You might also like
- Model Report For ExpertsDocument12 pagesModel Report For Expertspeter_davies_7100% (1)
- Thinking Like An EngineerDocument1,183 pagesThinking Like An EngineerDantes0% (1)
- Alternative Process Flow For Underground Mining OpDocument14 pagesAlternative Process Flow For Underground Mining OpEduardo MenaNo ratings yet
- Determinationofshovel Truckproductivitiesinopen Pitmines 2014Document6 pagesDeterminationofshovel Truckproductivitiesinopen Pitmines 2014sai krishnaNo ratings yet
- High Angle Conveyor Offers Mine Haulage SavingsDocument27 pagesHigh Angle Conveyor Offers Mine Haulage SavingsJDNo ratings yet
- Models For Mining Equipment SelectionDocument7 pagesModels For Mining Equipment SelectionMuwafaq2002100% (2)
- Selection of Mining EquipmentDocument8 pagesSelection of Mining Equipmentडॉ.रबिन्द्रकुमारसिन्हा100% (1)
- Brochure Mining Services PDFDocument12 pagesBrochure Mining Services PDFRicardo Cerda Guzmán100% (1)
- Excavator SelectionDocument10 pagesExcavator SelectionMario HezkeeaNo ratings yet
- Idle Time Analysis of Mining Equipment Using Pareto Principle - A Case StudyDocument5 pagesIdle Time Analysis of Mining Equipment Using Pareto Principle - A Case StudyIAEME PublicationNo ratings yet
- Jurnal UndergroundDocument6 pagesJurnal UndergroundMia AngeliaNo ratings yet
- Real-Time Mining - Project - OverviewDocument47 pagesReal-Time Mining - Project - OverviewMário de FreitasNo ratings yet
- Short Term Gain For Long Term PainDocument10 pagesShort Term Gain For Long Term PainPutro Asta Nagara100% (1)
- CH 3 - Preparation For ExcavationDocument15 pagesCH 3 - Preparation For ExcavationShubham GuptaNo ratings yet
- Aggregate PlanningDocument29 pagesAggregate PlanningkushalNo ratings yet
- Renewables and Gas Power Can Rapidly Change The Trajectory On Climate ChangeDocument20 pagesRenewables and Gas Power Can Rapidly Change The Trajectory On Climate ChangeDaniel MilosevskiNo ratings yet
- Cat Mining Trucks Brochure - AEXQ0509Document28 pagesCat Mining Trucks Brochure - AEXQ0509lord2008100% (1)
- Mining Industry: Himanshi Syal 130423357Document27 pagesMining Industry: Himanshi Syal 130423357PriyankaThakurNo ratings yet
- Longwall MethodsDocument36 pagesLongwall MethodsWindi HilmanNo ratings yet
- B.Tech Course Book-12 Mining New With Co PDFDocument40 pagesB.Tech Course Book-12 Mining New With Co PDFMaloth Pramod NayakNo ratings yet
- Thesisz DiddensDocument116 pagesThesisz DiddensGuillot KamusaluNo ratings yet
- Optimization of The Fleet Per Shovel Productivity in Surface MinesDocument16 pagesOptimization of The Fleet Per Shovel Productivity in Surface MinesGouravNo ratings yet
- Design of Offshore Structures - 10 - 01 - 2008Document8 pagesDesign of Offshore Structures - 10 - 01 - 2008Said Haggag100% (1)
- Benchmark Drill and Blast and Mechanical ExcavatioDocument24 pagesBenchmark Drill and Blast and Mechanical ExcavatioEduardo Mena100% (1)
- Hammerstone Haul Roads WebDocument4 pagesHammerstone Haul Roads WebAnonymous FvXjyF4cT4No ratings yet
- In Pit Crushing & ConveyingDocument19 pagesIn Pit Crushing & ConveyingBadar Hayat100% (1)
- Course Structure and Syllabus: For 2-Year M. Tech. Programme in Mining EngineeringDocument33 pagesCourse Structure and Syllabus: For 2-Year M. Tech. Programme in Mining Engineeringabhishek urmaliyaNo ratings yet
- Issue110 Evolution MiningTrucksDocument4 pagesIssue110 Evolution MiningTrucksluisparedesNo ratings yet
- Reliance Case StudyDocument38 pagesReliance Case Studyhihimanshu70100% (2)
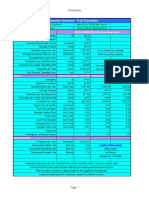
- Production Summary - Full SimulationDocument20 pagesProduction Summary - Full SimulationJorli Reyes SanchezNo ratings yet
- TambangDocument40 pagesTambangReza Oke100% (1)
- 13-Fiscal Terms - DMODocument5 pages13-Fiscal Terms - DMOfauzan kartiyasa100% (1)
- BMH in Mining WebDocument10 pagesBMH in Mining WebJavier Auccatoma Beramendi100% (1)
- Open Pit Mining: Mine Planning & Design: Focus On Surface Mining Technology: Lecture 2Document34 pagesOpen Pit Mining: Mine Planning & Design: Focus On Surface Mining Technology: Lecture 2TinozivasheNo ratings yet
