You might also like
- Guia Maker de Impressao 3dDocument588 pagesGuia Maker de Impressao 3dAgostinho Braun100% (6)
- Manual de serviço para reparação de transmissão de lavadoraDocument66 pagesManual de serviço para reparação de transmissão de lavadoramarcojone1326100% (12)
- Apostila MoldesDocument67 pagesApostila MoldesRdonegatti80% (5)
- Orçamento elétrico planilhaDocument6 pagesOrçamento elétrico planilhaRoger ISiNo ratings yet
- Avaliação fatores chave implementação lean officeDocument16 pagesAvaliação fatores chave implementação lean officeAgostinho BraunNo ratings yet
- Checklist - MotoDocument1 pageChecklist - Mototayna0% (1)
- Teste Avaliação Físico-Química 9o AnoDocument5 pagesTeste Avaliação Físico-Química 9o AnoIsabel De Melo Carneiro100% (1)
- Síntese do sulfato de tetraminocópper (II) mono hidratadoDocument4 pagesSíntese do sulfato de tetraminocópper (II) mono hidratadoPauloVidalNo ratings yet
- Desenho Tecnico Por Que Usar Modelagem 3DDocument17 pagesDesenho Tecnico Por Que Usar Modelagem 3Dmullerguido5956No ratings yet
- Automata Ebook 2018 Funcionamento Injetora 1Document5 pagesAutomata Ebook 2018 Funcionamento Injetora 1Agostinho BraunNo ratings yet
- Estrat+®gia para NetworkDocument3 pagesEstrat+®gia para NetworkAgostinho BraunNo ratings yet
- Como Redigir ResumosDocument3 pagesComo Redigir ResumosAgostinho BraunNo ratings yet
- Roda 4.0 Dobravel - FinalmDocument4 pagesRoda 4.0 Dobravel - FinalmAgostinho BraunNo ratings yet
- Atualização de firmware para tablets TaivitaDocument4 pagesAtualização de firmware para tablets TaivitaCelito PedrosoNo ratings yet
- Treinamento ENGEL para técnica de injeçãoDocument11 pagesTreinamento ENGEL para técnica de injeçãobelchior alvaro100% (1)
- Atualização do firmware universal para tablet Android WM8650Document6 pagesAtualização do firmware universal para tablet Android WM8650ctaminiNo ratings yet
- Circuitos e Soluções Volume 1Document103 pagesCircuitos e Soluções Volume 1varzeanoNo ratings yet
- Curso de Notebook para IniciantesDocument32 pagesCurso de Notebook para IniciantesMarcelo Paes Da Silva Cruz100% (1)
- Poster Mapa Metabólico para ImprimirDocument20 pagesPoster Mapa Metabólico para ImprimirAgostinho Braun75% (4)
- 1 PBDocument15 pages1 PBAgostinho BraunNo ratings yet
- Enegep2011 TN STP 135 858 18657Document15 pagesEnegep2011 TN STP 135 858 18657Agostinho BraunNo ratings yet
- Projeto Robusto PDFDocument5 pagesProjeto Robusto PDFVictor BayarriNo ratings yet
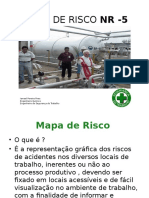
- Mapa de RiscoDocument16 pagesMapa de RiscoFrancisco OliveiraNo ratings yet
- Vidro laminado na construção civilDocument17 pagesVidro laminado na construção civilRodrigoGregnaniniNo ratings yet
- Ocorrência de Hidrocarbonetos em MoçambiqueDocument2 pagesOcorrência de Hidrocarbonetos em MoçambiqueBrunoSamuelAge100% (4)
- Lista3 RespostasDocument4 pagesLista3 RespostaswvdNo ratings yet
- Teste Pureza Água MultímetroDocument3 pagesTeste Pureza Água MultímetroAnonymous CNf01J5No ratings yet
- Rev. F 04 / 2023: PadronizaçãoDocument29 pagesRev. F 04 / 2023: PadronizaçãoDaniel GuirardiNo ratings yet
- Exercícios resolvidos de fadigaDocument4 pagesExercícios resolvidos de fadigaaapadua2005No ratings yet
- Avaliação de Ciências da Natureza com questões sobre equações, estados da matéria e propriedades químicasDocument5 pagesAvaliação de Ciências da Natureza com questões sobre equações, estados da matéria e propriedades químicasDaiane de Oliveira FreitasNo ratings yet
- Arquivo 6 - Cronograma UFVDocument4 pagesArquivo 6 - Cronograma UFVengenheirosousaNo ratings yet
- Avaliação de Processos de Software G-NívelDocument2 pagesAvaliação de Processos de Software G-NívelTiago BonamigoNo ratings yet
- TV Philco Manual PDFDocument20 pagesTV Philco Manual PDFamwillrichNo ratings yet
- Tilub Pu Maxi Grease - NovoDocument1 pageTilub Pu Maxi Grease - NovoSandro Garcia OlimpioNo ratings yet
- Manobras em MTDocument14 pagesManobras em MTRuiMãodeFerroNo ratings yet
- CarburadorDocument6 pagesCarburadorBruno SousaNo ratings yet
- Movimentos de corpos sujeitos a ligações e forças de ligaçãoDocument17 pagesMovimentos de corpos sujeitos a ligações e forças de ligaçãoEric M.No ratings yet
- Petro LeoDocument51 pagesPetro LeoLetícia FigueiredoNo ratings yet
- Atualizar firmware Tablet Android passo a passoDocument5 pagesAtualizar firmware Tablet Android passo a passoJeferson Acosta DiogoNo ratings yet
- I EE Medidas en 2015.1 Resolução POLIDocument11 pagesI EE Medidas en 2015.1 Resolução POLIRafaelcl8No ratings yet
- LOC Limpador Multiuso Concentrado Biodegradável VersátilDocument1 pageLOC Limpador Multiuso Concentrado Biodegradável VersátilKom Wu0% (1)
- Complete sequências e atividades de atenção e memóriaDocument11 pagesComplete sequências e atividades de atenção e memóriaTayná AparecidaNo ratings yet
- Aplicativo de TV Paga No Xbox 360 Dá Acesso A 300 Canais de TV - GPS - Pezquiza.com GPS - PezquizaDocument3 pagesAplicativo de TV Paga No Xbox 360 Dá Acesso A 300 Canais de TV - GPS - Pezquiza.com GPS - PezquizakelpiusNo ratings yet
- Proporcionalidade direta em situações do 6o anoDocument4 pagesProporcionalidade direta em situações do 6o anoMarilia Rocha100% (1)
- Manual DEC-130 PlusDocument25 pagesManual DEC-130 PlusGilmar Caetano GarciaNo ratings yet
- Fenômenos de Transporte III-AULA 5 - 2021Document72 pagesFenômenos de Transporte III-AULA 5 - 2021Gleison Alexandre Rufino dos SantosNo ratings yet
- Curso Básico de Eletrônica Digital Parte 2Document7 pagesCurso Básico de Eletrônica Digital Parte 2Thiago_jry100% (2)
- VOOS E DIMENSÕESDocument32 pagesVOOS E DIMENSÕESisabelle_barreto_1No ratings yet