You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Jarless Con Door DriveDocument16 pagesJarless Con Door DriveRoyal Akash100% (6)
- Meeting 5: Data Warehouses and SQL Query OptimizationDocument4 pagesMeeting 5: Data Warehouses and SQL Query Optimizationzvipev1050% (2)
- Pneumatic Tyres: CMR Engineering CollegeDocument17 pagesPneumatic Tyres: CMR Engineering CollegeHemanth Rama Krishna YernagulaNo ratings yet
- How Dna Controls The Workings of The CellDocument2 pagesHow Dna Controls The Workings of The Cellapi-238397369No ratings yet
- Metaalunievoorwaarden 2019 - EngelsDocument4 pagesMetaalunievoorwaarden 2019 - EngelsReha YelkenNo ratings yet
- Hydrostatic Testing RequirementDocument1 pageHydrostatic Testing RequirementRoo FaNo ratings yet
- FG VALVOLE Company Profile 2023Document20 pagesFG VALVOLE Company Profile 2023Roo FaNo ratings yet
- 2022 ASTEC Cond CatalogueDocument28 pages2022 ASTEC Cond CatalogueRoo FaNo ratings yet
- SPG en ProductCatalogue VFTDocument34 pagesSPG en ProductCatalogue VFTRoo FaNo ratings yet
- Ds 93610Document3 pagesDs 93610Roo FaNo ratings yet
- Inverted Bucket Idh Lf2Document2 pagesInverted Bucket Idh Lf2Roo FaNo ratings yet
- T 8053 EN Type 3252-1 and Type 3252-7 Pneumatic Control Valves Type 3252 High-Pressure ValveDocument5 pagesT 8053 EN Type 3252-1 and Type 3252-7 Pneumatic Control Valves Type 3252 High-Pressure ValveRoo FaNo ratings yet
- Parker Alok Bible WebDocument224 pagesParker Alok Bible WebRoo FaNo ratings yet
- b6xg1ms Type Ball Valve ManifoldDocument2 pagesb6xg1ms Type Ball Valve ManifoldRoo FaNo ratings yet
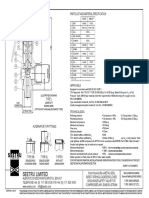
- Thermodynamic DC50 A105 PDFDocument2 pagesThermodynamic DC50 A105 PDFRoo FaNo ratings yet
- e0e8f5f4-f0e3-40e5-8a89-986aae99e2d6Document4 pagese0e8f5f4-f0e3-40e5-8a89-986aae99e2d6Roo FaNo ratings yet
- Thermodynamic DC50 A105 PDFDocument2 pagesThermodynamic DC50 A105 PDFRoo FaNo ratings yet
- Ds 93610Document3 pagesDs 93610Roo FaNo ratings yet
- Tta 4 Sub Sea Cost ReportDocument51 pagesTta 4 Sub Sea Cost ReportRoo Fa100% (1)
- Valves Oliver02Document72 pagesValves Oliver02Dimas Anugrah MahardikaNo ratings yet
- e0e8f5f4-f0e3-40e5-8a89-986aae99e2d6Document4 pagese0e8f5f4-f0e3-40e5-8a89-986aae99e2d6Roo FaNo ratings yet
- Cost Reduction Through Industrialization, Standardization and SimplificationDocument16 pagesCost Reduction Through Industrialization, Standardization and SimplificationRoo FaNo ratings yet
- Ord 5774 Norsok, Iso, and APIDocument3 pagesOrd 5774 Norsok, Iso, and APIRoo FaNo ratings yet
- DsadysakhdlkhsadytwaduksaDocument172 pagesDsadysakhdlkhsadytwaduksaGeorge LapusneanuNo ratings yet
- GUIDANCE NEEDLE VALVESDocument2 pagesGUIDANCE NEEDLE VALVESRoo FaNo ratings yet
- C Lok Fittings PDFDocument104 pagesC Lok Fittings PDFRoo FaNo ratings yet
- C Lok Fittings PDFDocument104 pagesC Lok Fittings PDFRoo FaNo ratings yet
- Tide WayDocument20 pagesTide WayRoo FaNo ratings yet
- High Performance Alloys For Resistance To Aqueous CorrosionDocument61 pagesHigh Performance Alloys For Resistance To Aqueous CorrosiontcfarnhamNo ratings yet
- Polymer Chemical ResistanceDocument47 pagesPolymer Chemical ResistanceRoo FaNo ratings yet
- Selection of Material Nace - H2S - Technical Paper PDFDocument21 pagesSelection of Material Nace - H2S - Technical Paper PDFajaysharma_1009No ratings yet
- ATEX Guidelines for the Valve IndustryDocument49 pagesATEX Guidelines for the Valve Industryio1_roNo ratings yet
- DNV GL Energy Transistion Outlook 2017 - Exec Summary - Lowres SingleDocument32 pagesDNV GL Energy Transistion Outlook 2017 - Exec Summary - Lowres SingleFalokid RaboNo ratings yet