- Stockpile Coal Handling - Sec 23Document10 pagesStockpile Coal Handling - Sec 23Muksin SalehNo ratings yet
- Mining EquipmentDocument6 pagesMining EquipmentAbhishek Sahu67% (3)
- Manual EngDocument103 pagesManual EngGoran KlemčićNo ratings yet
- Holtec Consultancy - Limestone Mining Cost ReductionDocument6 pagesHoltec Consultancy - Limestone Mining Cost ReductionTvs SarmaNo ratings yet
- Mining EquipDocument2 pagesMining Equipgaurav_mahajan1402No ratings yet
- Flygt Jetmixers Mixing PDFDocument8 pagesFlygt Jetmixers Mixing PDFJaison JoseNo ratings yet
- Power Generation Fpd-1-Ea4Document20 pagesPower Generation Fpd-1-Ea4carburo100% (1)
- GEL 517 - Mining Geology - Lecture Note For 2020 - 2021Document74 pagesGEL 517 - Mining Geology - Lecture Note For 2020 - 2021kayNo ratings yet
- Capacity Utilization of Mining MachineryDocument19 pagesCapacity Utilization of Mining MachinerykhaninNo ratings yet
- NTN Mining Guide Book PDFDocument47 pagesNTN Mining Guide Book PDFTaller RoggioNo ratings yet
- FPD 21 e PDFDocument8 pagesFPD 21 e PDFrasheedillikkal100% (1)
- PET 314 - Drilling Engrg IDocument88 pagesPET 314 - Drilling Engrg Iifiok100% (1)
- Determination of DrillingDocument8 pagesDetermination of DrillingDanna DeaNo ratings yet
- Prediction of Fuel Consumption of MiningDocument8 pagesPrediction of Fuel Consumption of MiningRonaldNo ratings yet
- Highwall MiningDocument10 pagesHighwall MininghendrawanNo ratings yet
- Tyres For Transport Machines TKPH (TMPH) MethodDocument1 pageTyres For Transport Machines TKPH (TMPH) MethodThiago Lisboa GuimarãesNo ratings yet
- Mine Maintenance - The Cost of OperationDocument11 pagesMine Maintenance - The Cost of OperationJon CarbonNo ratings yet
- BP em CyanideDocument157 pagesBP em Cyanidebalu56100% (1)
- RCP Corporate BrochureDocument16 pagesRCP Corporate BrochureBiswadeep Ghosh100% (1)
- Modelling of In-Pit Crusher Conveyor AlternativesDocument8 pagesModelling of In-Pit Crusher Conveyor AlternativesJosue GonzalezNo ratings yet
- Moore 2012 PDocument7 pagesMoore 2012 PSACHIDHANANDHAM ANo ratings yet
- Department of Mining Engineering: Indian Institute of Technology (Indian School of Mines) DhanbadDocument25 pagesDepartment of Mining Engineering: Indian Institute of Technology (Indian School of Mines) DhanbadAditya HimanshuNo ratings yet
- Surface Mining Equipment CatalogueDocument20 pagesSurface Mining Equipment CatalogueRudy Quiroz Llerena100% (1)
- CCT EnglishDocument116 pagesCCT EnglishANZWAYNENo ratings yet
- Large Surface MinersDocument6 pagesLarge Surface MinersNaveen Tiwari100% (1)
- Mine Planning & Design BitsDocument10 pagesMine Planning & Design BitsdileepNo ratings yet
- Models For Mining Equipment SelectionDocument7 pagesModels For Mining Equipment SelectionMaría Alejandra Vera BurauNo ratings yet
- Equipment Selection For Surface MiningDocument25 pagesEquipment Selection For Surface MiningYSAGIANNo ratings yet
- Lion Air Eticket Itinerary / Receipt: Putra/Ari Akhdan Ruska MRDocument3 pagesLion Air Eticket Itinerary / Receipt: Putra/Ari Akhdan Ruska MRT.m. Aulia FatahNo ratings yet
- Pencemaran Air Dan Tanah Di Kawasan Pertambangan Batubara Di PT Berau Coal Kalimantan TimurDocument10 pagesPencemaran Air Dan Tanah Di Kawasan Pertambangan Batubara Di PT Berau Coal Kalimantan TimurTessaSuciningtyasNo ratings yet
- Size Dependence of The Drying Characteristics of Single LigniteDocument15 pagesSize Dependence of The Drying Characteristics of Single LigniteT.m. Aulia FatahNo ratings yet
- Buffett 10-002 NzelibeDocument42 pagesBuffett 10-002 NzelibeT.m. Aulia FatahNo ratings yet
- ReferenceDocument4 pagesReferenceT.m. Aulia FatahNo ratings yet
- The Coupon Information Corporation (CIC®) Executive Director Bud Miller, CPP, Commended by The Federal Bureau of InvestigationDocument2 pagesThe Coupon Information Corporation (CIC®) Executive Director Bud Miller, CPP, Commended by The Federal Bureau of InvestigationPR.comNo ratings yet
- Engineering Design ProcessDocument6 pagesEngineering Design ProcessJUAN4201No ratings yet
- HR CourseDocument5 pagesHR CourseMONICA GISELLE PEÑA MARQUINANo ratings yet
