You might also like
- Manual de Soldadura - OERLIKONDocument287 pagesManual de Soldadura - OERLIKONRicardo Nicolás Barchetta92% (13)
- Laboratorio de Inyección Electrónica de GasolinaDocument238 pagesLaboratorio de Inyección Electrónica de GasolinaJavier Hector Caya100% (3)
- Control dispositivos mediciónDocument4 pagesControl dispositivos mediciónSebastian StoianovNo ratings yet
- Como Rebobinar Un Motor ElectricoDocument32 pagesComo Rebobinar Un Motor ElectricoJuan Camilo Restrepo López100% (1)
- Servicio de Posventa PDFDocument14 pagesServicio de Posventa PDFEsteban ArruaNo ratings yet
- Intedya Taller Consultoria UNE 166002-2014Document22 pagesIntedya Taller Consultoria UNE 166002-2014lismarfNo ratings yet
- Mezclador EstaticoDocument26 pagesMezclador EstaticoLerida SalazarNo ratings yet
- PDS HEMPADUR MASTIC 45880 es-ES PDFDocument3 pagesPDS HEMPADUR MASTIC 45880 es-ES PDFManuel CastanonNo ratings yet
- Fabricación bola plasma 40VDocument5 pagesFabricación bola plasma 40VFreddy Montalvo Agüero0% (1)
- Ergonomia 1Document175 pagesErgonomia 1Adrian PitaNo ratings yet
- Criterio Asme b31.1 ESPAÑOL RadiografiaDocument5 pagesCriterio Asme b31.1 ESPAÑOL RadiografiaJulio HernándezNo ratings yet
- Bmc14081-Mec-po-009 Procedimiento Operativo de Medicion de Espesor de Pelicula SecaDocument6 pagesBmc14081-Mec-po-009 Procedimiento Operativo de Medicion de Espesor de Pelicula SecaKarla VelascoNo ratings yet
- ASTM - FALLAS DE LOS RECUBRIMIENTOS - 2019, Junio PDFDocument8 pagesASTM - FALLAS DE LOS RECUBRIMIENTOS - 2019, Junio PDFsauloctNo ratings yet
- Formato 131 Rolado de LaminasDocument5 pagesFormato 131 Rolado de LaminasSandraNo ratings yet
- Centrales EcuadorDocument8 pagesCentrales EcuadorMishel Salazar DefazNo ratings yet
- Evaluación Movimientos de La TierraDocument4 pagesEvaluación Movimientos de La TierraClau GuzmánNo ratings yet
- Legrand Tableros A Norma PDFDocument40 pagesLegrand Tableros A Norma PDFAndres Gomez Rojas100% (2)
- R 4.9-3-0-67 Plan para Las Pruebas HidrostáticasDocument1 pageR 4.9-3-0-67 Plan para Las Pruebas HidrostáticasHenry Garavito RamirezNo ratings yet
- Plan Implantación ISO 9001Document1 pagePlan Implantación ISO 9001Abraham BejarNo ratings yet
- En 288-4-Especificacion de Procedimiento de Soldeo para Materiales Metalicos-parte4-Cualificacion de Procedimiento de Soldeo Por Arco de Aluminio y Aleaciones ImprimidoDocument42 pagesEn 288-4-Especificacion de Procedimiento de Soldeo para Materiales Metalicos-parte4-Cualificacion de Procedimiento de Soldeo Por Arco de Aluminio y Aleaciones Imprimidomanuel floresNo ratings yet
- Curso Auditor Interno SGC ISO 9001-2015Document2 pagesCurso Auditor Interno SGC ISO 9001-2015Jessica Ballarta PérezNo ratings yet
- Mcal10!13!01 Manual de Calidad Dispac S.A. E.S.P.Document87 pagesMcal10!13!01 Manual de Calidad Dispac S.A. E.S.P.davih007100% (1)
- Control de calidad y garantía de calidad en la construcción de aceroDocument20 pagesControl de calidad y garantía de calidad en la construcción de aceroDieGo Trávez CruzNo ratings yet
