You might also like
- FsafsaDocument45 pagesFsafsapvmssonNo ratings yet
- Catalouge PDFDocument8 pagesCatalouge PDFSurendra MalasaneNo ratings yet
- Engineering Materials: An OverviewDocument55 pagesEngineering Materials: An Overviewpkn_pnt9950No ratings yet
- Piping MaterialDocument45 pagesPiping MaterialLcm TnlNo ratings yet
- A 447Document27 pagesA 447superman3kNo ratings yet
- Introduction To The Family of Stainless SteelsDocument29 pagesIntroduction To The Family of Stainless Steelspipedown456No ratings yet
- BS 970Document5 pagesBS 970aezeadNo ratings yet
- How To Weld Fully Austenitic Stainless SteelsDocument20 pagesHow To Weld Fully Austenitic Stainless SteelsCarlos Bermejo AlvarezNo ratings yet
- Corrosion Guide - Stainless Internation NickelDocument20 pagesCorrosion Guide - Stainless Internation NickelJohn BurkeNo ratings yet
- Lincoln Stainless Welding GuideDocument40 pagesLincoln Stainless Welding GuideAnonymous yQ7SQr100% (1)
- Principal of DPTDocument5 pagesPrincipal of DPTJhandu KumarNo ratings yet
- BS 970 SteelsDocument8 pagesBS 970 SteelsTamal Guha100% (2)
- Stainless Steel Grade Composition ChartDocument8 pagesStainless Steel Grade Composition ChartZaveri SagarNo ratings yet
- Principal of DPTDocument5 pagesPrincipal of DPTAkshith SulliaNo ratings yet
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 pagesMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNo ratings yet
- Born From Fire, Made To Endure: Stainless SteelDocument12 pagesBorn From Fire, Made To Endure: Stainless Steelqnetomid55No ratings yet
- Classif AçosDocument7 pagesClassif AçoslavascudoNo ratings yet
- Steel ClassificationDocument8 pagesSteel ClassificationMidhun K ChandraboseNo ratings yet
- Steel Grades, Properties and Global Standards Steel Grades, Chemical Composition, ProductsDocument1 pageSteel Grades, Properties and Global Standards Steel Grades, Chemical Composition, Productskeyur1109No ratings yet
- Stainless Steel AISI Grades For PM ApplicationsDocument16 pagesStainless Steel AISI Grades For PM ApplicationsAxtronNo ratings yet
- Welding PresentationDocument48 pagesWelding Presentationedu_canete100% (2)
- Austenitic Standard GradesDocument6 pagesAustenitic Standard Gradesfierro44No ratings yet
- The Role Stainless Steel in Industrial Heat ExchangersDocument46 pagesThe Role Stainless Steel in Industrial Heat ExchangerswholenumberNo ratings yet
- 316 316L DataBulletinDocument7 pages316 316L DataBulletinAbdurohman RawindaNo ratings yet
- Duplex Stainless SteelDocument24 pagesDuplex Stainless SteeljeffreymacaseroNo ratings yet
- Aalco Datasheet ST ST SpecificationsDocument5 pagesAalco Datasheet ST ST SpecificationsAmer Y KNo ratings yet
- Tabela Aço Inox PDFDocument8 pagesTabela Aço Inox PDFjucalele77No ratings yet
- Construction Materials For Pressure Vesel NewDocument34 pagesConstruction Materials For Pressure Vesel NewArun ArumugamNo ratings yet
- Sunny Steel Enterprise LTD.: Collect Steel Pipe and Fitting ResourcesDocument7 pagesSunny Steel Enterprise LTD.: Collect Steel Pipe and Fitting ResourcesAngirekula gopi krishnaNo ratings yet
- Austenitic Stainless SteelsDocument23 pagesAustenitic Stainless SteelsAndrea VieyraNo ratings yet
- AL 316 - 317dataDocument14 pagesAL 316 - 317dataClaudia MmsNo ratings yet
- Welding Practice For Duplex-1 PDFDocument18 pagesWelding Practice For Duplex-1 PDFBipin Rohit100% (1)
- Introduction LetterDocument22 pagesIntroduction LetterVvipul MaheshwariNo ratings yet