- The Power of Team Negotiations:: How To Make Them Work Stephen KozickiDocument24 pagesThe Power of Team Negotiations:: How To Make Them Work Stephen KozickiMarius LakoNo ratings yet
- A Case Study of The Bloggers Association of Kenya BAKE Versus Hon. Attorney General Three OthersDocument4 pagesA Case Study of The Bloggers Association of Kenya BAKE Versus Hon. Attorney General Three OthersNavubya Shakila0% (1)
- Uni-Stuttgart Imagebroschure EN DS WebDocument17 pagesUni-Stuttgart Imagebroschure EN DS Web利胜No ratings yet
- Accountancy PDF 201617 3Document60 pagesAccountancy PDF 201617 3Crunchie_96No ratings yet
- Group DynamicsDocument3 pagesGroup DynamicsSriramNo ratings yet
- Best Cover Letter Examples For Executive AssistantDocument6 pagesBest Cover Letter Examples For Executive Assistantafiwiafoc100% (1)
- 2017 PG ProspectusDocument96 pages2017 PG ProspectusifaNo ratings yet
- Dissertation Writing Help in IndiaDocument8 pagesDissertation Writing Help in IndiaWhoCanWriteMyPaperSingapore100% (1)
- Modern History Dissertation IdeasDocument6 pagesModern History Dissertation IdeasPaySomeoneToWritePaperManchester100% (1)
- Al and Machine LerningsDocument21 pagesAl and Machine Lerningskrushna vaidyaNo ratings yet
- Chapter 9 - Social NetworksDocument8 pagesChapter 9 - Social NetworksJUN GERONANo ratings yet
- Revised Kerala PWD ManualDocument517 pagesRevised Kerala PWD ManualViswalal07407150% (2)
- Mind Mapping OutlineDocument45 pagesMind Mapping Outlinefluxus101No ratings yet
- United States v. Athanasios Theodoropoulos, A/K/A "Tommy". Appeal of Athanasios Theodoropoulos. United States of America v. George Karivalis, A/K/A "Papou". Appeal of George Karivalis. United States of America v. Jimmy Peetros, United States of America v. John Bourzikos, United States of America v. Constantinos Tsokas, A/K/A "Gus". Appeal of Constantinos Tsokas. United States of America v. Nestor Barrera, United States of America v. Dimitrios Argiris, A/K/A "Angelo". Appeal of Dimitrios Argiris. United States of America v. Haralambos Trelopoulos, A/K/A "Charlie". Appeal of Haralambos Trelopoulos, 866 F.2d 587, 3rd Cir. (1989)Document19 pagesUnited States v. Athanasios Theodoropoulos, A/K/A "Tommy". Appeal of Athanasios Theodoropoulos. United States of America v. George Karivalis, A/K/A "Papou". Appeal of George Karivalis. United States of America v. Jimmy Peetros, United States of America v. John Bourzikos, United States of America v. Constantinos Tsokas, A/K/A "Gus". Appeal of Constantinos Tsokas. United States of America v. Nestor Barrera, United States of America v. Dimitrios Argiris, A/K/A "Angelo". Appeal of Dimitrios Argiris. United States of America v. Haralambos Trelopoulos, A/K/A "Charlie". Appeal of Haralambos Trelopoulos, 866 F.2d 587, 3rd Cir. (1989)Scribd Government DocsNo ratings yet
- Gopu M G - SAP ConsultantDocument9 pagesGopu M G - SAP ConsultantgopumgNo ratings yet
- EDU3083i Short NotesDocument21 pagesEDU3083i Short NotesOmy100% (1)
- 5 - Toward A Science of Exceptional AchievementDocument19 pages5 - Toward A Science of Exceptional AchievementJUAN SEBASTIAN GARCIA SANTANANo ratings yet
- Risk Assessment Worksheet and Management PlanDocument12 pagesRisk Assessment Worksheet and Management PlanpearlramarNo ratings yet
- Learning Difficulties in Chemistry An Overview PDFDocument19 pagesLearning Difficulties in Chemistry An Overview PDFJordon AlvaradoNo ratings yet
- Corporate Philanthropy - Taking The High Ground by Michael E. Porter PDFDocument16 pagesCorporate Philanthropy - Taking The High Ground by Michael E. Porter PDFariffaridaNo ratings yet
- Sothland SJASS Vol.16 No.1Document137 pagesSothland SJASS Vol.16 No.1Samuel OlorunfemiNo ratings yet
- Teachers HandbookDocument16 pagesTeachers HandbookRoberto PiresNo ratings yet
- Thesis Proposal Sample Computer ScienceDocument7 pagesThesis Proposal Sample Computer Scienceheduurief100% (2)
- ComputerEngineeringCurricula2016 PDFDocument142 pagesComputerEngineeringCurricula2016 PDFDiego Ivan Oliveros AcostaNo ratings yet
- The Cambridge Life Competencies Framework: Introductory GuideDocument20 pagesThe Cambridge Life Competencies Framework: Introductory GuidetarcisiosudNo ratings yet