You might also like
- Awst 11 31Document4 pagesAwst 11 31Herd ImanNo ratings yet
- Hydraulic Rock Drill HL 710S: Application DescriptionDocument2 pagesHydraulic Rock Drill HL 710S: Application DescriptionHerd Iman100% (2)
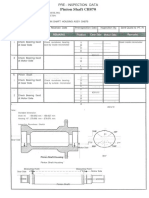
- Pinion Shaft CH870: Pre - Inspection DataDocument1 pagePinion Shaft CH870: Pre - Inspection DataHerd ImanNo ratings yet
- Awst 11 43Document4 pagesAwst 11 43Herd ImanNo ratings yet
- Awst 11 35Document7 pagesAwst 11 35Herd ImanNo ratings yet
- Future Trends To Pursuit Welding Competence: P. Kah, J. MartikainenDocument8 pagesFuture Trends To Pursuit Welding Competence: P. Kah, J. MartikainenHerd ImanNo ratings yet
- Awst 11 115Document5 pagesAwst 11 115Herd ImanNo ratings yet
- VERTEX 5T Hoist For Converter #3 RelineDocument1 pageVERTEX 5T Hoist For Converter #3 RelineHerd ImanNo ratings yet
- PT BackupDocument7 pagesPT BackupHerd ImanNo ratings yet
- Awst 11 94Document5 pagesAwst 11 94Herd ImanNo ratings yet
- Improvement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureDocument6 pagesImprovement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureHerd ImanNo ratings yet
- Awst 11 Il 02Document8 pagesAwst 11 Il 02Herd ImanNo ratings yet
- Awst 11 07Document8 pagesAwst 11 07Herd ImanNo ratings yet
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- Chain HoistDocument1 pageChain HoistHerd ImanNo ratings yet
- Application HerdimanDocument1 pageApplication HerdimanHerd ImanNo ratings yet
- VERTEX 5T Overhead Crane For Product BagDocument1 pageVERTEX 5T Overhead Crane For Product BagHerd ImanNo ratings yet
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentHerd ImanNo ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- Repotr VickDocument1 pageRepotr VickHerd ImanNo ratings yet
- Visa Application Form 2012Document2 pagesVisa Application Form 2012Honey OliverosNo ratings yet
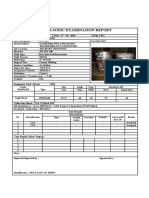
- Ultra Sonic Examination Report PT - Imemba ContractorDocument1 pageUltra Sonic Examination Report PT - Imemba ContractorHerd ImanNo ratings yet
- Contoh Resume TerbaikDocument3 pagesContoh Resume Terbaikimelya83% (18)
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- 1044 Plant Inspection Career Poster April 2014Document1 page1044 Plant Inspection Career Poster April 2014Herd ImanNo ratings yet
- Twin Heat Module InstructionsDocument1 pageTwin Heat Module InstructionsHerd ImanNo ratings yet
- Loi Arcmart UkraineDocument4 pagesLoi Arcmart UkraineHerd ImanNo ratings yet
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- HVD-10 50MP ApDocument4 pagesHVD-10 50MP Apdinhhai1613No ratings yet
- Bahagian B Sains Upsr 2013Document55 pagesBahagian B Sains Upsr 2013Atsani KatminNo ratings yet
- Water Overflow Rage and Bubble Surface Area Flux in FlotationDocument105 pagesWater Overflow Rage and Bubble Surface Area Flux in FlotationRolando QuispeNo ratings yet
- R121 E96Document12 pagesR121 E96Giuseppe Gori100% (3)
- FZG enDocument12 pagesFZG enrbulnes2350No ratings yet
- Riemannian Curvature: 1 Parallel Transport Around A Small Closed LoopDocument7 pagesRiemannian Curvature: 1 Parallel Transport Around A Small Closed LoopdheerajkmishraNo ratings yet
- 11) Modulus of Subgrade ReactionDocument3 pages11) Modulus of Subgrade ReactionSubinDesarNo ratings yet
- Geometric Sequences & SeriesDocument6 pagesGeometric Sequences & SerieswolfretonmathsNo ratings yet
- Flow Forming of Thin-Walled Precision ShellsDocument16 pagesFlow Forming of Thin-Walled Precision Shellsehtisham khanNo ratings yet
- NewsView 10th Issue May-2009Document16 pagesNewsView 10th Issue May-2009Gifari MohamedNo ratings yet
- Mil STD 202g Method 301Document3 pagesMil STD 202g Method 301ytumayNo ratings yet
- 303D Business MathematicsDocument30 pages303D Business MathematicsJohn CherianNo ratings yet
- 2.3 Analysing Series and Parallel CircuitsDocument16 pages2.3 Analysing Series and Parallel CircuitssfwongNo ratings yet
- Designers' Guide To Eurocode 2: Design of Concrete StructuresDocument242 pagesDesigners' Guide To Eurocode 2: Design of Concrete StructuresEmina LjubijankicNo ratings yet
- Pile Foundation Analysis and Design: Geotechnical Engineering Design IiiDocument24 pagesPile Foundation Analysis and Design: Geotechnical Engineering Design IiiFaridNo ratings yet
- Motion in 1 - D.Document20 pagesMotion in 1 - D.Ipshita PathakNo ratings yet
- Irjet V4i4259 PDFDocument4 pagesIrjet V4i4259 PDFArunRajNo ratings yet
- Physics Book Very ExDocument1,772 pagesPhysics Book Very Exapi-19875617No ratings yet
- GATE 2014 Civil Engineering Keys & Solution (Evening Session)Document36 pagesGATE 2014 Civil Engineering Keys & Solution (Evening Session)Lokesh Kumar100% (1)
- GE Apr 2011 Revisions To BS8006 For Reinforced Soil What Do These Mean For The Industry Corbet Jenner HorganDocument5 pagesGE Apr 2011 Revisions To BS8006 For Reinforced Soil What Do These Mean For The Industry Corbet Jenner HorganAnonymous wD7ndVs3D7No ratings yet
- Six Leg Kinematic Moving MachineDocument12 pagesSix Leg Kinematic Moving MachineShubham Bonde100% (1)
- Lab InstructionsDocument26 pagesLab InstructionsDileepNo ratings yet
- Finite Volume MethodDocument2 pagesFinite Volume MethodRhea MambaNo ratings yet
- Actuador Mod 3200Document19 pagesActuador Mod 3200Anonymous YmXY1bcNo ratings yet
- Physics Lab ReportDocument3 pagesPhysics Lab Reportapi-263389150No ratings yet
- Schrodinger EquationsDocument3 pagesSchrodinger EquationsNatheesh TpNo ratings yet
- Tutorial PymolDocument16 pagesTutorial PymolfahraniNo ratings yet
- Virtual Work and Power BalanceDocument5 pagesVirtual Work and Power BalanceAlessio ScarabelliNo ratings yet
- UCC28070 Interleaving Continuous Conduction Mode PFC ControllerDocument49 pagesUCC28070 Interleaving Continuous Conduction Mode PFC ControllerÖzgür YılmazNo ratings yet
- M.Prakash Academy Entrance Test Paper (2012 To 2016) For STD: XiDocument36 pagesM.Prakash Academy Entrance Test Paper (2012 To 2016) For STD: XighumantuNo ratings yet