You might also like
- Laser Heat TreatmentDocument8 pagesLaser Heat TreatmentBolat AurelNo ratings yet
- Catálogo - Hardening AppNoteDocument2 pagesCatálogo - Hardening AppNoteEnriqueGarridoNo ratings yet
- Swami Vivekananda University: M. Tech in Mechanical EngineeringDocument8 pagesSwami Vivekananda University: M. Tech in Mechanical EngineeringNavneet namanNo ratings yet
- GN06 Post Weld Heat Treatment of Welded PDFDocument11 pagesGN06 Post Weld Heat Treatment of Welded PDFGregory FenwickNo ratings yet
- Mse 3107 (1,2)Document77 pagesMse 3107 (1,2)Sheikh Sabbir SarforazNo ratings yet
- 4 - Laser Applications in Surface TreatmentsDocument10 pages4 - Laser Applications in Surface TreatmentsMohammed HusseinNo ratings yet
- Plasma Nitriding Process - DataDocument11 pagesPlasma Nitriding Process - Datayadu kumar singhNo ratings yet
- Laser HardeningDocument3 pagesLaser HardeningsaiNo ratings yet
- Lecture 20 - Laser Materials ProcessingDocument29 pagesLecture 20 - Laser Materials ProcessingGaurav GodseNo ratings yet
- Materials Science & Engineering A: SciencedirectDocument8 pagesMaterials Science & Engineering A: SciencedirectArlez HernandezNo ratings yet
- 2018 03 HP Induction Thoughts PDFDocument3 pages2018 03 HP Induction Thoughts PDFHuh ggNo ratings yet
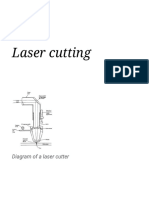
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- 36185-Paper Cryogenic Treatment - 2Document6 pages36185-Paper Cryogenic Treatment - 2eshuNo ratings yet
- Laser Beam Machining (LBM)Document2 pagesLaser Beam Machining (LBM)Maidalia Sinta DiratienNo ratings yet
- Exploring Temper BeadDocument11 pagesExploring Temper BeadvaseaNo ratings yet
- Network Cable Template 16x9Document18 pagesNetwork Cable Template 16x9sridevigangisettyNo ratings yet
- Micro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersDocument11 pagesMicro Machining of Metals, Ceramics, Silicon and Polymers Using Nanosecond LasersglzrNo ratings yet
- WeldingDocument7 pagesWeldingJuanNo ratings yet
- Thermal Fatigue Analysis of Induction Furnace Wall For Magnesia Ramming MassDocument6 pagesThermal Fatigue Analysis of Induction Furnace Wall For Magnesia Ramming MassArjun KoduriNo ratings yet
- Flame StraighteningDocument32 pagesFlame StraighteningLuis LugoNo ratings yet
- Mumetal Permimphy Supermimphy EngDocument10 pagesMumetal Permimphy Supermimphy Engvsraju2No ratings yet
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- HTML - Articles - Exploring Temper BeadDocument11 pagesHTML - Articles - Exploring Temper BeadSharad ShahNo ratings yet
- 1.4462 EN-material Duplex PDFDocument3 pages1.4462 EN-material Duplex PDFtien100% (1)
- Laser CuttingDocument9 pagesLaser CuttingPrabir Kumar PatiNo ratings yet
- Laser Cutting of Metallic Coated Sheet Steels: G.V.S. Prasad, E. Siores, W.C.K. WongDocument9 pagesLaser Cutting of Metallic Coated Sheet Steels: G.V.S. Prasad, E. Siores, W.C.K. Wongsurya tejaNo ratings yet
- Job Knowledge 53Document4 pagesJob Knowledge 53Mehmet SoysalNo ratings yet
- D.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarDocument28 pagesD.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarVinith ArasuNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- Cor-Ten - Weather & Corrosion Resistant SteelDocument5 pagesCor-Ten - Weather & Corrosion Resistant SteelAnjan DeyNo ratings yet
- Laser Beam HardeningDocument1 pageLaser Beam HardeningusmanmetNo ratings yet
- Post Weld Heat TreatmentDocument10 pagesPost Weld Heat Treatmentcristian291011No ratings yet
- Analysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming ToolsDocument23 pagesAnalysis of Weld-Cracking and Improvement of The Weld-Repair Process of Superplastic Forming Toolsl_aguilar_mNo ratings yet
- Introduction To Strain GaugesDocument32 pagesIntroduction To Strain GaugesManjunatha Babu N.s100% (1)
