You might also like
- Bearing Calculation: Extract From The Railway Technical Handbook, Volume 1, Chapter 5, Page 106 To 121Document18 pagesBearing Calculation: Extract From The Railway Technical Handbook, Volume 1, Chapter 5, Page 106 To 121avabhyankar9393No ratings yet
- WA2-Entrepreneurship - The Practice and Mindset (PDFDrive)Document1,484 pagesWA2-Entrepreneurship - The Practice and Mindset (PDFDrive)Anna Daniella Luna76% (17)
- Contact FatigueDocument6 pagesContact Fatiguemans2014No ratings yet
- New Proof Rule Tapered Roller Bearingin PDFDocument7 pagesNew Proof Rule Tapered Roller Bearingin PDFFabinho GarciaNo ratings yet
- Transforming Attitudes and ActionsDocument7 pagesTransforming Attitudes and Actionsmans2014No ratings yet
- Calculating Grease Quantity, FrequencyDocument5 pagesCalculating Grease Quantity, Frequencymans2014No ratings yet
- Tpi 226 de enDocument31 pagesTpi 226 de enhazemNo ratings yet
- Effects of Heat Treatments on Steels for Bearing ApplicationsDocument8 pagesEffects of Heat Treatments on Steels for Bearing Applicationsmans2014No ratings yet
- 3rd Generation Tapered Roller Hub UnitDocument1 page3rd Generation Tapered Roller Hub Unitmans2014No ratings yet
- UTMIS Köping 2017 Isotropic-Super-FinishDocument30 pagesUTMIS Köping 2017 Isotropic-Super-Finishmans2014No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Unit For Surface Treatment of Metal Top LayersDocument6 pagesUnit For Surface Treatment of Metal Top Layersmans2014No ratings yet
- Preparation and Characterization of Polymer Lubricating BearingsDocument7 pagesPreparation and Characterization of Polymer Lubricating Bearingsmans2014No ratings yet
- Bearings and BearingsDocument27 pagesBearings and Bearingsmans2014No ratings yet
- Time Management: A Practical Guide To Efficiently Prioritizing Your Time, Enabling You To Achieve Optimum ResultsDocument3 pagesTime Management: A Practical Guide To Efficiently Prioritizing Your Time, Enabling You To Achieve Optimum Resultsmans2014No ratings yet
- Analysis of Grease Lubrication of Rolling Bearings Using Acoustic Emission MeasurementsDocument17 pagesAnalysis of Grease Lubrication of Rolling Bearings Using Acoustic Emission Measurementsmans2014No ratings yet
- Team Conflict ResolutionsDocument5 pagesTeam Conflict Resolutionsmans2014No ratings yet
- The Real Cost of Industrial Robot IntegrationDocument36 pagesThe Real Cost of Industrial Robot Integrationmans2014No ratings yet
- MD Catalog Oct2018 UpdateDocument8 pagesMD Catalog Oct2018 Updatemans2014No ratings yet
- Bca Overview 2018Document8 pagesBca Overview 2018mans2014No ratings yet
- 387a-382a TimkenDocument1 page387a-382a Timkenmans2014No ratings yet
- Bhagavad Gita - With Sri Shankaracharya CommentaryDocument508 pagesBhagavad Gita - With Sri Shankaracharya CommentaryEstudante da Vedanta100% (24)
- Sensormount For Easy To Use, Fast and Reliable Drive-Up On Shaft SeatingsDocument4 pagesSensormount For Easy To Use, Fast and Reliable Drive-Up On Shaft Seatingsmans2014No ratings yet
- Extended Life Bearing SteelDocument5 pagesExtended Life Bearing SteeljbalageeNo ratings yet
- Extended Life Bearing SteelDocument5 pagesExtended Life Bearing SteeljbalageeNo ratings yet
- Bhagavad Gita - With Sri Shankaracharya CommentaryDocument508 pagesBhagavad Gita - With Sri Shankaracharya CommentaryEstudante da Vedanta100% (24)
- Optimal Design of Paired Tapered Roller Bearing Under Radial and Axial Static LoadsDocument12 pagesOptimal Design of Paired Tapered Roller Bearing Under Radial and Axial Static Loadsmans2014No ratings yet
- Fundamentals of Fluid Film LubricationDocument713 pagesFundamentals of Fluid Film Lubricationmans2014100% (3)
- Extended Life Bearing SteelDocument5 pagesExtended Life Bearing SteeljbalageeNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Worksheet FlowDocument18 pagesWorksheet FlowRaymond VoongNo ratings yet
- GSR 10-8-2 Li Professional Manual 129196Document169 pagesGSR 10-8-2 Li Professional Manual 129196madmatskNo ratings yet
- BP Functionality S4 HANADocument17 pagesBP Functionality S4 HANASatyaki Singha100% (2)
- Itu-T G.664Document20 pagesItu-T G.664moneyminderNo ratings yet
- 2012-Tcot-008-S.o.w-001 Rev.2Document150 pages2012-Tcot-008-S.o.w-001 Rev.2denyNo ratings yet
- Special Core AnalysisDocument21 pagesSpecial Core AnalysisMuizzuddin Shidqi As-Sa'diNo ratings yet
- Case StudyDocument4 pagesCase StudyAamirNo ratings yet
- PulpDocument382 pagesPulpBeerBie100% (1)
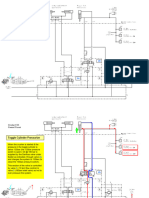
- Toggle Ram - CSS Ram Valve SetupDocument6 pagesToggle Ram - CSS Ram Valve Setupsassine khouryNo ratings yet
- FS120-FS200-FS300-FS350-FS400-FS450-FR350-FR450 Service ManualDocument63 pagesFS120-FS200-FS300-FS350-FS400-FS450-FR350-FR450 Service Manualnik_nicholson_189% (18)
- Fire Safety Range of Products: Ceaseflame Industries Pvt. LTDDocument7 pagesFire Safety Range of Products: Ceaseflame Industries Pvt. LTDDivyanshu ShekharNo ratings yet
- 90202-1043DEA - RS003N Installation&Connection ManualDocument20 pages90202-1043DEA - RS003N Installation&Connection ManualIuliana SmarandaNo ratings yet
- Mini Esplit LGDocument76 pagesMini Esplit LGLEASUCNo ratings yet
- Guidelines On Preconstruction Survey PDFDocument30 pagesGuidelines On Preconstruction Survey PDFNathan VincentNo ratings yet
- Denso Paste: Composition Surface PreparationDocument1 pageDenso Paste: Composition Surface PreparationAloka KarunarathneNo ratings yet
- Performa EngineDocument26 pagesPerforma EngineAndri SetiyawanNo ratings yet
- BTW69 1200Document5 pagesBTW69 1200GiraldoCarpioRamosNo ratings yet
- Cat - Engine Components PDFDocument227 pagesCat - Engine Components PDFxxxxxxxxxxxxxxxxxxx100% (1)
- Victor Canete PDFDocument2 pagesVictor Canete PDFMelvi PeñasNo ratings yet
- MTZ PresentationDocument19 pagesMTZ PresentationUrtaBaasanjargalNo ratings yet
- Astm B344-01Document3 pagesAstm B344-01Srinivasan KrishnamoorthyNo ratings yet
- Berner Air Curtain Installation InstructionsDocument16 pagesBerner Air Curtain Installation InstructionsAldrich ColladoNo ratings yet
- Computer Mcqs1'Document34 pagesComputer Mcqs1'Imran SheikhNo ratings yet
- T7 B13 AA Phone Transcripts FDR - AA 11 Calls - Kean Commission TranscriptsDocument62 pagesT7 B13 AA Phone Transcripts FDR - AA 11 Calls - Kean Commission Transcripts9/11 Document Archive100% (1)
- Altec Lmap CalibrationDocument17 pagesAltec Lmap Calibrationwilliam ortizNo ratings yet
- Foundations For Transmission LineDocument73 pagesFoundations For Transmission LineDato Azariani100% (2)
- Age of Empires 2Document1 pageAge of Empires 2tulsiNo ratings yet
- Batchflux 5015 C: Electromagnetic Flowmeter For Volumetric Filling and BatchingDocument8 pagesBatchflux 5015 C: Electromagnetic Flowmeter For Volumetric Filling and BatchingavikbhaiNo ratings yet
- ARM Cortex M3 RegistersDocument22 pagesARM Cortex M3 RegistersRaveendra Moodithaya100% (2)
- Principles of Operating SystemDocument127 pagesPrinciples of Operating Systempriyanka100% (1)