- Material CladeadoDocument13 pagesMaterial Cladeadowilian_coelho3309No ratings yet
- Stainless Steel Five TypesDocument40 pagesStainless Steel Five Typessids82No ratings yet
- Stainless Steel Grade Composition ChartDocument8 pagesStainless Steel Grade Composition Chart23OtterNo ratings yet
- SS - LincolnDocument40 pagesSS - LincolnLuis DuarteNo ratings yet
- SCC of Ss in NAOHDocument9 pagesSCC of Ss in NAOHKarna2504No ratings yet
- QC Piping Inspector Notes Part-IDocument39 pagesQC Piping Inspector Notes Part-Imanojballa100% (1)
- SAE Steel GradesDocument10 pagesSAE Steel GradesMukesh GuptaNo ratings yet
- Corrosion ScienceDocument18 pagesCorrosion SciencePrem NautiyalNo ratings yet
- Atmospheric Corrosion Resisting SteelDocument10 pagesAtmospheric Corrosion Resisting SteelCarlos PadillaNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Control and Analysis in Iron and SteelmakingFrom EverandControl and Analysis in Iron and SteelmakingRating: 3 out of 5 stars3/5 (2)
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- American Blacksmithing, Toolsmiths' and Steelworkers' Manual - It Comprises Particulars and Details Regarding:: the Anvil, Tool Table, Sledge, Tongs, Hammers, How to use Them, Correct Position at an Anvil, Welding, Tube Expanding, the Horse, Anatomy of the Foot, Horseshoes, Horseshoeing, Hardening a Plowshare and BabbitingFrom EverandAmerican Blacksmithing, Toolsmiths' and Steelworkers' Manual - It Comprises Particulars and Details Regarding:: the Anvil, Tool Table, Sledge, Tongs, Hammers, How to use Them, Correct Position at an Anvil, Welding, Tube Expanding, the Horse, Anatomy of the Foot, Horseshoes, Horseshoeing, Hardening a Plowshare and BabbitingNo ratings yet
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesFrom EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNo ratings yet
- High Temperature Corrosion: Fundamentals and EngineeringFrom EverandHigh Temperature Corrosion: Fundamentals and EngineeringNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- The KeyphasorDocument8 pagesThe KeyphasorPPMNo ratings yet
- STG Over Speed Trip SystemDocument4 pagesSTG Over Speed Trip SystemPPMNo ratings yet
- 2015.01.jan - Vol.312.N 1 PDFDocument116 pages2015.01.jan - Vol.312.N 1 PDFPPMNo ratings yet
- Friction PowerDocument1 pageFriction PowerPPMNo ratings yet
- Vibration Severity ChartDocument1 pageVibration Severity ChartPPMNo ratings yet
- How Are Enveloping Spectra Plots ProcessedDocument1 pageHow Are Enveloping Spectra Plots ProcessedPPMNo ratings yet
- Pressure Regulator Filter Relief Valve, Burst Disc Check Valve Quick Disconnect Manual Valve Pump Flow Meter Orifice Flex Hose Heat ExchangerDocument1 pagePressure Regulator Filter Relief Valve, Burst Disc Check Valve Quick Disconnect Manual Valve Pump Flow Meter Orifice Flex Hose Heat ExchangerPPMNo ratings yet
- API 670 MPS Overspeed DetectionDocument2 pagesAPI 670 MPS Overspeed DetectionPPMNo ratings yet
- Bearing FitsDocument9 pagesBearing FitsPPMNo ratings yet
- Analog Voting Circuit Is More Flexible Than Its Digital VersionDocument2 pagesAnalog Voting Circuit Is More Flexible Than Its Digital VersionPPM0% (1)
- Freq. Response ParametersDocument4 pagesFreq. Response ParametersPPMNo ratings yet
- Basic Load Cases Used For Piping Stress AnalysisDocument4 pagesBasic Load Cases Used For Piping Stress AnalysisPPMNo ratings yet
- 12 Things Senior Citizen Can DoDocument1 page12 Things Senior Citizen Can DoPPMNo ratings yet
