructionDocument74 pages1015t/h Subcritical Pressure Natural Circulation Boiler InstructioncynaiduNo ratings yet
- GP-07!02!01 Industrial BoilersDocument33 pagesGP-07!02!01 Industrial BoilersabenitechNo ratings yet
- Boiler Inspection Report TemplateDocument7 pagesBoiler Inspection Report TemplateE. Niem86% (7)
- Rp32-2 Site Inspection, Testing andDocument76 pagesRp32-2 Site Inspection, Testing andNeo100% (1)
- Corrosion CuoponsDocument70 pagesCorrosion CuoponsWalidbenrhoumaNo ratings yet
- Exp 2 Protein DeterminationDocument5 pagesExp 2 Protein DeterminationNur Fadhilah100% (1)
- Boiler tube welding maintenance presentationDocument39 pagesBoiler tube welding maintenance presentationAjay Chauhan100% (3)
- Boiler Inspection - DailyDocument31 pagesBoiler Inspection - DailySumitskb100% (2)
- Boiler MaintenanceDocument4 pagesBoiler Maintenancekeerthi dayarathnaNo ratings yet
- Boiler Tube FailureDocument7 pagesBoiler Tube FailureBhupendra GobadeNo ratings yet
- Corrosion AllowanceDocument35 pagesCorrosion AllowanceReni Mutiara Sari50% (2)
- Manual HidrigeneradoraDocument170 pagesManual HidrigeneradoraLividodj NirvanakcobainNo ratings yet
- Ger 3620 JDocument52 pagesGer 3620 JSteve Ebenezer100% (3)
- HRSG Header To Stub RepairDocument54 pagesHRSG Header To Stub Repairaztec20No ratings yet
- Boiler inspection reportDocument1 pageBoiler inspection reportMateen KhanNo ratings yet
- Disertation On Fmea Boiler Tube Failure AnalisisDocument65 pagesDisertation On Fmea Boiler Tube Failure AnalisisJose Gustavo Hernandez ReyesNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- EI 1583 6TH 2010 PreviewDocument13 pagesEI 1583 6TH 2010 PreviewhenkokenjiNo ratings yet
- Apendix ADocument1 pageApendix ASadashiw PatilNo ratings yet
- Risk MGMT Thrugh Process ApproachDocument1 pageRisk MGMT Thrugh Process ApproachSadashiw PatilNo ratings yet
- Ankle Boot.: ExcavatorDocument2 pagesAnkle Boot.: ExcavatorSadashiw PatilNo ratings yet
- Recognition of Competent Person Under SMPV 0Document6 pagesRecognition of Competent Person Under SMPV 0Sadashiw PatilNo ratings yet
- Refractory Inspection-3Document2 pagesRefractory Inspection-3Sadashiw PatilNo ratings yet
- EOI For Competent Persons Under SMPV (U) Rules 2016Document2 pagesEOI For Competent Persons Under SMPV (U) Rules 2016Sadashiw PatilNo ratings yet
- Ppe 2Document1 pagePpe 2Sadashiw PatilNo ratings yet
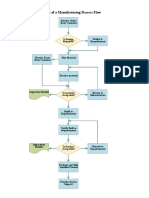
- Sample Process Flow Chart MFG 1Document1 pageSample Process Flow Chart MFG 1Ye YintNo ratings yet
- 49315Document36 pages49315Vijay KumarNo ratings yet
- Brand - Msa 1.1) Model - V-Gard® 500 Vented Hard Hat Cap StyleDocument3 pagesBrand - Msa 1.1) Model - V-Gard® 500 Vented Hard Hat Cap StyleSadashiw PatilNo ratings yet
- The Static and Mobile Pressure VesselsDocument28 pagesThe Static and Mobile Pressure VesselsSadashiw PatilNo ratings yet
- Safety Goggles 1) Sure Safety 1.1) 3M Indoor - Outdoor Safety EyewearDocument2 pagesSafety Goggles 1) Sure Safety 1.1) 3M Indoor - Outdoor Safety EyewearSadashiw PatilNo ratings yet
- EOI For Competent Persons Under SMPV (U) Rules 2016Document2 pagesEOI For Competent Persons Under SMPV (U) Rules 2016Sadashiw PatilNo ratings yet
- Boiler and HRSG pressure conversion chartDocument1 pageBoiler and HRSG pressure conversion chartSadashiw PatilNo ratings yet
- Pressure Conversion PDFDocument1 pagePressure Conversion PDFSadashiw Patil100% (1)
- Plate Mill ToleranceDocument4 pagesPlate Mill ToleranceSadashiw Patil0% (1)
- Flange Joints Avoiding Installation Pitfalls 2014Document11 pagesFlange Joints Avoiding Installation Pitfalls 2014Urtzi LegorburuNo ratings yet
