You might also like
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflameNo ratings yet
- Plastic Material SelectionDocument62 pagesPlastic Material SelectiondarshanmrNo ratings yet
- Plastic Processing ResourcesDocument9 pagesPlastic Processing ResourcesRatul MohsinNo ratings yet
- Tony Whelan, John Goff (Auth.) - Injection Molding of Thermoplastic Materials - 2-Springer US (1990)Document190 pagesTony Whelan, John Goff (Auth.) - Injection Molding of Thermoplastic Materials - 2-Springer US (1990)aykutartacNo ratings yet
- Injection Molding Design GuidelinesDocument28 pagesInjection Molding Design GuidelinesVinay Kumar KumarNo ratings yet
- InTech-Modelling and Simulation For Micro Injection Molding ProcessDocument16 pagesInTech-Modelling and Simulation For Micro Injection Molding ProcessPankaj SattawatNo ratings yet
- Friction and Wear of Polymer CompositesFrom EverandFriction and Wear of Polymer CompositesRating: 5 out of 5 stars5/5 (2)
- TPU Drying GuideDocument16 pagesTPU Drying GuideBang QuachNo ratings yet
- Product Design For Manual AssemblyDocument95 pagesProduct Design For Manual AssemblySengottaiyan MalaisamyNo ratings yet
- A Practical Guide to the Selection of High-Temperature Engineering ThermoplasticsFrom EverandA Practical Guide to the Selection of High-Temperature Engineering ThermoplasticsNo ratings yet
- Ejector PinsDocument21 pagesEjector PinssyazwanmahadzirNo ratings yet
- John Goff - Moulding MasterclassDocument100 pagesJohn Goff - Moulding MasterclassStarchyLittleOleMe100% (3)
- Injection Moulding Defects GuideDocument10 pagesInjection Moulding Defects GuideAmith S KaratkarNo ratings yet
- Micro Molding Vacuum Venting BenefitsDocument21 pagesMicro Molding Vacuum Venting BenefitsvenkithankamNo ratings yet
- PC Makrolon 2405 - 2407 - 2456-DatasheetDocument4 pagesPC Makrolon 2405 - 2407 - 2456-DatasheetNhox Xu0% (1)
- Plastic Material Selection GuideDocument7 pagesPlastic Material Selection Guide1000kyNo ratings yet
- Fit Tolerance For Plastic PartsDocument16 pagesFit Tolerance For Plastic PartsA_JANNESNo ratings yet
- Books10 ExtrusionDocument5 pagesBooks10 ExtrusionThais G Quinones0% (2)
- Mold Flow AnalysisDocument30 pagesMold Flow AnalysisArun PrasadNo ratings yet
- Loctite - 2011 - Design Guide For Bonding PlasticsDocument100 pagesLoctite - 2011 - Design Guide For Bonding PlasticsPieter van der MeerNo ratings yet
- Moldflow PDFDocument80 pagesMoldflow PDFsandokan_85100% (1)
- Injection Mould PDFDocument256 pagesInjection Mould PDFEdo KarmawiNo ratings yet
- Design Guide DSM GuideDocument0 pagesDesign Guide DSM GuideDavid García SalvatierraNo ratings yet
- Polyamide Selection-NylonDocument24 pagesPolyamide Selection-NylonShivaranjani KuruparanNo ratings yet
- Possible Simulation Techniques in Metal FormingDocument23 pagesPossible Simulation Techniques in Metal FormingrikiNo ratings yet
- Use of Electrostatics For In-Mold Label ApplicationsDocument9 pagesUse of Electrostatics For In-Mold Label ApplicationspolifenNo ratings yet
- NPI WebDocument50 pagesNPI WebfutpemataNo ratings yet
- Moldflow PresentationDocument50 pagesMoldflow PresentationpatrickNX9420No ratings yet
- Donald v. Rosato - Plastics E.nd Use ApplicationsDocument127 pagesDonald v. Rosato - Plastics E.nd Use ApplicationsAndreaNo ratings yet
- Econology Design Guides For PlasticsDocument46 pagesEconology Design Guides For PlasticsAw Keng Shing100% (7)
- Alsheet: Hot-Dip Aluminum-Coated Steel SheetsDocument12 pagesAlsheet: Hot-Dip Aluminum-Coated Steel SheetshadiNo ratings yet
- Cold Runner eDocument7 pagesCold Runner eKodhansNo ratings yet
- Injection Molding GuideDocument8 pagesInjection Molding Guide14192200No ratings yet