- Iron and Steel Making Part 2: Steel Making Lecture 1: FerroalloysDocument37 pagesIron and Steel Making Part 2: Steel Making Lecture 1: Ferroalloysيوسف عادل حسانينNo ratings yet
- Abrasion Resistance of Iron-Based Hardfacing AlloysDocument10 pagesAbrasion Resistance of Iron-Based Hardfacing AlloysRolando Mario Nuñez MonrroyNo ratings yet
- Material Carbon Steel (CS) Stainless Steel (SS) Low Alloy Steel (LAS) Low Temp. Carbon Steel (LTCS)Document1 pageMaterial Carbon Steel (CS) Stainless Steel (SS) Low Alloy Steel (LAS) Low Temp. Carbon Steel (LTCS)jignesh chauhanNo ratings yet
- Material Designation Comparison of German and Chinese - 2007Document23 pagesMaterial Designation Comparison of German and Chinese - 2007yw_oulalaNo ratings yet
- Great Britain BS Metals Standard NumbersDocument10 pagesGreat Britain BS Metals Standard NumbersRajesh N Priya GopinathanNo ratings yet
- The World Specialist in Nickel Based Alloy Wire: Phyweld 82Document1 pageThe World Specialist in Nickel Based Alloy Wire: Phyweld 82brunizzaNo ratings yet
- Alloy Steel Astm Asme A 335 GR p2 Seamless PipeDocument15 pagesAlloy Steel Astm Asme A 335 GR p2 Seamless PipeApurva GuptaNo ratings yet
- Properties of Pig Iron: UsesDocument10 pagesProperties of Pig Iron: UsesMahrukh SaleemNo ratings yet
- Metal Solid IronDocument46 pagesMetal Solid IronImelda SitumorangNo ratings yet
- Common Abbreviations in The Valve IndustryDocument10 pagesCommon Abbreviations in The Valve IndustryNath BoyapatiNo ratings yet
- Great Minds of Carbon Equivalent CompleteDocument14 pagesGreat Minds of Carbon Equivalent CompleteColonelprivate100% (1)
- Swing MillDocument6 pagesSwing MillalphatoolsNo ratings yet
- TTT Phase DiagramDocument9 pagesTTT Phase Diagramhari krishnaNo ratings yet
- Welding Filler MetalDocument1 pageWelding Filler MetalBharath KumarNo ratings yet
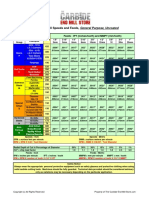
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedDocument1 pageCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakNo ratings yet
- Buckeye Hardware CatalogDocument138 pagesBuckeye Hardware CatalogJeffNo ratings yet
- General Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingDocument62 pagesGeneral Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingclaudiaNo ratings yet
- Color Code ChartDocument14 pagesColor Code ChartManoj Kumar100% (1)
- Pressure Temperature RatingsDocument1 pagePressure Temperature Ratingsgonzalez_a_benjaminNo ratings yet
- Unit 8Document2 pagesUnit 8Berina DelicNo ratings yet
- Aceros Tabla DipticoDocument1 pageAceros Tabla DipticoBeatriz Ruiz UrueñaNo ratings yet
- IRSM-28-12 Final DraftDocument43 pagesIRSM-28-12 Final DraftShiv PandeyNo ratings yet
- Catalog Metals Solid Web PDFDocument204 pagesCatalog Metals Solid Web PDFVladimir KrzalicNo ratings yet
- M - ENG - DIS v1.1Document96 pagesM - ENG - DIS v1.1Ahmed Emad Ahmed100% (1)
- Nickel Base AlloysDocument2 pagesNickel Base AlloysElMacheteDelHuesoNo ratings yet
- ASTM Structural and Constructional Steels Standard ListDocument5 pagesASTM Structural and Constructional Steels Standard ListAlmario SagunNo ratings yet
- Electrode SelectionDocument1 pageElectrode SelectionRachel ThompsonNo ratings yet
- 1 Brammer Metal Solid IronDocument46 pages1 Brammer Metal Solid Ironrinki3253298No ratings yet
- E Book On SS WeldingDocument71 pagesE Book On SS WeldingNiranjan Rajavel TigerNo ratings yet
- ME692 - Welding - Lecture Till 6 FebDocument107 pagesME692 - Welding - Lecture Till 6 Febpramrahar20No ratings yet