You might also like
- Manual 5S PDFDocument56 pagesManual 5S PDFcarmat123456789100% (3)
- Gestion de de Calidad Basada en ProcesosDocument146 pagesGestion de de Calidad Basada en Procesoscenicerc86% (7)
- Aplicacion de La Metodología Dmaic - SimferDocument31 pagesAplicacion de La Metodología Dmaic - SimferAlvaro Montero Arellano100% (1)
- SMEDDocument4 pagesSMEDFernandaRiberaAnteloNo ratings yet
- Modelo TPM Universidades RevisionDocument213 pagesModelo TPM Universidades RevisionLuis Miguel Anaya QuintanaNo ratings yet
- Caso de Estudio de VSM - Value Stream Mapping TroqueladoraDocument20 pagesCaso de Estudio de VSM - Value Stream Mapping TroqueladoraJENNYNo ratings yet
- Finanzas Food TruckDocument2 pagesFinanzas Food TruckWilber RosasNo ratings yet
- 4 y 5 Takt Time y Balanceos de LineasDocument10 pages4 y 5 Takt Time y Balanceos de LineasEnrique Borrego Lugo100% (2)
- Trabajo OEEDocument5 pagesTrabajo OEEjose diaz100% (1)
- Modelos Practicos Con ProModelDocument30 pagesModelos Practicos Con ProModelJuan CaceresNo ratings yet
- MRP 2Document26 pagesMRP 2JhonRiderNo ratings yet
- Jorge Sanchez Distribucion en Planta Mod2 TIDocument4 pagesJorge Sanchez Distribucion en Planta Mod2 TIJorge SanchezNo ratings yet
- Ejemplo SMEDDocument39 pagesEjemplo SMEDAndrea CifuentesNo ratings yet
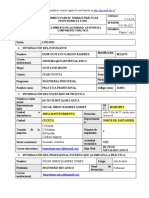
- Anexo 1 - Formato Plan de Trabajo Actualizado 2022Document7 pagesAnexo 1 - Formato Plan de Trabajo Actualizado 2022Jandy GeraldineNo ratings yet
- Unidad 4b Sistema Justo A TiempoDocument68 pagesUnidad 4b Sistema Justo A TiempoRicardo Maldonado Cortes100% (1)
- Manufactura ProyectoDocument23 pagesManufactura ProyectoGerman Usiel Alvarado Zapata0% (1)
- Balanceo de Lineas Por Metodo Yamzumi JJRBDocument14 pagesBalanceo de Lineas Por Metodo Yamzumi JJRBSamuel Morones100% (2)
- Trabajo MudasDocument12 pagesTrabajo MudasPAULA MARCELA OSORIO IDARRAGANo ratings yet
- DOP y DAPDocument3 pagesDOP y DAPHersy Flores100% (1)
- Analisis Financiero en ExcelDocument10 pagesAnalisis Financiero en ExcelErika SaldañabutistaNo ratings yet
- Producción Esbelta - Sem 02Document30 pagesProducción Esbelta - Sem 02ronaldo ryesNo ratings yet
- Indicadores Del TPMDocument3 pagesIndicadores Del TPMZulay Rincon GomezNo ratings yet
- Lean Manufacturing VSMDocument65 pagesLean Manufacturing VSMRoberto CamargoNo ratings yet
- Practica Calificada - Lean Manufacturing Ejercicio 01 1. Suponiendo Que Un Proceso de Manufactura Tenga 9.6 Hrs. Disponibles en El Día. de EseDocument3 pagesPractica Calificada - Lean Manufacturing Ejercicio 01 1. Suponiendo Que Un Proceso de Manufactura Tenga 9.6 Hrs. Disponibles en El Día. de EseJose Carlos Reyes BarrientosNo ratings yet
- SMED Material TeoricoDocument88 pagesSMED Material TeoricotrasocksNo ratings yet
- Soluciones Test Almacen - ERA PDFDocument10 pagesSoluciones Test Almacen - ERA PDFRORONo ratings yet
- Lean MaintenanceDocument5 pagesLean MaintenanceFacundo Pejovez CicarelliNo ratings yet
- Semana 04Document49 pagesSemana 04victorNo ratings yet
- Ejercicio Kanban y Heijunka Sistemas FlexiblesDocument2 pagesEjercicio Kanban y Heijunka Sistemas FlexiblesEfrain Pech CupulNo ratings yet
- SMEDDocument8 pagesSMEDSusana Martinez BuenoNo ratings yet
- 6 Herramientas TQMDocument17 pages6 Herramientas TQMalexis Zavala100% (1)
- Practica 6Document6 pagesPractica 6Alejandro Hernández PérezNo ratings yet
