You might also like
- Ford Tractor Conversions: The Story of County, DOE, Chaseside, Northrop, Muir-Hill, Matbro & BrayFrom EverandFord Tractor Conversions: The Story of County, DOE, Chaseside, Northrop, Muir-Hill, Matbro & BrayNo ratings yet
- 2019Document20 pages2019Sherbert OngNo ratings yet
- AutoVentil Catalogue 2018 2019Document632 pagesAutoVentil Catalogue 2018 2019Bratislav GrujicicNo ratings yet
- TYM-T233 T273 Engine List (S3L2-S3L)Document46 pagesTYM-T233 T273 Engine List (S3L2-S3L)Fernando Silva100% (1)
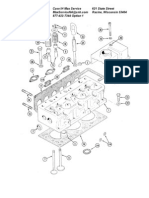
- KEA Kubota-CylinderHeadKit Jan-2020 WEB NPDocument1 pageKEA Kubota-CylinderHeadKit Jan-2020 WEB NPWai MinNo ratings yet
- Massey Ferguson MF 35X TRACTORS Service Parts Catalogue Manual (Part Number 819045)Document20 pagesMassey Ferguson MF 35X TRACTORS Service Parts Catalogue Manual (Part Number 819045)bvk2980022No ratings yet
- Yangdong Yd 385Document40 pagesYangdong Yd 385Serhan AysanNo ratings yet
- Komatsu Pc20 R 8Document6 pagesKomatsu Pc20 R 8Lilik TrisnayantiNo ratings yet
- TP 5607Document88 pagesTP 5607BrianHaze100% (2)
- Vtrack - ENGINESDocument64 pagesVtrack - ENGINESanderson cesconettoNo ratings yet
- Kubota Industrial Engines Overhaul Kit-67018 - Kubota - 2019 - Overhaul - Dealer - A2 - LRDocument3 pagesKubota Industrial Engines Overhaul Kit-67018 - Kubota - 2019 - Overhaul - Dealer - A2 - LRWai Min100% (1)
- @ Unit2012Document912 pages@ Unit2012Jessie Bechayda0% (1)
- Acme A349 Service ManualDocument34 pagesAcme A349 Service ManualCristian DavidNo ratings yet
- CAT 3408 Engine Specifications and Manuals: Skip To Main ContentDocument9 pagesCAT 3408 Engine Specifications and Manuals: Skip To Main ContentBolong SamanggiTMNo ratings yet
- Fordson Major PartsDocument2 pagesFordson Major Partssbj1946No ratings yet
- Massey Ferguson 5445 TRACTOR ( - T190042 - T190045) Service Parts Catalogue Manual (Part Number 1637468)Document17 pagesMassey Ferguson 5445 TRACTOR ( - T190042 - T190045) Service Parts Catalogue Manual (Part Number 1637468)bvk2980022No ratings yet
- Seal BrochureDocument29 pagesSeal BrochureAziz AbdullahNo ratings yet
- Catalog SanzDocument55 pagesCatalog SanzGotlem BordNo ratings yet
- 2012 Duetz TractorsDocument47 pages2012 Duetz TractorsAgus Yulfizar100% (1)
- B&S Engine Parts ListDocument16 pagesB&S Engine Parts ListplumbinNo ratings yet
- Accupart Cummins Holset SingleDocument36 pagesAccupart Cummins Holset Singlegestada02350% (2)
- KubotaDocument2 pagesKubotamoisesNo ratings yet
- 4TNV98 Nsa2Document27 pages4TNV98 Nsa2Yellow FalconNo ratings yet
- Catalogo PDFDocument4 pagesCatalogo PDFRicardo Rarcia EscorizaNo ratings yet
- Cummins 4BT - 6BT Engine Parts Catalogue - Diesel Engine, Diesel Engine Parts, Generator Set ExporterDocument2 pagesCummins 4BT - 6BT Engine Parts Catalogue - Diesel Engine, Diesel Engine Parts, Generator Set ExporterBUI VAN CUONGNo ratings yet
