You might also like
- Carbon Black: Professor Joe Greene Csu, ChicoDocument13 pagesCarbon Black: Professor Joe Greene Csu, Chicoviluk100% (1)
- How Does Temperature Affect A Rubber Band's Elasticity?: 2005 Project SummaryDocument1 pageHow Does Temperature Affect A Rubber Band's Elasticity?: 2005 Project SummaryrochelleNo ratings yet
- En 1.0.0 BT Aerolock Rotary ValveDocument46 pagesEn 1.0.0 BT Aerolock Rotary ValveJose Marino Perez LazoNo ratings yet
- 8 - XCC Hammers UKDocument2 pages8 - XCC Hammers UKSampreeth TekkadNo ratings yet
- Tyre Flap (Butyl) Specification350 - 83 - SEP - 2016Document5 pagesTyre Flap (Butyl) Specification350 - 83 - SEP - 2016Purchase and Stores Officer Contract Cell-IINo ratings yet
- 30 38 Engl PDFDocument18 pages30 38 Engl PDFJavad AmnianNo ratings yet
- Requisition: FOR Hot Kiln Alignment & Girth Gear InspectionDocument5 pagesRequisition: FOR Hot Kiln Alignment & Girth Gear InspectionAhmad Husni RizalNo ratings yet
- Refractory LiningDocument3 pagesRefractory LiningzhanghuiNo ratings yet
- Rubber Industries (Handouts)Document18 pagesRubber Industries (Handouts)daabgchi100% (1)
- Installation of Rail Line Lubricator in EOT Crane For Rail & Wheels Wear ProtectionDocument5 pagesInstallation of Rail Line Lubricator in EOT Crane For Rail & Wheels Wear ProtectionijsretNo ratings yet
- RBC FGDocument18 pagesRBC FGdragon_ecuNo ratings yet
- Hydrogenated Nitrile Butadiene Rubber (HNBR) : Properties and ApplicationsDocument4 pagesHydrogenated Nitrile Butadiene Rubber (HNBR) : Properties and ApplicationsAjit SamalNo ratings yet
- A Study On Tribological & Statistical Investigation of PTFE, Tin Bronze and White MetalDocument9 pagesA Study On Tribological & Statistical Investigation of PTFE, Tin Bronze and White MetalIJRASETPublicationsNo ratings yet
- What Is Slagging and Fouling in Boilers - Thermodyne Engineering Systems PDFDocument3 pagesWhat Is Slagging and Fouling in Boilers - Thermodyne Engineering Systems PDFkumarNo ratings yet
- High Ductility Aluminum Alloy Made From Powder by Friction ExtrusionDocument6 pagesHigh Ductility Aluminum Alloy Made From Powder by Friction ExtrusionRaistlin1No ratings yet
- Molding Training PresentationDocument30 pagesMolding Training PresentationVinesh RJNo ratings yet
- 7 - Chapter2 MMCDocument38 pages7 - Chapter2 MMCshrivdNo ratings yet
- Ladrillos ManualDocument27 pagesLadrillos ManuallafecapoNo ratings yet
- 85% High Alumina Refractory Brick Specs: Brand Properties DL-87WDocument2 pages85% High Alumina Refractory Brick Specs: Brand Properties DL-87WHasan Ash100% (1)
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- 1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDocument56 pages1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDilnesa EjiguNo ratings yet
- MS 06 16 PDFDocument4 pagesMS 06 16 PDFPrateek RajNo ratings yet
- Rotary Feeders: PrecisionDocument8 pagesRotary Feeders: PrecisionrheriNo ratings yet
- Ceramic Ball BearingDocument8 pagesCeramic Ball BearingSachin Kadwadkar100% (1)
- E - 7403-9000 - Table of ContentsDocument4 pagesE - 7403-9000 - Table of Contentsraobabar21No ratings yet
- Engineering Materials: For Further VolumesDocument168 pagesEngineering Materials: For Further VolumesKhalid AbdohNo ratings yet