- Msec2018 6457Document6 pagesMsec2018 6457zidan ojaNo ratings yet
- Electric Resistance WeldingDocument30 pagesElectric Resistance WeldingSenthil KumarNo ratings yet
- Cuuting by LaserDocument5 pagesCuuting by LaserArunNo ratings yet
- ReportDocument15 pagesReportClassic PrintersNo ratings yet
- Laser CuttingDocument9 pagesLaser CuttingBharath vNo ratings yet
- PAMDocument5 pagesPAMSuresh DorairajNo ratings yet
- 19 Ijmperdapr201719Document10 pages19 Ijmperdapr201719TJPRC PublicationsNo ratings yet
- Brazing Camara TermograficaDocument5 pagesBrazing Camara TermograficaKyle BennettNo ratings yet
- Microstructure and Mechanical Properties of Laser Beam Welds of 15CDV6 SteelDocument4 pagesMicrostructure and Mechanical Properties of Laser Beam Welds of 15CDV6 SteelKarthik RaoNo ratings yet
- AMP CAT 2 QP Key Final PDFDocument83 pagesAMP CAT 2 QP Key Final PDFthandialNo ratings yet
- Laser Cutting - WikipediaDocument13 pagesLaser Cutting - Wikipediakartik sharmaNo ratings yet
- Laser WeldingDocument7 pagesLaser WeldingBhargav Srinivas KolliNo ratings yet
- Xu 2009Document8 pagesXu 2009zidan ojaNo ratings yet
- Laser PeeningDocument21 pagesLaser PeeningJerry ThomasNo ratings yet
- AAAdddd 1Document3 pagesAAAdddd 1Anonymous ufMAGXcskMNo ratings yet
- Technology of Heat Treatment: Volume-Surface Hardening of by A High-Speed Water Stream Railroad Transport PartsDocument5 pagesTechnology of Heat Treatment: Volume-Surface Hardening of by A High-Speed Water Stream Railroad Transport PartsSinhrooNo ratings yet
- 5 Badkar2010Document14 pages5 Badkar2010Prasanna VenkatNo ratings yet
- Shrink FittingDocument26 pagesShrink FittingmaheshkbandariNo ratings yet
- Thermal Barrier CoatingDocument16 pagesThermal Barrier CoatingSham Sundar100% (1)
- Laser Beam WeldingDocument17 pagesLaser Beam WeldingSwati AgarwalNo ratings yet
- Mumetal Permimphy Supermimphy EngDocument10 pagesMumetal Permimphy Supermimphy Englemco7777No ratings yet
- MCP 101 Lec - 2Document16 pagesMCP 101 Lec - 228.xie.shayanmajumdarNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- 3D Modeling of Heat Sink: Problem: Aluminum Heat Sinks Are Commonly Used To Dissipate Heat From Electronic DevicesDocument2 pages3D Modeling of Heat Sink: Problem: Aluminum Heat Sinks Are Commonly Used To Dissipate Heat From Electronic DevicesKaustubh JoshiNo ratings yet
- 06 2D Chimney PDFDocument3 pages06 2D Chimney PDFKaustubh JoshiNo ratings yet
- 10 3D Pulley PDFDocument2 pages10 3D Pulley PDFKaustubh JoshiNo ratings yet
- 2D Flow Analysis Around A CylinderDocument2 pages2D Flow Analysis Around A CylinderKaustubh JoshiNo ratings yet
- 03 2D Bracket PDFDocument2 pages03 2D Bracket PDFKaustubh JoshiNo ratings yet
- 02 1D CompositeWall PDFDocument3 pages02 1D CompositeWall PDFKaustubh JoshiNo ratings yet
- What Is Rapid PrototypingDocument17 pagesWhat Is Rapid PrototypingKaustubh JoshiNo ratings yet
- 09 Diamantzersp EnglDocument4 pages09 Diamantzersp EnglKaustubh JoshiNo ratings yet
- Electromagnetic Forming: Forming Copper Aluminium Lenz's LawDocument1 pageElectromagnetic Forming: Forming Copper Aluminium Lenz's LawKaustubh JoshiNo ratings yet
- Electrohydraulic Forming of Near Net Shape Automotive PanelsDocument2 pagesElectrohydraulic Forming of Near Net Shape Automotive PanelsKaustubh JoshiNo ratings yet
- Mae 1652Document25 pagesMae 1652Kaustubh JoshiNo ratings yet
- Electro Jet DrillingDocument17 pagesElectro Jet DrillingKaustubh JoshiNo ratings yet
- Shaped Tube Electrolytic MachiningDocument4 pagesShaped Tube Electrolytic MachiningKaustubh Joshi50% (2)
- High Energy Rate Forming: Department of Mechanical Engineering, BVOE & RI NasikDocument45 pagesHigh Energy Rate Forming: Department of Mechanical Engineering, BVOE & RI NasikKaustubh JoshiNo ratings yet
