You might also like
- AMS2473 Chemical Film Treatment For Aluminum Alloys General Purpose Coating Rev. HDocument6 pagesAMS2473 Chemical Film Treatment For Aluminum Alloys General Purpose Coating Rev. HRubén Eduardo Galindo CarmonaNo ratings yet
- Loop Check Procedure PDFDocument8 pagesLoop Check Procedure PDFImran Nawaz Mehthal75% (4)
- Dont Let Me Down - The Chainsmokers For PianoDocument5 pagesDont Let Me Down - The Chainsmokers For PianoOmar AnguloNo ratings yet
- Commissioning 2Document227 pagesCommissioning 2afm100% (1)
- Repuestos Camflex IIDocument43 pagesRepuestos Camflex IIOmar AnguloNo ratings yet
- 5-ITP Control SystemDocument14 pages5-ITP Control Systemeraswasta67% (3)
- Construction Instrument Tubing Pressure & Leak Test ProcedureDocument9 pagesConstruction Instrument Tubing Pressure & Leak Test Procedurezack zeeartNo ratings yet
- ASTM F104 Gasket MaterialsDocument12 pagesASTM F104 Gasket MaterialsDieguitoOmarMoralesNo ratings yet
- FACTORY TEST EQUIPMENTDocument1 pageFACTORY TEST EQUIPMENTBalakrishnan S NadarNo ratings yet
- Factory Acceptance Testing Ensures Equipment Meets SpecsDocument8 pagesFactory Acceptance Testing Ensures Equipment Meets Specspsn_kylm100% (2)
- FAT ProcedureDocument6 pagesFAT Procedurebmanojkumar16100% (2)
- Factory Acceptance Test ProtocolDocument28 pagesFactory Acceptance Test ProtocolShabbir Hussain Palitanawala100% (6)
- Acceptance Testing & Documentation To Support Validation-PresentationDocument34 pagesAcceptance Testing & Documentation To Support Validation-PresentationpoketupiNo ratings yet
- Quality Assurance in Instrumentation: DocumentationDocument2 pagesQuality Assurance in Instrumentation: DocumentationdimbillNo ratings yet
- Pipeline Inspection ManualDocument74 pagesPipeline Inspection ManualPrabhakar Kattula100% (3)
- FAT Procedure-FGI Kakinada Rev-1Document13 pagesFAT Procedure-FGI Kakinada Rev-1vsrikala68No ratings yet
- STFFD-P1-004003-P05-0001 Rev C FAT Procedure For Complete SkidDocument50 pagesSTFFD-P1-004003-P05-0001 Rev C FAT Procedure For Complete SkidTuyen Pham100% (2)
- Site Acceptance Test ProcedureDocument55 pagesSite Acceptance Test ProcedureveeakumarNo ratings yet
- Site Acceptance Test (SAT)Document23 pagesSite Acceptance Test (SAT)Arfan Athafariz100% (2)
- FAT & SAT in Automation SystemDocument97 pagesFAT & SAT in Automation SystemSonal Power Unlimitd100% (1)
- Procurement PolicyDocument5 pagesProcurement PolicyarjunkaushikNo ratings yet
- Loop Check PresentationDocument39 pagesLoop Check Presentationsaqib javaid100% (5)
- Instrument Commissioning ChecklistDocument13 pagesInstrument Commissioning Checklistrajeshkumarab100% (10)
- Fat ProcedureDocument16 pagesFat ProcedureAngeloluigi MerelliNo ratings yet
- Mil STD 1678 4Document34 pagesMil STD 1678 4theportalportalNo ratings yet
- Site Acceptance Test PlanDocument12 pagesSite Acceptance Test PlanUmar Adamu83% (6)
- Bituminous Prime Coat MaterialsDocument4 pagesBituminous Prime Coat MaterialsDevrim Gürsel100% (2)
- Factory Acceptance Test ProceduresDocument14 pagesFactory Acceptance Test ProceduresPrashant Mohokar100% (1)
- FAT ChecklistDocument17 pagesFAT ChecklistNoe Jimenez100% (2)
- FAT Test Procedure NKT Flexible Hose PDFDocument10 pagesFAT Test Procedure NKT Flexible Hose PDFTomasPavlovicNo ratings yet
- The Difference Between A FAT and A SATDocument2 pagesThe Difference Between A FAT and A SATValerian PopescuNo ratings yet
- MMFX Steel Quality Assurance Manual 5th EditionDocument12 pagesMMFX Steel Quality Assurance Manual 5th Editionns koNo ratings yet
- What Is Commissioning?Document9 pagesWhat Is Commissioning?chinedu0% (1)
- The FAT Test ProcedureDocument1 pageThe FAT Test Procedurenisha_khanNo ratings yet
- FAT Procedure Rev.1Document9 pagesFAT Procedure Rev.1Rahul Deva100% (1)
- Learning Guid For Elecrical CommisioningDocument9 pagesLearning Guid For Elecrical CommisioningAbela DrrsNo ratings yet
- MQDP4 instrument loop checkDocument2 pagesMQDP4 instrument loop checkshanks263100% (1)