- SGL Carbon - Graphite HeDocument28 pagesSGL Carbon - Graphite HevenkateaNo ratings yet
- About The Company: JK OrganizationDocument19 pagesAbout The Company: JK OrganizationKranthi ReddyNo ratings yet
- Hot Dip Galvanizing of Sheet Metal-SpangleDocument6 pagesHot Dip Galvanizing of Sheet Metal-SpangleAgustine SetiawanNo ratings yet
- Carbide Roll MaterialDocument10 pagesCarbide Roll MaterialziadNo ratings yet
- Comments - MSEL 25072017 Rod Mill RequirementDocument14 pagesComments - MSEL 25072017 Rod Mill RequirementHarshGuptaNo ratings yet
- Size ReductionDocument51 pagesSize ReductionRx Ram JadhavNo ratings yet
- A Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesDocument5 pagesA Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesPrashantha NandavarNo ratings yet
- Chromate Free CoatingsDocument16 pagesChromate Free CoatingsbaanaadiNo ratings yet
- Plastic Gears: Size WiseDocument4 pagesPlastic Gears: Size Wise28192175100% (1)
- Raw Material and Development For Tyre From IndiaDocument6 pagesRaw Material and Development For Tyre From IndiaJatin KapadiyaNo ratings yet
- Tungsten Carbide Rolls enDocument12 pagesTungsten Carbide Rolls endesetek100% (1)
- Melamine ProductionDocument49 pagesMelamine ProductionImtiaz HussainNo ratings yet
- Maintenance of Water Cooling System in Finishing Mill of WRMDocument52 pagesMaintenance of Water Cooling System in Finishing Mill of WRMRoshan Joe MathewNo ratings yet
- Costs of EqpmentsDocument7 pagesCosts of EqpmentsNishithNo ratings yet
- Tech Paper Ringfeder Locking Assemblies RFN 7012 en 08 2019Document3 pagesTech Paper Ringfeder Locking Assemblies RFN 7012 en 08 2019Andres Byke SepulvedaNo ratings yet
- Conveyor BeltDocument2 pagesConveyor BeltSholhan AzizNo ratings yet
- Jiangxi Kelley Chemical Packing Co., LTDDocument7 pagesJiangxi Kelley Chemical Packing Co., LTDdummy9158No ratings yet
- Ultramid - Polyamide (PA) PDFDocument64 pagesUltramid - Polyamide (PA) PDFkfarav100% (1)
- Hot Metal Ladle & Launder Car Modification StudyDocument8 pagesHot Metal Ladle & Launder Car Modification StudyNanda Kumar100% (1)
- Copper and Copper AlloysDocument3 pagesCopper and Copper Alloyskevin herryNo ratings yet
- Launder Channel RevBDocument5 pagesLaunder Channel RevBAriadnaNo ratings yet
- Dow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFDocument50 pagesDow Corning - Fabricating With XIAMETER® High Consistency Silicone Rubber PDFLin NiuNo ratings yet
- Restrict Corrosion Failures at The Roots To Enhance Relaibility and Reduce O&M Costs PDFDocument45 pagesRestrict Corrosion Failures at The Roots To Enhance Relaibility and Reduce O&M Costs PDFMaymole BobenNo ratings yet
- Danes HM A Nesh 2003Document6 pagesDanes HM A Nesh 2003Rina OktapianiNo ratings yet
- Wet Gas MeterDocument4 pagesWet Gas MeterFareez JamaliNo ratings yet
- Ha SpongeDocument45 pagesHa SpongeSantoso NugrohoNo ratings yet
- Rheology and Processing 2016Document65 pagesRheology and Processing 2016Shailendra PatelNo ratings yet
- Expandable MandrelsDocument3 pagesExpandable Mandrelsali-masoodNo ratings yet
- Design, Construction and Testing of A Fluidised BDocument111 pagesDesign, Construction and Testing of A Fluidised BYash DumaswalaNo ratings yet