- Smed - Kaizen InstituteDocument12 pagesSmed - Kaizen InstituteMartín Hauría AlbarracínNo ratings yet
- Metodologia Poka YokeDocument9 pagesMetodologia Poka YokeGabriela Huaranga CuevaNo ratings yet
- Gestion de Mantenimiento - DescripciónDocument206 pagesGestion de Mantenimiento - DescripciónJose LuisNo ratings yet
- Proyecto Final Manufactura EsbeltaDocument45 pagesProyecto Final Manufactura EsbeltaBernardo VelazquezNo ratings yet
- 1.2 Carta de Proyecto y GanttDocument13 pages1.2 Carta de Proyecto y GanttDenis SánchezNo ratings yet
- Excelencia Operacional Shingo PrizeDocument4 pagesExcelencia Operacional Shingo PrizeCarlos GonzalezNo ratings yet
- Diferencias Cinco Grandes Eras en La Producción Industrial y Administración EmpresarialDocument9 pagesDiferencias Cinco Grandes Eras en La Producción Industrial y Administración EmpresarialMarianna GutierrezNo ratings yet
- Lean Manufacturing-Acosta-Velasquez-CalderonDocument21 pagesLean Manufacturing-Acosta-Velasquez-Calderonengengeng1No ratings yet
- Diseño Metodologia Lean Giraldo 2013 PDFDocument72 pagesDiseño Metodologia Lean Giraldo 2013 PDFAlbert Gonzales LopezNo ratings yet
- Kaizen UnoDocument15 pagesKaizen UnoOfelia GutierrezNo ratings yet
- 8.sistemas AndonDocument22 pages8.sistemas AndonAileen Paolita Cortez MamaniNo ratings yet
- Maradiaga, F. (2021) - SMED. CC. Argentina.Document9 pagesMaradiaga, F. (2021) - SMED. CC. Argentina.DfernandoNo ratings yet
- Guia9 DiagramaBIMANUALDocument8 pagesGuia9 DiagramaBIMANUALmauriciorobles000No ratings yet
- Takt Time para Obtener Lean ProductionDocument14 pagesTakt Time para Obtener Lean ProductionyboniNo ratings yet
- Lean Training MineriaDocument23 pagesLean Training MineriaMario Alejandro Charlin Stein100% (1)
- Practica MantenimientoDocument4 pagesPractica MantenimientoJorge Bocanegra MorenoNo ratings yet
- Namuche Huamanchumo, Víctor Enrique Zare Desposorio, Richard Anderson PDFDocument267 pagesNamuche Huamanchumo, Víctor Enrique Zare Desposorio, Richard Anderson PDFCarla OrregoNo ratings yet
- AMFEDocument16 pagesAMFEEduardo Josue Renderos VasquezNo ratings yet
- OEEDocument22 pagesOEECristian Uriel Loredo PalomoNo ratings yet
- Euro TuboDocument20 pagesEuro TuboHenry Alexander Llajaruna VillanuevaNo ratings yet
- Diplomado de Aplicación de Un Modelo de Excelencia Operacional Lean ManufacturingDocument3 pagesDiplomado de Aplicación de Un Modelo de Excelencia Operacional Lean ManufacturingMario Alejandro Charlin SteinNo ratings yet
- Lean ManufacturingDocument16 pagesLean ManufacturingRoger Cotera0% (1)
- TAREA #1 - Aplicación Del Pensamiento EsbeltoDocument9 pagesTAREA #1 - Aplicación Del Pensamiento EsbeltoDavid ReyesNo ratings yet
- Eduado+Bautista - Percy+Riveros Tesis MAESTRIA GESTION DE OPERACIONES - UCA PerúDocument130 pagesEduado+Bautista - Percy+Riveros Tesis MAESTRIA GESTION DE OPERACIONES - UCA PerúDanielIncisoNo ratings yet
- Aplicación SMEDDocument10 pagesAplicación SMEDJuan CarlosNo ratings yet
- Guia3 AIPDocument7 pagesGuia3 AIPArides MenesesNo ratings yet
- 08.02 Mapa de Proceso PDFDocument26 pages08.02 Mapa de Proceso PDFPedrito MelgarNo ratings yet
- Flujo Continuo de ProducciónDocument2 pagesFlujo Continuo de ProducciónLINA MARCELA CORREA HERNANDEZNo ratings yet
- Herramientas Lean KaizenDocument5 pagesHerramientas Lean KaizenMiguel SánchezNo ratings yet