- Practica Escrita SecapruhDocument12 pagesPractica Escrita SecapruhMaldonado CarlosNo ratings yet
- Normas para Dibujo Tecnico PDFDocument38 pagesNormas para Dibujo Tecnico PDFSANDRA NAYIBE GUTIERREZ AVILANo ratings yet
- Porticos arriostrados concentricamenteDocument119 pagesPorticos arriostrados concentricamentekevinNo ratings yet
- Normas para TermoplasticosDocument10 pagesNormas para TermoplasticosCristhian AndresNo ratings yet
- Esquemas de certificación de productosDocument1 pageEsquemas de certificación de productosmeloNo ratings yet
- Graco XP 70Document8 pagesGraco XP 70eddiamjmhNo ratings yet
- RCM Mantenimiento Centrado en Confiabilidad 1Document63 pagesRCM Mantenimiento Centrado en Confiabilidad 1gordito lindoNo ratings yet
- Mantenimiento Basado en ConfiabilidadDocument57 pagesMantenimiento Basado en ConfiabilidadStephanie Rojas100% (1)
- Estabilidad de Una BarcazaDocument8 pagesEstabilidad de Una BarcazaAna Maria Gomez PlazasNo ratings yet
- Propiedades Cualitativas, Extensivas e IntensivasDocument11 pagesPropiedades Cualitativas, Extensivas e IntensivasOaaIeeNñzPpk100% (2)
- Calculo de Curvado y DobladoDocument54 pagesCalculo de Curvado y DobladoJorge Enco Paredes100% (2)
- Chasis Tubular Mediante Elementos FinitosDocument196 pagesChasis Tubular Mediante Elementos Finitosmiguel04891No ratings yet
- Valvulas API 602Document12 pagesValvulas API 602Jair GonzalezNo ratings yet
- Iso 9001Document2 pagesIso 9001TinoroNo ratings yet
- Lista Diagnostico Frente A La Calidad Basado en La Norma Iso 9001Document16 pagesLista Diagnostico Frente A La Calidad Basado en La Norma Iso 9001Thaiz Daniela Esquivel LeguiaNo ratings yet
- Prueba de Determinación de Agua y Aceite en Aire Comprimido - Tanques de Soda Cáustica - TMDocument5 pagesPrueba de Determinación de Agua y Aceite en Aire Comprimido - Tanques de Soda Cáustica - TMEdwin Ronald Chuke0% (1)
- Para Construir Un Auto RéplicaDocument14 pagesPara Construir Un Auto Réplicanes21300% (1)
- Normalizacion 110428113237 Phpapp02 PDFDocument11 pagesNormalizacion 110428113237 Phpapp02 PDFMoises Abraham Caripas RojasNo ratings yet
- APPCC EMpresas Derivados de HarinasDocument38 pagesAPPCC EMpresas Derivados de HarinasAdelkyNo ratings yet
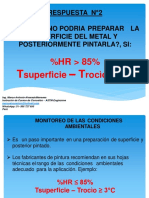
- IFS - CUC - ESC495HR - DIPEERT213 - PAT7 (Autoguardado)Document18 pagesIFS - CUC - ESC495HR - DIPEERT213 - PAT7 (Autoguardado)Alex TrujilloNo ratings yet
- Brochure Sgs HseqDocument7 pagesBrochure Sgs HseqEspinoza SebastianNo ratings yet
- Control de CalidadDocument6 pagesControl de CalidadUlises Barrientos SánchezNo ratings yet
- Análisis DAFO - Todo Lo Que Necesitas Saber - Ryte WikiDocument9 pagesAnálisis DAFO - Todo Lo Que Necesitas Saber - Ryte WikiRosane Da Silva DiasNo ratings yet
- Herramientas de la industria automotrizDocument32 pagesHerramientas de la industria automotrizNestorNo ratings yet
- Trabajo Final - RCM - Victor Gamarra PinedoDocument10 pagesTrabajo Final - RCM - Victor Gamarra PinedoVictor Martin Gamarra PinedoNo ratings yet