- SWI Procedure Post Weld Heat Treatment For Astm A105 Steel PDFDocument5 pagesSWI Procedure Post Weld Heat Treatment For Astm A105 Steel PDFRoo FaNo ratings yet
- Synology DS718 Plus Data Sheet EnuDocument6 pagesSynology DS718 Plus Data Sheet EnuSteve AttwoodNo ratings yet
- Pipeline Corrosion Assessment MethodsDocument21 pagesPipeline Corrosion Assessment MethodsGilletNo ratings yet
- Superconductivity in RH S and PD Se: A Comparative StudyDocument5 pagesSuperconductivity in RH S and PD Se: A Comparative StudyChithra ArulmozhiNo ratings yet
- Delphi 9322a000Document5 pagesDelphi 9322a000BaytolgaNo ratings yet
- Astm A6 A6m-08Document62 pagesAstm A6 A6m-08Vũ Nhân HòaNo ratings yet
- 13 - Wool-And-Coir-Fiber-Reinforced-Gypsum-Ceiling-Tiles-Wit - 2021 - Journal-of-BuilDocument9 pages13 - Wool-And-Coir-Fiber-Reinforced-Gypsum-Ceiling-Tiles-Wit - 2021 - Journal-of-BuilJenifer TejadaNo ratings yet
- Ain 2016 Pilot Report m600Document4 pagesAin 2016 Pilot Report m600Antonio Cesar de Sa LeitaoNo ratings yet
- Winegard Sensar AntennasDocument8 pagesWinegard Sensar AntennasMichael ColeNo ratings yet
- Great Lakes PGDM Interview Access DetailsDocument1 pageGreat Lakes PGDM Interview Access DetailsJaswanth konkepudiNo ratings yet
- Notes Measures of Variation Range and Interquartile RangeDocument11 pagesNotes Measures of Variation Range and Interquartile RangedburrisNo ratings yet
- Hydrocarbons NotesDocument15 pagesHydrocarbons Notesarjunrkumar2024No ratings yet
- Geotehnical Engg. - AEE - CRPQsDocument48 pagesGeotehnical Engg. - AEE - CRPQsSureshKonamNo ratings yet
- User Mode I. System Support Processes: de Leon - Dolliente - Gayeta - Rondilla It201 - Platform Technology - TPDocument6 pagesUser Mode I. System Support Processes: de Leon - Dolliente - Gayeta - Rondilla It201 - Platform Technology - TPCariza DollienteNo ratings yet
- CS 102 Programming Fundamentals Lecture NotesDocument14 pagesCS 102 Programming Fundamentals Lecture NotesOkay OkayNo ratings yet
- Turbine Buyers Guide - Mick Sagrillo & Ian WoofendenDocument7 pagesTurbine Buyers Guide - Mick Sagrillo & Ian WoofendenAnonymous xYhjeilnZNo ratings yet
- Epoxy Hardeners, Water-Reducible: ProductsDocument1 pageEpoxy Hardeners, Water-Reducible: ProductsDhruv SevakNo ratings yet
- PresiometroDocument25 pagesPresiometrojoseprepaNo ratings yet
- DbintfcDocument80 pagesDbintfchnr.uninstallNo ratings yet
- Massive MIMO For Communications With Drone SwarmsDocument26 pagesMassive MIMO For Communications With Drone SwarmsAsher Suranjith JayakumarNo ratings yet
- Numeri OrdinaliDocument2 pagesNumeri OrdinaliClaudioNo ratings yet
- Bellin, E. H. (1984) - The Psychoanalytic Narrative On The Transformational Axis Between Writing and SpeechDocument15 pagesBellin, E. H. (1984) - The Psychoanalytic Narrative On The Transformational Axis Between Writing and SpeechofanimenochNo ratings yet
- Inferential Statistics: Estimation and Confidence IntervalsDocument19 pagesInferential Statistics: Estimation and Confidence IntervalsHasan HubailNo ratings yet
- 1/2" Cellflex Superflexible Foam-Dielectric Coaxial Cable: SCF12-50JDocument2 pages1/2" Cellflex Superflexible Foam-Dielectric Coaxial Cable: SCF12-50JpeguigonsoNo ratings yet
- SRM Institute of Science and Technology Department of Mathematics Probability and Queueing Theory Tutorial Sheet I2Document1 pageSRM Institute of Science and Technology Department of Mathematics Probability and Queueing Theory Tutorial Sheet I2Cooldude 69No ratings yet
- Toyo ML210 thread cutting gear assembly drawingsDocument12 pagesToyo ML210 thread cutting gear assembly drawingsiril anwarNo ratings yet
- CH 07Document27 pagesCH 07Jessica Ibarreta100% (1)