- Friction Stir Welding PresentationDocument29 pagesFriction Stir Welding PresentationKaustubh JoshiNo ratings yet
- Flow Forming of Tubes A Review PDFDocument11 pagesFlow Forming of Tubes A Review PDFKaustubh Joshi100% (1)
- High Velocity Hyfro FormingDocument32 pagesHigh Velocity Hyfro FormingKaustubh JoshiNo ratings yet
- Robust Design ModulesDocument200 pagesRobust Design ModulesKaustubh JoshiNo ratings yet
- Spinning: Department of Mechanical Engineering, BVCOE & RI NasikDocument37 pagesSpinning: Department of Mechanical Engineering, BVCOE & RI NasikKaustubh JoshiNo ratings yet
- Chloride Metallurgy 2011Document34 pagesChloride Metallurgy 2011Manojlovic Vaso100% (1)
- CH 13 JjcbdaiuDocument9 pagesCH 13 JjcbdaiuDaya AhmadNo ratings yet
- Strand Corrosion Click Here 1Document9 pagesStrand Corrosion Click Here 1Vipin Kumar ParasharNo ratings yet
- A 484 - A 484m - 03Document16 pagesA 484 - A 484m - 03etwcNo ratings yet
- Austenitic Stainless SteelsDocument4 pagesAustenitic Stainless Steelsandy1036No ratings yet
- Ces 2Document6 pagesCes 2LegendaryNNo ratings yet
- 4 Unit - Heat Treatment of SteelsDocument72 pages4 Unit - Heat Treatment of SteelsAnway WalkeNo ratings yet
- Material ComparisionDocument1 pageMaterial Comparisionvalli rajuNo ratings yet
- NMDCDocument5 pagesNMDCVarun SinghNo ratings yet
- Flame HardeningDocument2 pagesFlame HardeningDimaz Iyas ArmezyNo ratings yet
- Industrial Training (BHUSHAN STEEL)Document16 pagesIndustrial Training (BHUSHAN STEEL)Ankit Singh MalikNo ratings yet
- Welding Carbon Steel in Sour ServiceDocument8 pagesWelding Carbon Steel in Sour ServiceSarah Shibu ThomasNo ratings yet
- Engineering Metallurgy Log BookDocument10 pagesEngineering Metallurgy Log BookBENSON CHIMWEMWE MWALENo ratings yet
- SMS India PVT LTD - Presentation PDFDocument23 pagesSMS India PVT LTD - Presentation PDFJAYANT GARGNo ratings yet
- Carbon & Alloy Steels Nomenclatura AISI SAEDocument51 pagesCarbon & Alloy Steels Nomenclatura AISI SAEbs2002No ratings yet
- ME3251 RevisionDocument9 pagesME3251 RevisionJordan NgNo ratings yet
- Use of Structural Stainless Steel Abridged Version PDFDocument4 pagesUse of Structural Stainless Steel Abridged Version PDFMark Vista AgusNo ratings yet
- Engineering Materials and Mettlurgy QBDocument12 pagesEngineering Materials and Mettlurgy QBSaravana KumarNo ratings yet
- MATS LAB Exp 02 REPORT-Navdeep-SinghDocument5 pagesMATS LAB Exp 02 REPORT-Navdeep-SinghKirandeep GandhamNo ratings yet
- Metallurgy & File Classification: Capital EndodonticsDocument26 pagesMetallurgy & File Classification: Capital EndodonticsnewmexicoomfsNo ratings yet
- A 182 - A 182M - 02 Qte4mi0wmg - PDFDocument15 pagesA 182 - A 182M - 02 Qte4mi0wmg - PDFfekihassanNo ratings yet
- Heat Treatment of Steels: (I) (Ii) (Iii)Document32 pagesHeat Treatment of Steels: (I) (Ii) (Iii)Srushti MNo ratings yet
- Equivalent SpecificationsDocument3 pagesEquivalent SpecificationsYudha Andrie Sasi ZenNo ratings yet
- Salamander Plumbago Ladle Bowls: Product InformationDocument2 pagesSalamander Plumbago Ladle Bowls: Product InformationVinay RajputNo ratings yet
- Segregation and Banding in Carbon and Alloy SteelDocument2 pagesSegregation and Banding in Carbon and Alloy Steelmp87_ing100% (3)
- Study and Operation of Tempering ProcessDocument11 pagesStudy and Operation of Tempering ProcessMostafizur Rahman SobujNo ratings yet
- Trans FasesDocument6 pagesTrans FasesIveth Carmona GonzalezNo ratings yet
- Recent Progress in Medium-Mn Steels Made With New Designing Strategies A ReviewDocument8 pagesRecent Progress in Medium-Mn Steels Made With New Designing Strategies A ReviewMATHEWS LIMA DOS SANTOSNo ratings yet
- Din 1670Document10 pagesDin 1670GODREJ LAB THANENo ratings yet
- Heat TreatmentDocument2 pagesHeat TreatmentAnonymous VRspXsmNo ratings yet