- Procedimiento - Identificación y Trazabilidad - CDocument9 pagesProcedimiento - Identificación y Trazabilidad - CJesus CondoriNo ratings yet
- Preguntas Frecuentes Al Modelo EFQM 2020Document17 pagesPreguntas Frecuentes Al Modelo EFQM 2020VIOLETA PALOMINONo ratings yet
- ETP LAF Rev 9Document15 pagesETP LAF Rev 9Mariano Hernán100% (1)
- Manual Micro XystemDocument259 pagesManual Micro XystemEquadobe SASNo ratings yet
- Costo Iso 9001Document5 pagesCosto Iso 9001YARITZA DEL CARMEN COTRINA QUINTANANo ratings yet
- Cuadro de Ligas Aluminio 360,380 y Otros PDFDocument0 pagesCuadro de Ligas Aluminio 360,380 y Otros PDFIvan Roger Garcia GutierrezNo ratings yet
- SSPC PA2 Especif - para Aplicacion de PinturaDocument16 pagesSSPC PA2 Especif - para Aplicacion de PinturaJulio Bacilio CruzNo ratings yet
- Electrodos RevestidosDocument10 pagesElectrodos RevestidosgeegtNo ratings yet
- K062-BVP-CVPUE-CQ-N-PR-007 Procedimiento NDE MÎ Todo LÏ Quidos Penetrantes PDFDocument39 pagesK062-BVP-CVPUE-CQ-N-PR-007 Procedimiento NDE MÎ Todo LÏ Quidos Penetrantes PDFJosé Luis TolaNo ratings yet
- Formulario de Visita TécnicaDocument1 pageFormulario de Visita TécnicaGabriel Andres Altamirano100% (1)
- 1.Tc - Auditor Interno Hseq - 40 HorasDocument5 pages1.Tc - Auditor Interno Hseq - 40 HorasNatalia SuarezNo ratings yet
- Chasis Kart CrossDocument26 pagesChasis Kart CrossAlex UchuariNo ratings yet
- LAS CONDICIONES AMBIENTALES PARA EL PINTADO INDUSTRIAL - Nov-2020Document9 pagesLAS CONDICIONES AMBIENTALES PARA EL PINTADO INDUSTRIAL - Nov-2020marco alvaradoNo ratings yet
- Inspeccion y Cartas de ControlDocument59 pagesInspeccion y Cartas de ControlJohnny Preciado LaverdeNo ratings yet
- Estudio de Un Chasis Tubular PDFDocument196 pagesEstudio de Un Chasis Tubular PDFLuigi GhiggoNo ratings yet
- NL14.106. Corte Térmico en 1090Document3 pagesNL14.106. Corte Térmico en 1090cequurt100% (1)
- Nte Inen 3020Document25 pagesNte Inen 3020leopardo7No ratings yet
- Reparacion Carroceria SAN REMODocument17 pagesReparacion Carroceria SAN REMORicky SantiagoNo ratings yet
- Avance Implementacion ISO 9001Document4 pagesAvance Implementacion ISO 9001RDario Dario RosemaryNo ratings yet
- Manual Procedimientos EMA PDFDocument28 pagesManual Procedimientos EMA PDFEliud CastilloNo ratings yet
- Grupo Nº08 - Proceso de DobladoDocument13 pagesGrupo Nº08 - Proceso de DobladoRaul FigueroaNo ratings yet
- RoladoDocument8 pagesRoladoDavid LemaNo ratings yet
- Trabajo Con LaminaDocument39 pagesTrabajo Con LaminajavierpapiricoNo ratings yet
- Archiveros 2 y 3Document6 pagesArchiveros 2 y 3Alan EduardoNo ratings yet
- Operacion de MecanizadoDocument13 pagesOperacion de MecanizadoAlan EduardoNo ratings yet
- Avdel Tuercas Remachables ESDocument52 pagesAvdel Tuercas Remachables ESAlan EduardoNo ratings yet
- 2014 10 0618 18 53herralum - 2014 PDFDocument94 pages2014 10 0618 18 53herralum - 2014 PDFAlan EduardoNo ratings yet
- MC-2131 Guía Manejo de SolidWorksDocument59 pagesMC-2131 Guía Manejo de SolidWorksAlberto J Salcedo MNo ratings yet
- Aceromex PDFDocument38 pagesAceromex PDFIrvinPechNo ratings yet