- Presentación SmedDocument30 pagesPresentación SmedHugo LopezNo ratings yet
- Capacitación Teórica LUP 2016Document29 pagesCapacitación Teórica LUP 2016scaynNo ratings yet
- Total Productive Maintenance TPM 2013Document48 pagesTotal Productive Maintenance TPM 2013Gustavo Arias GarridoNo ratings yet
- Ejemplo de Learning To See.Document11 pagesEjemplo de Learning To See.Rafael NolteNo ratings yet
- Cómo Optimizar La Gestión y El Seguimiento de Los Recursos de Un ProyectoDocument7 pagesCómo Optimizar La Gestión y El Seguimiento de Los Recursos de Un ProyectoMarcelo Gudiño MendezNo ratings yet
- Valencia BR PDFDocument184 pagesValencia BR PDFIvan Cesar Rojas RiveraNo ratings yet
- Modelo EntrevistaDocument6 pagesModelo EntrevistaAmarainy AvilesNo ratings yet
- Test LiderDocument4 pagesTest LiderFranco VJNo ratings yet
- Boletin Redes 3 FinalDocument24 pagesBoletin Redes 3 FinalFranco VJNo ratings yet
- Etica y Moral ProfesionalDocument32 pagesEtica y Moral ProfesionalFranco VJNo ratings yet
- La Ética y El Ingeniero Industrial: Ing. Gary Rojas Cubero, Universidad Latinoamericana de Ciencia y Tecnología. 2012Document29 pagesLa Ética y El Ingeniero Industrial: Ing. Gary Rojas Cubero, Universidad Latinoamericana de Ciencia y Tecnología. 2012Franco VJNo ratings yet
- Logística y Cadena SuminstrosDocument1 pageLogística y Cadena SuminstrosFranco VJNo ratings yet
- Diapos VanessaDocument49 pagesDiapos VanessaFranco VJNo ratings yet
- Trabajo Academico de Etica y Moral ProfesionalDocument33 pagesTrabajo Academico de Etica y Moral ProfesionalFranco VJNo ratings yet
- Informe Iluminación. Niveles de LuxDocument8 pagesInforme Iluminación. Niveles de LuxFranco VJNo ratings yet
- Trabajo Academico de Etica y Moral ProfesionalDocument33 pagesTrabajo Academico de Etica y Moral ProfesionalFranco VJNo ratings yet
- Codigo DeontologicoDocument6 pagesCodigo DeontologicoAndrés Pérez AburtoNo ratings yet
- 03EGUNACDocument46 pages03EGUNACFranco VJNo ratings yet
- Codigo DeontologicoDocument6 pagesCodigo DeontologicoAndrés Pérez AburtoNo ratings yet
- Sep 04 - Control de CalidadDocument6 pagesSep 04 - Control de CalidadFranco VJNo ratings yet
- 01EGUNACDocument36 pages01EGUNACFranco VJNo ratings yet
- Estudio Del Trabajo SimbologiaDocument32 pagesEstudio Del Trabajo SimbologiaRichard Daniel Esquivel AlbaNo ratings yet
- CARLOS NUÑEZ Presentacion Esan Marzo 2012 - V FinalDocument26 pagesCARLOS NUÑEZ Presentacion Esan Marzo 2012 - V FinalFranco VJNo ratings yet
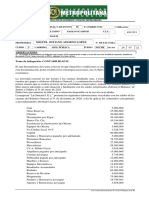
- 01ESTADUNAC2013Document38 pages01ESTADUNAC2013Franco VJNo ratings yet
- Diagrama de Operacion de ProcesosDocument18 pagesDiagrama de Operacion de ProcesosVictor Garcia0% (1)
- Valor Del Dinero en El TiempoDocument3 pagesValor Del Dinero en El TiempoFranco VJNo ratings yet
- Estudio de MercadoDocument80 pagesEstudio de MercadoLeidy PaolaNo ratings yet
- Proceso Del CloroDocument9 pagesProceso Del CloroFranco VJNo ratings yet
- Presentacionlogistica 111117181058 Phpapp02Document64 pagesPresentacionlogistica 111117181058 Phpapp02O´connerNo ratings yet
- Operador LogisticoDocument10 pagesOperador LogisticoFranco VJNo ratings yet
- Fac - Ing.Ind-Disposic - Planta-Fuentes Recomendadasciclo 2011-2Document16 pagesFac - Ing.Ind-Disposic - Planta-Fuentes Recomendadasciclo 2011-2Elías E. HerediaNo ratings yet