- 11 Steps of Automation ProjectDocument12 pages11 Steps of Automation ProjectKok MunNo ratings yet
- Visual and Technical Checking of I&C SystemsDocument13 pagesVisual and Technical Checking of I&C SystemszhangyiliNo ratings yet
- Abrasion-Resistant Cast Irons: Standard Specification ForDocument4 pagesAbrasion-Resistant Cast Irons: Standard Specification ForDeepakRajurkarNo ratings yet
- Electrical ITPDocument4 pagesElectrical ITPVictor Biacolo100% (1)
- ITP (Instrumentation)Document9 pagesITP (Instrumentation)Yaser A. Al-Bustanji100% (1)
- Advanced Oilfield Technology Company Work Procedure for Control ValvesDocument6 pagesAdvanced Oilfield Technology Company Work Procedure for Control ValvesJustin Joy0% (1)
- Factory Acceptance Test For RDDocument3 pagesFactory Acceptance Test For RDUmair Awan100% (1)
- Oakwell Engineering's 17-Page Chemical Injection Skid FAT ProcedureDocument18 pagesOakwell Engineering's 17-Page Chemical Injection Skid FAT ProcedurePham Thai Tuyen100% (1)
- Method Statement Loop CheckDocument4 pagesMethod Statement Loop CheckMohamed Rafih100% (1)
- Factory Acceptance Test PDFDocument2 pagesFactory Acceptance Test PDFStephanie0% (3)
- Loop Checking and Field Instrument Testing ProcedureDocument7 pagesLoop Checking and Field Instrument Testing Procedurecharzree0% (1)
- BeldenGenerale UKDocument98 pagesBeldenGenerale UKquito412No ratings yet
- Factory and site testing of electrical switchgearDocument2 pagesFactory and site testing of electrical switchgearAlla Naveen KumarNo ratings yet
- FATDocument36 pagesFATSanjay Kumar ChaubeyNo ratings yet
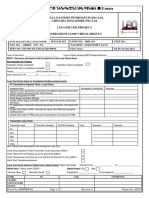
- Mechanical Completion Check Sheet Electrical: Lighting & Power CircuitDocument2 pagesMechanical Completion Check Sheet Electrical: Lighting & Power CircuitYadira Centanaro GutierrezNo ratings yet
- Factory Acceptance Test New Sample ReportDocument13 pagesFactory Acceptance Test New Sample ReportJafarov VuqarNo ratings yet
- SAT & FAT DifferencesDocument2 pagesSAT & FAT DifferencesAvinashtomer20No ratings yet
- Site Acceptance Test ProceduresDocument19 pagesSite Acceptance Test ProceduresMayank Porwal100% (2)
- VariStroke-I (VS-I) 26727 - GDocument135 pagesVariStroke-I (VS-I) 26727 - GOmar AnguloNo ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test ReportEswari AnandNo ratings yet
- FACTORY ACCEPTANCE TEST REPORT FOR 261 EX D 400 WATTDocument3 pagesFACTORY ACCEPTANCE TEST REPORT FOR 261 EX D 400 WATTLuqman BostNo ratings yet
- Loop Checking Procedure IdeasDocument2 pagesLoop Checking Procedure IdeasJonatas13No ratings yet
- QS HNDDocument127 pagesQS HNDpandula198950% (4)
- HV Switchgear Factory Test ReportDocument49 pagesHV Switchgear Factory Test Reportcaigithe852456100% (3)
- Factory Acceptance Test (FAT)Document9 pagesFactory Acceptance Test (FAT)Horas Canman SianiparNo ratings yet
- M.thiruselvam BE Electrical CP ExperienceDocument7 pagesM.thiruselvam BE Electrical CP ExperiencethiruNo ratings yet
- Factory and Site Acceptance Testing Dave Lawrence TCT ConsultancyDocument17 pagesFactory and Site Acceptance Testing Dave Lawrence TCT ConsultancySuguna DeviNo ratings yet
- Factory Acceptance Tests – A Winning CombinationDocument9 pagesFactory Acceptance Tests – A Winning Combinationmahesh5277No ratings yet
- Factory Acceptance Testing Guideline Process - NoRestrictionDocument16 pagesFactory Acceptance Testing Guideline Process - NoRestrictionhamed51060No ratings yet
- Completion Manager Job DesDocument2 pagesCompletion Manager Job DesjrladduNo ratings yet
- Site Acceptance Test ProcedureDocument40 pagesSite Acceptance Test Procedurematreng0% (1)
- Factory Acceptance Testing (FAT): Key StepsDocument4 pagesFactory Acceptance Testing (FAT): Key StepsKhaled KamalNo ratings yet
- Factory Acceptance Test Plan - LTE ENodeBDocument6 pagesFactory Acceptance Test Plan - LTE ENodeBLaura VillarrealNo ratings yet
- MSDS for Sodium Hypochlorite, 5% SolutionDocument19 pagesMSDS for Sodium Hypochlorite, 5% SolutionMuhammadPurnamaSugiriNo ratings yet