- MoldFlow Simulation Optimizes Injection MoldingDocument47 pagesMoldFlow Simulation Optimizes Injection MoldingpraveenmanturNo ratings yet
- Routsis Injection Molding ReferenceDocument94 pagesRoutsis Injection Molding Referencexxxpression100% (1)
- Chapter 2 Material Selection ProcessDocument38 pagesChapter 2 Material Selection ProcessYousab CreatorNo ratings yet
- Pricing The Plastic MoldDocument4 pagesPricing The Plastic MoldSteven ChengNo ratings yet
- Selecting Elements for Nearly Incompressible MaterialsDocument5 pagesSelecting Elements for Nearly Incompressible Materialsdis4sitesNo ratings yet
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxDocument8 pages7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenNo ratings yet
- Basics of Polymers Fabrication and Processing TechnologyDocument108 pagesBasics of Polymers Fabrication and Processing TechnologyneftNo ratings yet
- Molding Machine & MoldingDocument24 pagesMolding Machine & MoldingJyoti KaleNo ratings yet
- Injection Molded Part Problems & Solutions With: SkillbuilderDocument2 pagesInjection Molded Part Problems & Solutions With: SkillbuilderradzNo ratings yet
- Thermoplastic Elastomeric (Tpe) Materials and PDFDocument16 pagesThermoplastic Elastomeric (Tpe) Materials and PDFcesamavNo ratings yet
- Thermoplay Brochure 2006-53559Document34 pagesThermoplay Brochure 2006-53559ingenieria y desarrolloNo ratings yet
- Plastics in Medical Devices - 11Document5 pagesPlastics in Medical Devices - 11Emilio HipolaNo ratings yet
- 45 1014 01Document31 pages45 1014 01Adam C. VeresNo ratings yet
- Design of Family Mould Tool For Plastic BoxDocument4 pagesDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNo ratings yet
- Molding CavityDocument7 pagesMolding CavitySudarno BaraNo ratings yet
- Microinjection Molding of Thermoplastic Polymers: A ReviewDocument14 pagesMicroinjection Molding of Thermoplastic Polymers: A ReviewMario Allesina JuniorNo ratings yet
- Rubber Property-Vulcanization Using Oscillating Disk Cure MeterDocument12 pagesRubber Property-Vulcanization Using Oscillating Disk Cure MeterShaker Qaidi100% (1)
- Optimization of Plastics Injection Molding Process using RSMDocument11 pagesOptimization of Plastics Injection Molding Process using RSMfaishal hafizhNo ratings yet
- Thermoplastic Elastomers GuideDocument24 pagesThermoplastic Elastomers GuideMiraNo ratings yet
- Injection Molding - Process & Mold Design GuideDocument32 pagesInjection Molding - Process & Mold Design GuideStarchyLittleOleMeNo ratings yet
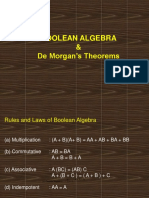
- Boolean Algebra & de Morgan's TheoremsDocument16 pagesBoolean Algebra & de Morgan's Theoremsizham911No ratings yet
- New organic superconductor (BEDO-TTF)2ReO4(H20Document5 pagesNew organic superconductor (BEDO-TTF)2ReO4(H20izham911No ratings yet
- Boolean IdentitiesDocument1 pageBoolean Identitiesizham911No ratings yet
- SZ ZM1Document1 pageSZ ZM1izham911No ratings yet
- Proton Edar SDN BHD: Abs With Ebd Auto Door Lock Tilt SteeringDocument1 pageProton Edar SDN BHD: Abs With Ebd Auto Door Lock Tilt Steeringizham911No ratings yet
- Celstran Injection Molding PDFDocument28 pagesCelstran Injection Molding PDFizham911No ratings yet
- Laser Plastic Welding 2018 /19 Innovative and FlexibleDocument24 pagesLaser Plastic Welding 2018 /19 Innovative and FlexibleDinoNo ratings yet
- Welding PlasticsDocument5 pagesWelding Plasticsjujuroyale100% (1)
- AGH Catalogue Hydraulic Hose Fittings Adapters EN Low Res 2019Document380 pagesAGH Catalogue Hydraulic Hose Fittings Adapters EN Low Res 2019DavidNo ratings yet
- Chandu PRJDocument67 pagesChandu PRJAnonymous 22GBLsme1No ratings yet