- Constitución de Una Sociedad Anónima Abierta (Kamila Carrasco, Karol Aliaga y Gloria Chiccaña) - Convertido - CompressedDocument71 pagesConstitución de Una Sociedad Anónima Abierta (Kamila Carrasco, Karol Aliaga y Gloria Chiccaña) - Convertido - CompressedKarol AliagaNo ratings yet
- Reporte INDECOPIDocument198 pagesReporte INDECOPIOscar CrisostomoNo ratings yet
- Terminos de Referencia Subasta Publica de Inmuebles de BaninterDocument11 pagesTerminos de Referencia Subasta Publica de Inmuebles de BaninterFrancisco AlvarezNo ratings yet
- Caso 0 Grupo 118Document10 pagesCaso 0 Grupo 118Diana CruzNo ratings yet
- Relaciones Con La AdministraciónDocument3 pagesRelaciones Con La AdministraciónPAOLO GABRIEL HUERTAS GARCIANo ratings yet
- Definicion de Documentos MercantilesDocument5 pagesDefinicion de Documentos MercantilesToño CalleNo ratings yet
- CONTADOR GENERAL Rodrigo Alejandro Monardes RojasDocument4 pagesCONTADOR GENERAL Rodrigo Alejandro Monardes RojasCalidad de Vida CorporacionNo ratings yet
- CAP-1 EspDocument79 pagesCAP-1 Espana OrbeNo ratings yet
- Finanzas Corporativas PDFDocument5 pagesFinanzas Corporativas PDFRubí RamírezNo ratings yet
- Arquetipos ACT 4Document21 pagesArquetipos ACT 4miri愛No ratings yet
- Tabla de Cláusulas Aplicables A Dirección ISO 14001 e ISO 45001Document6 pagesTabla de Cláusulas Aplicables A Dirección ISO 14001 e ISO 45001cesar cardonaNo ratings yet
- 3.-Manual 1 Versión 2024 - FefeDocument19 pages3.-Manual 1 Versión 2024 - FefeOscar Uriel Gutiérrez GarcíaNo ratings yet
- Blanca Estela Mateo Lopez T1A1Document7 pagesBlanca Estela Mateo Lopez T1A1Estela MateoNo ratings yet
- PresentaciónDocument10 pagesPresentaciónVivian Ir LunaNo ratings yet
- Informe Contabilidad Gerencial, Luis y MarcoDocument6 pagesInforme Contabilidad Gerencial, Luis y MarcoMarcoAntonioSilveiraNo ratings yet
- EP D4ON 00 Vegoria Huerta Anthony JoséDocument5 pagesEP D4ON 00 Vegoria Huerta Anthony JoséALEJOS VEGA ANDREA GIMENANo ratings yet
- Balanza de Pagos, Posición Desinversión Internacional y Deuda ExternaDocument34 pagesBalanza de Pagos, Posición Desinversión Internacional y Deuda ExternaCristianMilciadesNo ratings yet
- Orden de Compra PDFDocument1 pageOrden de Compra PDFjorge hernandezNo ratings yet
- Presentacion Proyecto Mabel y KarenDocument10 pagesPresentacion Proyecto Mabel y Karenmaria belen sarzosa viracochaNo ratings yet
- Matriz Foda - Matriz 5 Fuerzas Michael Porter Community Manager.Document5 pagesMatriz Foda - Matriz 5 Fuerzas Michael Porter Community Manager.KAREN PAMELA CARDENAS SALAZARNo ratings yet
- Paolo Ocampos Examen Final Virtual Contabilidad II CapitalDocument10 pagesPaolo Ocampos Examen Final Virtual Contabilidad II CapitalpaoloNo ratings yet
- AquariusDocument2 pagesAquariusXimenaLopezCifuentes100% (1)
- Presentacion Contabilidad Financiera1Document58 pagesPresentacion Contabilidad Financiera1steven suspesNo ratings yet
- Ranking 100 Startups Innovadoras 2021-Bpvrc4Document122 pagesRanking 100 Startups Innovadoras 2021-Bpvrc4seycolNo ratings yet
- Guia de Aprendizaje 3Document6 pagesGuia de Aprendizaje 3Víctor Mario Blandón LópezNo ratings yet
- T8 - Cementos PacasmayoDocument39 pagesT8 - Cementos PacasmayoJose Eduardo Heras ChiquesNo ratings yet
- Riesgo Pais, EMBI y El Indice Dow JonesDocument4 pagesRiesgo Pais, EMBI y El Indice Dow JonesYessenia AlmeidaNo ratings yet