- Factory Test Procedure For AccessoriesDocument7 pagesFactory Test Procedure For Accessoriesrenjithas2005No ratings yet
- SCOPE OF WORK AND TECHNICAL SPECIFICATIONSDocument40 pagesSCOPE OF WORK AND TECHNICAL SPECIFICATIONSPerfectionistSushantNo ratings yet
- Operations ManualDocument19 pagesOperations ManuallogesniceNo ratings yet
- Saudi Aramco Test Report: 30.apr.13 Inst SATR-J-6501 Instrument Loop - Inputs - Transmitter Circuit TestDocument4 pagesSaudi Aramco Test Report: 30.apr.13 Inst SATR-J-6501 Instrument Loop - Inputs - Transmitter Circuit TestRashid Arshad100% (1)
- Factory Acceptance Test: Appendix HDocument6 pagesFactory Acceptance Test: Appendix HArif ShakeelNo ratings yet
- Essential Requirements of PPAPDocument4 pagesEssential Requirements of PPAPeditor_ijtelNo ratings yet
- Dont Let Me Down C MajorDocument6 pagesDont Let Me Down C MajorOmar AnguloNo ratings yet
- Dont Let Me Down - The Chainsmokers For Piano PDFDocument5 pagesDont Let Me Down - The Chainsmokers For Piano PDFOmar AnguloNo ratings yet
- SC/ST Multimode & Singlemode Connector IIDocument4 pagesSC/ST Multimode & Singlemode Connector IIOmar AnguloNo ratings yet
- ORI-148.8 Orion JupiterDocument16 pagesORI-148.8 Orion JupiterOmar AnguloNo ratings yet
- Nuflo Orifice PlatesDocument8 pagesNuflo Orifice Platesdp75No ratings yet
- Advantys PLC Mkted206061en-UsDocument108 pagesAdvantys PLC Mkted206061en-UsOmar AnguloNo ratings yet
- RCS Safety Manual V9535R2 Solenoid ValveDocument22 pagesRCS Safety Manual V9535R2 Solenoid ValveOmar AnguloNo ratings yet
- PV SamsonDocument8 pagesPV SamsonOmar AnguloNo ratings yet
- VariStroke-II Electro-Hydraulic Actuator 26740 - NEWDocument171 pagesVariStroke-II Electro-Hydraulic Actuator 26740 - NEWOmar AnguloNo ratings yet
- Inspection and Quality Assurance For Special Purpose FastenersDocument21 pagesInspection and Quality Assurance For Special Purpose FastenersJoel CieltoNo ratings yet
- MIEEIDocument408 pagesMIEEIsaw1511985No ratings yet
- Hempathane 55213Document3 pagesHempathane 55213Hung NGUYEN SYNo ratings yet
- ISA RP 12.6 1996 Wiring Pratices Hazarousous Location InstrumentationDocument94 pagesISA RP 12.6 1996 Wiring Pratices Hazarousous Location InstrumentationDiego GonzalezNo ratings yet
- D 2694 - 91 R96 Rdi2otqtotfsotyDocument1 pageD 2694 - 91 R96 Rdi2otqtotfsotymohammad1361No ratings yet
- Specification - Safety Instrumented SystemsDocument36 pagesSpecification - Safety Instrumented SystemsJaseelKanhirathinkalNo ratings yet
- Satellite M65-S9092 Series Detailed Product Specification: Operating System Input DevicesDocument4 pagesSatellite M65-S9092 Series Detailed Product Specification: Operating System Input Devicestitaneros6019No ratings yet
- GRINNELL US Mech 05-13 v1 FittingDocument128 pagesGRINNELL US Mech 05-13 v1 FittingWahyu AdiNo ratings yet
- Coating Specification No. 39Document6 pagesCoating Specification No. 39Gerson Suarez CastellonNo ratings yet
- 0.2S Class SpecificationDocument15 pages0.2S Class SpecificationAnil MarturiNo ratings yet
- Radilon S Hs 105 M NT: Product InformationDocument3 pagesRadilon S Hs 105 M NT: Product InformationOptimuz TsNo ratings yet
- Dash Course Calender Cswip GhanaDocument6 pagesDash Course Calender Cswip GhanadashNo ratings yet
- ASCE2000 VisualizationDocument8 pagesASCE2000 Visualizationapi-27145250No ratings yet
- Bamboo Processing Self-Assessment GuideDocument13 pagesBamboo Processing Self-Assessment GuideRoland Z. CawatilNo ratings yet
- Bidding for Jhakan Jhora Madhes Pakali Road ConstructionDocument108 pagesBidding for Jhakan Jhora Madhes Pakali Road Constructionnitish JhaNo ratings yet
- Performance and Potential Management Final - SCDLDocument858 pagesPerformance and Potential Management Final - SCDLsinduchari50% (2)
- Computer System Validation SOP 730 V2Document17 pagesComputer System Validation SOP 730 V2Use EreNo ratings yet
- Steel Forgings, Carbon and Alloy, For General Industrial UseDocument10 pagesSteel Forgings, Carbon and Alloy, For General Industrial UseRed RedNo ratings yet