- Guide to flange facing: types of damage, finishes, gaskets and machine typesDocument1 pageGuide to flange facing: types of damage, finishes, gaskets and machine typesjksankar100% (1)
- Terms & Defination PDFDocument37 pagesTerms & Defination PDFSadashiw PatilNo ratings yet
- MAWPDocument1 pageMAWPSadashiw PatilNo ratings yet
- Company ProfileDocument9 pagesCompany ProfileSadashiw PatilNo ratings yet
- 1Document1 page1Sadashiw PatilNo ratings yet
- Welding Terms & DefinationDocument37 pagesWelding Terms & DefinationSadashiw PatilNo ratings yet
- RUST GRADES On Steel SurfacesDocument10 pagesRUST GRADES On Steel SurfacesSadashiw PatilNo ratings yet
- Metric UnitsDocument47 pagesMetric UnitsSadashiw PatilNo ratings yet
- CBB Prospectus 2018Document23 pagesCBB Prospectus 2018Sadashiw PatilNo ratings yet
- Travel Camera Comparison TableDocument1 pageTravel Camera Comparison TableSadashiw Patil0% (1)
- Abaco Moody PDFDocument1 pageAbaco Moody PDFAxo Pijo CopónNo ratings yet
- Sample Paper For ChemistryDocument23 pagesSample Paper For ChemistryAmit joshiNo ratings yet
- Ganoderma laccase optimizationDocument9 pagesGanoderma laccase optimizationRajeshKumarNo ratings yet
- Stereoisomers Part 1Document14 pagesStereoisomers Part 1Mabelle DucusinNo ratings yet
- Chemical Injection SkidDocument6 pagesChemical Injection SkidRaheel SultanNo ratings yet
- 1967-Gupta-Outgassing From Epoxy Resins and Methods For Its ReductionDocument3 pages1967-Gupta-Outgassing From Epoxy Resins and Methods For Its ReductionroxanaNo ratings yet
- Product Data Booklet Fibertec Ultimate HDD Coating SystemDocument8 pagesProduct Data Booklet Fibertec Ultimate HDD Coating Systemmkash028No ratings yet
- UTP ABRADISC 6000 Offers Cost-Efficient Wear ProtectionDocument4 pagesUTP ABRADISC 6000 Offers Cost-Efficient Wear ProtectionpakhansNo ratings yet
- ANTHE 2021 (Engineering) Sample PaperDocument17 pagesANTHE 2021 (Engineering) Sample PaperDida CowernNo ratings yet
- Factors Affecting Rate of EvaporationDocument22 pagesFactors Affecting Rate of EvaporationShimnu MoneNo ratings yet
- 2074 1 2015 AMD2 Reff2020Document16 pages2074 1 2015 AMD2 Reff2020ocsspectroNo ratings yet
- Ion Exchange PDFDocument18 pagesIon Exchange PDFSarah LimaNo ratings yet
- Saline and Alkaline Soils-039Document11 pagesSaline and Alkaline Soils-039Satisha Nanjundaiah100% (1)
- Welds CracksDocument8 pagesWelds Cracksaltaf94No ratings yet
- Safety Data Sheet For ProductDocument5 pagesSafety Data Sheet For ProductAndrey HristovNo ratings yet
- Chemical and Petrochemical Statistics at A Glance - 2018Document232 pagesChemical and Petrochemical Statistics at A Glance - 2018Nayan GhoshNo ratings yet
- Modern Chemical Process SimulationDocument21 pagesModern Chemical Process SimulationWahab MaqboolNo ratings yet
- Science - Form 4 - Chapter 5Document12 pagesScience - Form 4 - Chapter 5Marcia PattersonNo ratings yet
- Ferritic and Martensitic Casting Materials SpecificationsDocument2 pagesFerritic and Martensitic Casting Materials SpecificationsSinan YıldızNo ratings yet
- Manufacturing and Metal Working Process ClassificationDocument5 pagesManufacturing and Metal Working Process ClassificationPeeka Prabhakara RaoNo ratings yet
- Agilent Pharma Column PDFDocument2 pagesAgilent Pharma Column PDFAstiJayatriIINo ratings yet
- Green Inhibitors For Steel Corrosion in Acidic Environment - State of ArtDocument21 pagesGreen Inhibitors For Steel Corrosion in Acidic Environment - State of Artanisa sutifanyNo ratings yet