- Case Cx50b Mini Crawler Excavator PartsDocument29 pagesCase Cx50b Mini Crawler Excavator PartsWilson CardozoNo ratings yet
- Yan L70N Parts List PDFDocument17 pagesYan L70N Parts List PDFSilver Silver100% (1)
- Spc s4s 403 0 s4s Dt 中国sslDocument20 pagesSpc s4s 403 0 s4s Dt 中国sslnksiavashNo ratings yet
- Service Bulletin: ProductionDocument2 pagesService Bulletin: ProductionWahyu AsmaraNo ratings yet
- Massey Ferguson MF 185 TRACTOR (GB) Service Parts Catalogue Manual (Part Number 819615)Document14 pagesMassey Ferguson MF 185 TRACTOR (GB) Service Parts Catalogue Manual (Part Number 819615)hujiao6607280No ratings yet
- Arco Glow PlugDocument34 pagesArco Glow Plugoleg79620% (1)
- Cummins Part Catalog - 6BTA5.9-G5Document84 pagesCummins Part Catalog - 6BTA5.9-G5fazrin sulaiman100% (1)
- AG150 250 Part 3Document6 pagesAG150 250 Part 3aritmeticsNo ratings yet
- Catalogo Weltake 07-05-2020Document73 pagesCatalogo Weltake 07-05-2020Luis RinascenteNo ratings yet
- R065E2Document7 pagesR065E2Mk MakyNo ratings yet
- Cylinder Liner: Item Code Item Description Engine Name Model Name Bore Dia Oem No O.E. NumberDocument49 pagesCylinder Liner: Item Code Item Description Engine Name Model Name Bore Dia Oem No O.E. NumberDuvacy0% (1)
- D1302B Part Scatalog For KH60Document38 pagesD1302B Part Scatalog For KH60Галина КарташоваNo ratings yet
- Caterpillar Cat 216B2 Skid Steer Loader (Prefix RLL) Service Repair Manual (RLL06800 and Up)Document28 pagesCaterpillar Cat 216B2 Skid Steer Loader (Prefix RLL) Service Repair Manual (RLL06800 and Up)rpoy9396615No ratings yet
- 04 Se Za 940 1111 PDFDocument175 pages04 Se Za 940 1111 PDFАндрей СилаевNo ratings yet
- Alternator ReferenceDocument57 pagesAlternator ReferenceghazipowerNo ratings yet
- Mitsubishi-Satoh History Rev 3.21Document14 pagesMitsubishi-Satoh History Rev 3.21Donner PartySupplies100% (1)
- 'Westerbeke: Parts ListDocument106 pages'Westerbeke: Parts ListasdrubalaraujoNo ratings yet
- lp750 NDDocument44 pageslp750 NDdiabalziabNo ratings yet
- Katalog 1Document103 pagesKatalog 1INo ratings yet
- 497TC TBL315VDocument48 pages497TC TBL315VKamaldeep SinghNo ratings yet
- ABC CatalogueDocument28 pagesABC CatalogueSns Equipamiento100% (1)
- 2-24 Cylinder Head, Cover and Valves, Tmd-20 Diesel EngineDocument4 pages2-24 Cylinder Head, Cover and Valves, Tmd-20 Diesel EnginePaull SalasNo ratings yet
- McCormick X60 Series (2011-2014) - RP67 - X60.40 Tractor Service Repair Manual PDFDocument26 pagesMcCormick X60 Series (2011-2014) - RP67 - X60.40 Tractor Service Repair Manual PDFfjkkekmdmNo ratings yet
- Fuel Supply Pump Inner Parts PDFDocument2 pagesFuel Supply Pump Inner Parts PDFMilorad ZelenovicNo ratings yet
- Manual Stacker: SDJ500 SDJ1000 SDJ1500 Sdja-IDocument1 pageManual Stacker: SDJ500 SDJ1000 SDJ1500 Sdja-IJuantonio GómezNo ratings yet
- Engine and Accessory: Section 5Document236 pagesEngine and Accessory: Section 5សុខ ប៊ុនណារ៉ង់No ratings yet