- Great Benefits of Using Bhs Econtors Single Diaphragm CouplingsDocument6 pagesGreat Benefits of Using Bhs Econtors Single Diaphragm CouplingslubricacionNo ratings yet
- Membrane Cell TechnologyDocument13 pagesMembrane Cell Technologyup4allNo ratings yet
- CB Continental CatalogueDocument69 pagesCB Continental CatalogueAina LikuntatiNo ratings yet
- Torlon Processing and PostprocessingDocument26 pagesTorlon Processing and Postprocessingfrox123No ratings yet
- Awst 11 35Document7 pagesAwst 11 35Herd ImanNo ratings yet
- Hydraulic Rock Drill HL 710S: Application DescriptionDocument2 pagesHydraulic Rock Drill HL 710S: Application DescriptionHerd Iman100% (2)
- Future Trends To Pursuit Welding Competence: P. Kah, J. MartikainenDocument8 pagesFuture Trends To Pursuit Welding Competence: P. Kah, J. MartikainenHerd ImanNo ratings yet
- Awst 11 31Document4 pagesAwst 11 31Herd ImanNo ratings yet
- Awst 11 43Document4 pagesAwst 11 43Herd ImanNo ratings yet
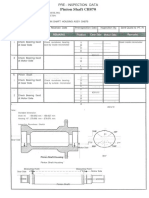
- Pinion Shaft CH870: Pre - Inspection DataDocument1 pagePinion Shaft CH870: Pre - Inspection DataHerd ImanNo ratings yet
- Chain HoistDocument1 pageChain HoistHerd ImanNo ratings yet
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- Awst 11 115Document5 pagesAwst 11 115Herd ImanNo ratings yet
- Awst 11 112Document9 pagesAwst 11 112Herd ImanNo ratings yet
- Improvement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureDocument6 pagesImprovement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureHerd ImanNo ratings yet
- 1044 Plant Inspection Career Poster April 2014Document1 page1044 Plant Inspection Career Poster April 2014Herd ImanNo ratings yet
- Awst 11 94Document5 pagesAwst 11 94Herd ImanNo ratings yet
- Awst 11 Il 02Document8 pagesAwst 11 Il 02Herd ImanNo ratings yet
- PT BackupDocument7 pagesPT BackupHerd ImanNo ratings yet
- VERTEX 5T Overhead Crane For Product BagDocument1 pageVERTEX 5T Overhead Crane For Product BagHerd ImanNo ratings yet
- VERTEX 5T Hoist For Converter #3 RelineDocument1 pageVERTEX 5T Hoist For Converter #3 RelineHerd ImanNo ratings yet
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- Visa Application Form 2012Document2 pagesVisa Application Form 2012Honey OliverosNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentHerd ImanNo ratings yet
- Ultra Sonic Examination Report PT - Imemba ContractorDocument1 pageUltra Sonic Examination Report PT - Imemba ContractorHerd ImanNo ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- Repotr VickDocument1 pageRepotr VickHerd ImanNo ratings yet
- Application HerdimanDocument1 pageApplication HerdimanHerd ImanNo ratings yet
- Twin Heat Module InstructionsDocument1 pageTwin Heat Module InstructionsHerd ImanNo ratings yet
- Loi Arcmart UkraineDocument4 pagesLoi Arcmart UkraineHerd ImanNo ratings yet
- Contoh Resume TerbaikDocument3 pagesContoh Resume Terbaikimelya83% (18)
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- 68-Position Heavy Duty Hybrid Connector: Application SpecificationDocument12 pages68-Position Heavy Duty Hybrid Connector: Application Specificationramsi17No ratings yet
- JPI Installation ManualDocument52 pagesJPI Installation Manualianmcnultywork83No ratings yet
- Welding in Armco PDFDocument62 pagesWelding in Armco PDFAnand RaoNo ratings yet
