You might also like
- Bottling Plant PLC 2019Document4 pagesBottling Plant PLC 2019Chockalingam AthilingamNo ratings yet
- Box Shift Conveyor 2018Document2 pagesBox Shift Conveyor 2018Chockalingam AthilingamNo ratings yet
- Mixer GrinderDocument29 pagesMixer GrinderChockalingam AthilingamNo ratings yet
- Scotch Yoke Hacksaw Sriram Engg ReportDocument67 pagesScotch Yoke Hacksaw Sriram Engg ReportChockalingam Athilingam100% (1)
- Project Titles NC 2018 Cs Fea RDDocument9 pagesProject Titles NC 2018 Cs Fea RDChockalingam AthilingamNo ratings yet
- 11 Foldable Bridge 2017 PrintDocument48 pages11 Foldable Bridge 2017 PrintChockalingam AthilingamNo ratings yet
- Project List With Cost Details 2018 2019 Panimalar PolyDocument8 pagesProject List With Cost Details 2018 2019 Panimalar PolyChockalingam AthilingamNo ratings yet
- Shock Absorber Failure 2018Document3 pagesShock Absorber Failure 2018Chockalingam AthilingamNo ratings yet
- Scotck Yoke PPT Veltech 2016Document29 pagesScotck Yoke PPT Veltech 2016Chockalingam Athilingam50% (2)
- Manual Bi Folding Gate PRINTCOPY SBDDocument50 pagesManual Bi Folding Gate PRINTCOPY SBDChockalingam AthilingamNo ratings yet
- Block Diagram of Carbon Level IndicatorDocument1 pageBlock Diagram of Carbon Level IndicatorChockalingam AthilingamNo ratings yet
- Gas Cutting DeviceDocument3 pagesGas Cutting DeviceChockalingam AthilingamNo ratings yet
- Plastic Injection Manual 2016 Amk PolyDocument43 pagesPlastic Injection Manual 2016 Amk PolyChockalingam AthilingamNo ratings yet
- 6.design and Fabrication of Length Adjustable Belt Conveyor-1Document3 pages6.design and Fabrication of Length Adjustable Belt Conveyor-1Chockalingam AthilingamNo ratings yet
- Safety For Motorised Sheet Forming 2018Document3 pagesSafety For Motorised Sheet Forming 2018Chockalingam AthilingamNo ratings yet
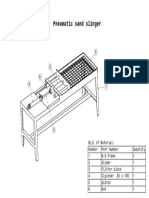
- Sand Slinger MC Pneumatic 2016 VeltechDocument47 pagesSand Slinger MC Pneumatic 2016 VeltechChockalingam AthilingamNo ratings yet
- Lorry Trailor Lifter CostDocument1 pageLorry Trailor Lifter CostChockalingam AthilingamNo ratings yet
- Pneumatic Elevator Abs 20124Document3 pagesPneumatic Elevator Abs 20124Chockalingam AthilingamNo ratings yet
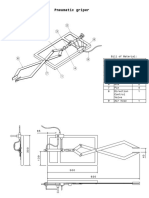
- Pneumatic GriperDocument2 pagesPneumatic GriperChockalingam AthilingamNo ratings yet
- Abs 127two - Axes - Drill 2016 ReviewDocument3 pagesAbs 127two - Axes - Drill 2016 ReviewChockalingam AthilingamNo ratings yet
- Electronic ComparatorDocument1 pageElectronic ComparatorChockalingam AthilingamNo ratings yet
- Air Brake PROJECT REPORTDocument52 pagesAir Brake PROJECT REPORTChockalingam Athilingam72% (18)
- Shell and Tube Heat Exchanger Design Using CFD ToolsDocument4 pagesShell and Tube Heat Exchanger Design Using CFD ToolsChockalingam AthilingamNo ratings yet
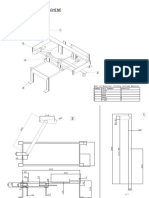
- Pneumatic Sand SlingerDocument1 pagePneumatic Sand SlingerChockalingam AthilingamNo ratings yet
- HTTP FOR ENGINEERINGDocument1 pageHTTP FOR ENGINEERINGChockalingam AthilingamNo ratings yet
- HonningDocument1 pageHonningChockalingam AthilingamNo ratings yet
- Amk SymbolDocument6 pagesAmk SymbolChockalingam AthilingamNo ratings yet
- IR Sensor UnitDocument1 pageIR Sensor UnitChockalingam AthilingamNo ratings yet