- Lovely Professional University, Punjab Course PlannerDocument15 pagesLovely Professional University, Punjab Course PlannerSandeep KakranNo ratings yet
- B62 0300 (Rev. F 2009.07) EN - THERMOPLASTIC, THERMOSETTING MATERIALS THERMOPLASTIC ELASTOMERS AND RUBBERS - CLASSIFICATION AND SPECIFICATIONDocument27 pagesB62 0300 (Rev. F 2009.07) EN - THERMOPLASTIC, THERMOSETTING MATERIALS THERMOPLASTIC ELASTOMERS AND RUBBERS - CLASSIFICATION AND SPECIFICATIONDiego Camargo0% (1)
- Strain Rate Effect On PolycarbonateDocument6 pagesStrain Rate Effect On PolycarbonatePravinAutadeNo ratings yet
- RTP Design GuideDocument9 pagesRTP Design GuideprasathbalaNo ratings yet
- Finite Element Analysis Project ReportDocument22 pagesFinite Element Analysis Project ReportsaurabhNo ratings yet
- Us5591802 PDFDocument7 pagesUs5591802 PDFAl Saraaf MohammedNo ratings yet
- Astm F412-2009Document16 pagesAstm F412-2009WalterNo ratings yet
- Daftar Isi DVS PDFDocument11 pagesDaftar Isi DVS PDFReza HaryohatmodjoNo ratings yet
- Other Types of Injection MoldingDocument22 pagesOther Types of Injection MoldingKodhansNo ratings yet
- Advanced 3D Printing Materials: A Short Review of Polymers and Their CompositesDocument9 pagesAdvanced 3D Printing Materials: A Short Review of Polymers and Their CompositesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Scania P, G, R and S Series Workshop Manual - Dismantling Information PDFDocument106 pagesScania P, G, R and S Series Workshop Manual - Dismantling Information PDFLuciana Silveira100% (3)
- Biopolymers in Textile IndustryDocument6 pagesBiopolymers in Textile IndustryAsim Kumar Roy ChoudhuryNo ratings yet
- Attah Samuel Otse 2Document62 pagesAttah Samuel Otse 2Godwin NkwoNo ratings yet
- Advertise with MatWeb! Data sheets for over 130,000 materialsDocument1 pageAdvertise with MatWeb! Data sheets for over 130,000 materialsPriyadarshini Krishnaswamy0% (1)
- D 5205 - 96 R03 - Rduymdu - PDFDocument7 pagesD 5205 - 96 R03 - Rduymdu - PDFMaeon LaboratoriesNo ratings yet
- Struktur Kimia Dan Morfologi Polimer PDFDocument51 pagesStruktur Kimia Dan Morfologi Polimer PDFpar yantiNo ratings yet
- BME 307 Biomaterials Science I Bells University Technology: Course Unit: 2Document49 pagesBME 307 Biomaterials Science I Bells University Technology: Course Unit: 2Amarachi Alero UbaNo ratings yet
- Corrosion-Resistant Plastic Composites in Chemical Plant Design (Mallinson, John H) PDFDocument589 pagesCorrosion-Resistant Plastic Composites in Chemical Plant Design (Mallinson, John H) PDFGautam100% (1)
- Sealing Solutions For The Machine Tool Industry - Customized Machined Seals and Engineered Plastic PartsDocument22 pagesSealing Solutions For The Machine Tool Industry - Customized Machined Seals and Engineered Plastic PartsJurun_BidanshiNo ratings yet
- Thermosets & ThermoplasticsDocument7 pagesThermosets & ThermoplasticsManjunath Keshav D MNo ratings yet
- PVC Marketing PlanDocument37 pagesPVC Marketing Planneelimir80% (10)
- ASTM F412 12 Terminology PDFDocument18 pagesASTM F412 12 Terminology PDFBinodh DanielNo ratings yet
- YKK Plastic Hardware Catalog PDFDocument83 pagesYKK Plastic Hardware Catalog PDFndrondjongNo ratings yet
- 6.3 PV (-Nitrile Rubber Blends 6.3 Chemistry PVC Resistance Number BeenDocument4 pages6.3 PV (-Nitrile Rubber Blends 6.3 Chemistry PVC Resistance Number BeenAmeya SavnalNo ratings yet
- Binders For Industrial SpreadsDocument17 pagesBinders For Industrial SpreadsnatashayukafastianaNo ratings yet
- (Suresh G. Advani, E. Murat Sozer) Process ModelinDocument439 pages(Suresh G. Advani, E. Murat Sozer) Process ModelinLuisa Pérez LunaNo ratings yet
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet