You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 500 Logo Design Inspirations Download #1 (E-Book)Document52 pages500 Logo Design Inspirations Download #1 (E-Book)Detak Studio DesainNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Interoperability Standards For Voip Atm Components: Volume 4: RecordingDocument75 pagesInteroperability Standards For Voip Atm Components: Volume 4: RecordingjuananpspNo ratings yet
- HSBC in A Nut ShellDocument190 pagesHSBC in A Nut Shelllanpham19842003No ratings yet
- Apm p5 Course NotesDocument267 pagesApm p5 Course NotesMusumbulwe Sue MambweNo ratings yet
- Rollng ProcessDocument37 pagesRollng ProcessagniflameNo ratings yet
- Rolling: YoucanDocument62 pagesRolling: YoucanagniflameNo ratings yet
- Conformal Cooling ReviewDocument19 pagesConformal Cooling ReviewagniflameNo ratings yet
- Automotive Interior Trim Bezel Mould DesignDocument17 pagesAutomotive Interior Trim Bezel Mould DesignagniflameNo ratings yet
- Collapsible Core Injection Molding MoldsDocument15 pagesCollapsible Core Injection Molding MoldsagniflameNo ratings yet
- Medical Venturi Filter Body Injection Mold ShowcaseDocument47 pagesMedical Venturi Filter Body Injection Mold ShowcaseagniflameNo ratings yet
- Collapsible Core Injection MoldingDocument11 pagesCollapsible Core Injection MoldingagniflameNo ratings yet
- Inspection Report of ClipDocument4 pagesInspection Report of ClipagniflameNo ratings yet
- Automotive Lighting Housing Injection Mold DesignDocument20 pagesAutomotive Lighting Housing Injection Mold DesignagniflameNo ratings yet
- Ch3b Load and Stress AnalysisDocument33 pagesCh3b Load and Stress AnalysisagniflameNo ratings yet
- Automotive Door Trim Bezel Mold DesignDocument17 pagesAutomotive Door Trim Bezel Mold DesignagniflameNo ratings yet
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflameNo ratings yet
- CH - 7 Shafts and Shaft ComponentsDocument52 pagesCH - 7 Shafts and Shaft ComponentsagniflameNo ratings yet
- AM Für Space Anwedungen - "Leason Learned" Re-Design Sentinel 1 Upper SBA SupportDocument31 pagesAM Für Space Anwedungen - "Leason Learned" Re-Design Sentinel 1 Upper SBA SupportagniflameNo ratings yet
- Form16 2018 2019Document10 pagesForm16 2018 2019LogeshwaranNo ratings yet
- 3412C EMCP II For PEEC Engines Electrical System: Ac Panel DC PanelDocument4 pages3412C EMCP II For PEEC Engines Electrical System: Ac Panel DC PanelFrancisco Wilson Bezerra FranciscoNo ratings yet
- Selvan CVDocument4 pagesSelvan CVsuman_civilNo ratings yet
- SM Land Vs BCDADocument68 pagesSM Land Vs BCDAelobeniaNo ratings yet
- PeopleSoft Application Engine Program PDFDocument17 pagesPeopleSoft Application Engine Program PDFSaurabh MehtaNo ratings yet
- Process States in Operating SystemDocument4 pagesProcess States in Operating SystemKushal Roy ChowdhuryNo ratings yet
- Tinplate CompanyDocument32 pagesTinplate CompanysnbtccaNo ratings yet
- Fedex Service Guide: Everything You Need To Know Is OnlineDocument152 pagesFedex Service Guide: Everything You Need To Know Is OnlineAlex RuizNo ratings yet
- Lending OperationsDocument54 pagesLending OperationsFaraz Ahmed FarooqiNo ratings yet
- A. The Machine's Final Recorded Value Was P1,558,000Document7 pagesA. The Machine's Final Recorded Value Was P1,558,000Tawan VihokratanaNo ratings yet
- Water Hookup Kit User Manual (For L20 Ultra - General (Except EU&US)Document160 pagesWater Hookup Kit User Manual (For L20 Ultra - General (Except EU&US)Aldrian PradanaNo ratings yet
- T1500Z / T2500Z: Coated Cermet Grades With Brilliant Coat For Steel TurningDocument16 pagesT1500Z / T2500Z: Coated Cermet Grades With Brilliant Coat For Steel TurninghosseinNo ratings yet
- SAS SamplingDocument24 pagesSAS SamplingVaibhav NataNo ratings yet
- BMA Recital Hall Booking FormDocument2 pagesBMA Recital Hall Booking FormPaul Michael BakerNo ratings yet
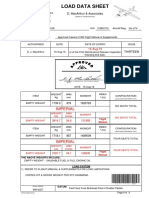
- Load Data Sheet: ImperialDocument3 pagesLoad Data Sheet: ImperialLaurean Cub BlankNo ratings yet
- IdM11gR2 Sizing WP LatestDocument31 pagesIdM11gR2 Sizing WP Latesttranhieu5959No ratings yet
- TSB 120Document7 pagesTSB 120patelpiyushbNo ratings yet
- Wiley Chapter 11 Depreciation Impairments and DepletionDocument43 pagesWiley Chapter 11 Depreciation Impairments and Depletion靳雪娇No ratings yet
- Ikea AnalysisDocument33 pagesIkea AnalysisVinod BridglalsinghNo ratings yet
- Lab 6 PicoblazeDocument6 pagesLab 6 PicoblazeMadalin NeaguNo ratings yet
- Transparency Documentation EN 2019Document23 pagesTransparency Documentation EN 2019shani ChahalNo ratings yet
- Tivoli Performance ViewerDocument4 pagesTivoli Performance ViewernaveedshakurNo ratings yet
- QA/QC Checklist - Installation of MDB Panel BoardsDocument6 pagesQA/QC Checklist - Installation of MDB Panel Boardsehtesham100% (1)
- Web Technology PDFDocument3 pagesWeb Technology PDFRahul Sachdeva100% (1)
- MOTOR INSURANCE - Two Wheeler Liability Only SCHEDULEDocument1 pageMOTOR INSURANCE - Two Wheeler Liability Only SCHEDULESuhail V VNo ratings yet
- Hager Pricelist May 2014Document64 pagesHager Pricelist May 2014rajinipre-1No ratings yet