- Fuel Consumption by EngineDocument2 pagesFuel Consumption by EngineRie ReiNo ratings yet
- MEK Marine MAN Engine Spare PartsDocument6 pagesMEK Marine MAN Engine Spare PartsMEK MarineNo ratings yet
- Part Original Doosan Cuci GudangDocument18 pagesPart Original Doosan Cuci GudangIrul UmamNo ratings yet
- Rectificadora de BancadasDocument8 pagesRectificadora de BancadasJuan Pablo Ramirez GiraldoNo ratings yet
- Berco AB 651Document8 pagesBerco AB 651CTN2010No ratings yet
- pm4200 Milling Machine: Variable Bed Lengths and Milling Head Options Offer Enhanced VersatilityDocument8 pagespm4200 Milling Machine: Variable Bed Lengths and Milling Head Options Offer Enhanced VersatilityAntonius NataNo ratings yet
- CLIMAX BB8100 Line Boring MachineDocument8 pagesCLIMAX BB8100 Line Boring MachinePetrus CostaNo ratings yet
- CQ6280 For BJ-32120 Manual TornoDocument81 pagesCQ6280 For BJ-32120 Manual TornoJuan Daniel Frias Sosa100% (1)
- Cummins Injector Sleeve Kit: Isx Signature 600 SeriesDocument6 pagesCummins Injector Sleeve Kit: Isx Signature 600 SeriesJoseDavidSanchezYepesNo ratings yet
- Ac650 Mandrinadora Vertical P Cilindros y Bloques PDFDocument8 pagesAc650 Mandrinadora Vertical P Cilindros y Bloques PDFJoseDavidSanchezYepesNo ratings yet
- Catalogo Pronto Novo PDFDocument16 pagesCatalogo Pronto Novo PDFJoseDavidSanchezYepesNo ratings yet
- Ac650 Mandrinadora Vertical P Cilindros y Bloques PDFDocument8 pagesAc650 Mandrinadora Vertical P Cilindros y Bloques PDFJoseDavidSanchezYepesNo ratings yet
- 451-3540-03 Isx Dohc Casting Cut InstructionsDocument12 pages451-3540-03 Isx Dohc Casting Cut InstructionsJoseDavidSanchezYepesNo ratings yet
- Rectificadora de BancadasDocument8 pagesRectificadora de BancadasJuan Pablo Ramirez GiraldoNo ratings yet
- Especifcaciones NISSAN TERRANO TD27Document2 pagesEspecifcaciones NISSAN TERRANO TD27rob2rto83% (6)
- Isx15-Qsx15 Sohc Manual 160816Document8 pagesIsx15-Qsx15 Sohc Manual 160816JoseDavidSanchezYepes75% (4)
- Especifcaciones NISSAN TERRANO TD27Document2 pagesEspecifcaciones NISSAN TERRANO TD27rob2rto83% (6)
- Qualcast PDFDocument618 pagesQualcast PDFJoseDavidSanchezYepesNo ratings yet
- 451-3540-02 ISX DOHC InstructionsDocument8 pages451-3540-02 ISX DOHC InstructionsJoseDavidSanchezYepesNo ratings yet
- 450 6152 30 Cummins M 11 InstructionsDocument4 pages450 6152 30 Cummins M 11 InstructionsJoseDavidSanchezYepes100% (1)
- Service Manual Common Rail System Isuzu 4HK1 6HK1Document48 pagesService Manual Common Rail System Isuzu 4HK1 6HK1vagpoul95% (148)
- CSTR in SeriesDocument3 pagesCSTR in SeriesDhananjay KadamNo ratings yet
- Rules, Scripts and BeanshellDocument7 pagesRules, Scripts and BeanshelltgudyktzxNo ratings yet
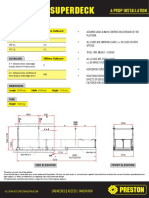
- SuperDeck All ModelsDocument12 pagesSuperDeck All Modelsarthur chungNo ratings yet
- ECON4150 - Introductory Econometrics Lecture 2: Review of StatisticsDocument41 pagesECON4150 - Introductory Econometrics Lecture 2: Review of StatisticsSaul DuranNo ratings yet