- Service Manual 38cvur13!16!42cvur13 16Document104 pagesService Manual 38cvur13!16!42cvur13 16Leo De ocampoNo ratings yet
- Design of Joints: Equation Chapter 1 Section 1Document131 pagesDesign of Joints: Equation Chapter 1 Section 1kartikijag100% (1)
- Plasma CuttingDocument229 pagesPlasma CuttingTilak MoundekarNo ratings yet
- WI Contoh JawapanDocument5 pagesWI Contoh JawapanMuhammad ZariqNo ratings yet
- OEM Fabricated Parts BrochureDocument12 pagesOEM Fabricated Parts BrochureAugustine File StudyNo ratings yet
- DPP 02 Chemical Bonding JH Sir-4165Document28 pagesDPP 02 Chemical Bonding JH Sir-4165Prabhakar BandaruNo ratings yet
- Ch27 Sample PreparationDocument74 pagesCh27 Sample PreparationkevsayeghNo ratings yet
- WeldingDocument43 pagesWeldingPravin VisputeNo ratings yet
- Repair of Hermetic Refrigeration Systems: Refrigeration and Air ConditioningDocument28 pagesRepair of Hermetic Refrigeration Systems: Refrigeration and Air Conditioningbogdan208No ratings yet
- Storage and Handling of Welding ConsumablesDocument20 pagesStorage and Handling of Welding ConsumablesSimon Cooper100% (1)
- Solder Hand Solder Training PDFDocument52 pagesSolder Hand Solder Training PDFftafedeNo ratings yet
- Glazes: Materials, Recipes and Techniques: A Ceramics Monthly HandbookDocument16 pagesGlazes: Materials, Recipes and Techniques: A Ceramics Monthly HandbookMaria Auxiliadora RodriguezNo ratings yet
- 313 E Book2 PDFDocument453 pages313 E Book2 PDFdanhemNo ratings yet
- TDS ATLANTIC CHT81Ni1Document1 pageTDS ATLANTIC CHT81Ni1Andi Baso Temalala STNo ratings yet
- Jedec Standard: Els ServiçosDocument38 pagesJedec Standard: Els ServiçosEverton LuizNo ratings yet
- Welding Sciences and Technology - Ibrahim KhanDocument289 pagesWelding Sciences and Technology - Ibrahim Khanpioneerinvincible92% (12)
- Resoldado de EMS Codigo T74 T75Document4 pagesResoldado de EMS Codigo T74 T75Diego VillagómezNo ratings yet
- Atmospheric Corrosion: G O LloydDocument8 pagesAtmospheric Corrosion: G O LloydKaliya PerumalNo ratings yet
- Method Statement Refrigerant Copper PipingDocument9 pagesMethod Statement Refrigerant Copper PipingWasim AhmedNo ratings yet
- Tamura Solder Paste GP 216 HF 17Document5 pagesTamura Solder Paste GP 216 HF 17luthfiNo ratings yet
- Tle Reviewer:: Development of Electronics TechnologyDocument8 pagesTle Reviewer:: Development of Electronics TechnologykdjasldkajNo ratings yet
- Aoyue 968 ManualDocument8 pagesAoyue 968 ManualAugustin BarriosNo ratings yet
- A4.4M Standard Procedures For Determination of Moisture Content of Welding Fluxes and Welding Electrode Flux CoveringsDocument33 pagesA4.4M Standard Procedures For Determination of Moisture Content of Welding Fluxes and Welding Electrode Flux Coveringsmario alvaradoNo ratings yet
- Agilent Technologies - High and Ultra-High Vacuum For Science Research PDFDocument136 pagesAgilent Technologies - High and Ultra-High Vacuum For Science Research PDFPedro LisboaNo ratings yet
- Use of Fluxes in Ductile Iron DISDocument80 pagesUse of Fluxes in Ductile Iron DISdemiancito06No ratings yet
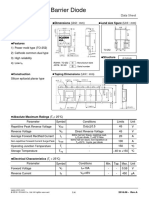
- Schottky Barrier Diode: RBQ20BM45ADocument8 pagesSchottky Barrier Diode: RBQ20BM45ADavid Alberto Lotero AlvarezNo ratings yet