- F T ZL 6L: 4 - RLT TTJ R5 !.1Document1 pageF T ZL 6L: 4 - RLT TTJ R5 !.1Chockalingam AthilingamNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Utilities Module 2Document27 pagesUtilities Module 2Celinni DasigNo ratings yet
- 615-LS 42 ManualDocument48 pages615-LS 42 ManualmelisaBNo ratings yet
- Material Hardness Conversion TableDocument3 pagesMaterial Hardness Conversion TableJessicalba LouNo ratings yet
- Processing of Grease With PDFDocument92 pagesProcessing of Grease With PDFahmetNo ratings yet
- KURADDocument1 pageKURADbeto pagoadaNo ratings yet
- Isopentane Stabilization Facilities Operation GuideDocument10 pagesIsopentane Stabilization Facilities Operation GuideBrainer SanchezNo ratings yet
- High Rate Solids Contact Clarifier HRSCCDocument4 pagesHigh Rate Solids Contact Clarifier HRSCCshambhurajesurywanshi1No ratings yet
- Solution Combustion Synthesis, Energy and Environment: Best Parameters For Better MaterialDocument39 pagesSolution Combustion Synthesis, Energy and Environment: Best Parameters For Better MaterialBFCNo ratings yet
- How 2 - Build A MIDGE Stove PDFDocument6 pagesHow 2 - Build A MIDGE Stove PDFpimar2008No ratings yet
- Laboratory Apparatus For Evaluating Slurry Pipeline Wear (Cooke, Johnson & Goosen)Document17 pagesLaboratory Apparatus For Evaluating Slurry Pipeline Wear (Cooke, Johnson & Goosen)Engr Sakher100% (1)
- Ensinger Product OverviewDocument14 pagesEnsinger Product OverviewBilly FowlerNo ratings yet
- VRV General Catalogue - Cooling Only 50Hz - APCVDT1613 (Low Res)Document96 pagesVRV General Catalogue - Cooling Only 50Hz - APCVDT1613 (Low Res)enduNo ratings yet
- Designation A516 A516M 10 PDFDocument4 pagesDesignation A516 A516M 10 PDFSiddharth GuptaNo ratings yet
- Mine Rajhara DetailsDocument331 pagesMine Rajhara DetailsAditya PrakashNo ratings yet
- Aluminum ExtractionDocument7 pagesAluminum ExtractionNalini RooplalNo ratings yet
- Foreign MatterDocument6 pagesForeign MatterAnonymous XuiUo2ThNo ratings yet
- Brochure - Type 546 Manual and Actuated Ball Valves DN10 To DN100Document12 pagesBrochure - Type 546 Manual and Actuated Ball Valves DN10 To DN100Ahuntzakozidor AhuntzakozidorNo ratings yet
- dgr10 2020 07 01Document16 pagesdgr10 2020 07 01Data CentrumNo ratings yet
- Power CablesDocument167 pagesPower CablessubramanyaNo ratings yet
- Biomass Gasification For Hydrogen ProductionDocument9 pagesBiomass Gasification For Hydrogen ProductionCris CrisNo ratings yet
- Reliance 380PG Pharmaceutical Grade Washer Technical DataDocument7 pagesReliance 380PG Pharmaceutical Grade Washer Technical DataNirbhayNo ratings yet
- Super 1900-3Document21 pagesSuper 1900-3Edgar Huaraya Condori100% (1)
- Josam HydrantsDocument9 pagesJosam HydrantsRichPhillipsNo ratings yet
- Oleochem Chap 1Document47 pagesOleochem Chap 1lolahonez100% (4)
- Safety and Handling of Organic PeroxidesDocument26 pagesSafety and Handling of Organic PeroxidesМаксим ХилоNo ratings yet
- Timbercrete Structural Design-2Document30 pagesTimbercrete Structural Design-2kevin_au18No ratings yet
- Extra QuestionsDocument10 pagesExtra QuestionsStormbreak ChenNo ratings yet
- HSE Directive 1 Work PermitsDocument33 pagesHSE Directive 1 Work PermitsakubestlahNo ratings yet
- FR700 Series Owner's ManualDocument60 pagesFR700 Series Owner's ManualmetasNo ratings yet
- Rotary Seal V-Ring GuideDocument25 pagesRotary Seal V-Ring GuideAnonymous D5QForitcNo ratings yet