- CFR 2011 Title49 Vol3 SubtitleBDocument626 pagesCFR 2011 Title49 Vol3 SubtitleBmgmqroNo ratings yet
- Shaw, Milton C. Metal Cutting PrinciplesDocument759 pagesShaw, Milton C. Metal Cutting PrinciplesJuan Sebastian Quinche Velandia75% (4)
- Automotive Solutions: Setting The Pace For InnovationDocument36 pagesAutomotive Solutions: Setting The Pace For InnovationAda TopanNo ratings yet
- 1 Logic GatesDocument4 pages1 Logic GatesdassonyNo ratings yet
- DeskView Client 6 45 enDocument166 pagesDeskView Client 6 45 enRazvan22081997No ratings yet
- Angle DesignDocument245 pagesAngle DesignGian CarloNo ratings yet
- Subjects Revised Curriculum BS ELECTRICAL ENGINEERINGDocument18 pagesSubjects Revised Curriculum BS ELECTRICAL ENGINEERINGData StatsNo ratings yet
- Money ComponentsDocument10 pagesMoney ComponentsArifa AkterNo ratings yet
- Panasonic MINAS A5Document478 pagesPanasonic MINAS A5Vaikuntam Ramamurthy100% (1)
- CA Abb V-ContactDocument92 pagesCA Abb V-ContactWiliam CopacatiNo ratings yet
- HKV-8 Valve Catalog SPLRDocument128 pagesHKV-8 Valve Catalog SPLRCabrera RodriguezNo ratings yet
- Upstream Process Engineering Course: 5. Produced WaterDocument27 pagesUpstream Process Engineering Course: 5. Produced WaterMohamed SelimNo ratings yet
- Market Manipulation Rules and IPO Underpricing: Huu - Duong@monash - EduDocument54 pagesMarket Manipulation Rules and IPO Underpricing: Huu - Duong@monash - EduTI Logic ?? sobayedNo ratings yet
- CTX 310 Communication With Fast Ethernet Board V2 (Fanuc)Document34 pagesCTX 310 Communication With Fast Ethernet Board V2 (Fanuc)iveNo ratings yet
- 2210 w18 Ms 12Document12 pages2210 w18 Ms 12Fiyazul HaqueNo ratings yet
- BGP Tutorial SimplifiedDocument41 pagesBGP Tutorial SimplifiedAashish ChaudhariNo ratings yet
- VSF2 ND EdDocument345 pagesVSF2 ND EdRyanNo ratings yet
- From-To Chart ExampleDocument22 pagesFrom-To Chart Exampleajeng.saraswatiNo ratings yet
- 435W 450W Astrotwins: Enjoy The Energy of The UniverseDocument2 pages435W 450W Astrotwins: Enjoy The Energy of The UniverseMiro MiroNo ratings yet
- Cooling Unit SpecDocument4 pagesCooling Unit Specmirali74No ratings yet
- ManageEngine Application Manager Best PracticesDocument12 pagesManageEngine Application Manager Best PracticesNghiêm Sỹ Tâm PhươngNo ratings yet
- Applications of Heat PipeDocument17 pagesApplications of Heat PipeManikantaNaupadaNo ratings yet
- Electrical Submersible Pump HandbookDocument67 pagesElectrical Submersible Pump HandbookAnonymous Xy309m9Sm9No ratings yet
- Change ManDocument17 pagesChange Mansrikanth9gannuNo ratings yet
- A User's Guide To Winsteps PDFDocument667 pagesA User's Guide To Winsteps PDFjepwilNo ratings yet
- Cell Biology: Science Explorer - Cells and HeredityDocument242 pagesCell Biology: Science Explorer - Cells and HeredityZeinab ElkholyNo ratings yet