- Nacionalbyn CoordDocument1 pageNacionalbyn CoordAlan EduardoNo ratings yet
- 5 Centro de Carga Norma Nema Bticino TivenDocument26 pages5 Centro de Carga Norma Nema Bticino TivenMiguel Angel Beltran Velazquez100% (1)
- Diametros BrocasDocument1 pageDiametros BrocasDiana Carolina LeonNo ratings yet
- Volumen 5 Tomo I Instalaciones ElectricasDocument40 pagesVolumen 5 Tomo I Instalaciones ElectricasJose MendezNo ratings yet
- 100 - 01-Dibujo TecnicoDocument36 pages100 - 01-Dibujo TecnicoJose OchoaNo ratings yet
- Mantenimiento y Soluciones Industriales Soldaduras Guia Del Soldador Tabla de Soldaduras 802025 PDFDocument23 pagesMantenimiento y Soluciones Industriales Soldaduras Guia Del Soldador Tabla de Soldaduras 802025 PDFGuz KoutNo ratings yet
- Resistencias Tablas PDFDocument21 pagesResistencias Tablas PDFjuancampos45No ratings yet
- Diametros de ConductoresDocument1 pageDiametros de ConductoresYeye AngelNo ratings yet
- Ejercicios de Doblado PDFDocument4 pagesEjercicios de Doblado PDFTony Garrido LiñanNo ratings yet
- Ii - Interruptores Termomagneticos de Caja Moldeada-Serie CDocument23 pagesIi - Interruptores Termomagneticos de Caja Moldeada-Serie CAntonio Brambila100% (1)
- CorregCapacitores para Correccion de Factor de Potencia PDFDocument27 pagesCorregCapacitores para Correccion de Factor de Potencia PDFAlan EduardoNo ratings yet
- Normalizacion y AcotacionDocument27 pagesNormalizacion y AcotacionXavier HernandezNo ratings yet
- Grados de Proteccion IPDocument13 pagesGrados de Proteccion IPCarlos VargasNo ratings yet
- Soluciones para Protección de Circuitos: Fusibles Ultra-RápidosDocument45 pagesSoluciones para Protección de Circuitos: Fusibles Ultra-RápidosJose CamachoNo ratings yet
- Estudio Termico de Tuberia PDFDocument41 pagesEstudio Termico de Tuberia PDFAlan EduardoNo ratings yet
- Disipacion de CalorDocument32 pagesDisipacion de CalorsoyteleNo ratings yet
- Bridas PDFDocument73 pagesBridas PDFJd Gm100% (1)
- Sheet Metal Parameters AlibreDocument7 pagesSheet Metal Parameters AlibreJohn HenryNo ratings yet
- Aisi 1018Document3 pagesAisi 1018davidxav23No ratings yet
- Fijar Cargas Pesadas en Una ParedDocument9 pagesFijar Cargas Pesadas en Una ParedElio MoralesNo ratings yet
- Acotado2 PDFDocument35 pagesAcotado2 PDFPatsy SanchezNo ratings yet
- Mrex Pdvsa Gas PDFDocument54 pagesMrex Pdvsa Gas PDFALFREDO CARABALLONo ratings yet
- Tercera Ley de Newton Del MovimientoDocument8 pagesTercera Ley de Newton Del Movimientoangile diazNo ratings yet
- Propiedades MecanicasDocument11 pagesPropiedades MecanicasLuis MolinaNo ratings yet
- Fisiologia Vegetal 4 ExpDocument9 pagesFisiologia Vegetal 4 ExpJorge Luis Lemos ChaverraNo ratings yet
- FERROBUSDocument22 pagesFERROBUSAlejandro Quinteros CabreraNo ratings yet
- Silabo Cirana IDocument7 pagesSilabo Cirana IjassaNo ratings yet
- Ejercicios de CalorDocument9 pagesEjercicios de CalorJuan CarlosNo ratings yet
- 5 TamizadoDocument71 pages5 TamizadoDiegoAlejandroAvilaRinconNo ratings yet
- Especificaciones Tecnicas ElectricasDocument14 pagesEspecificaciones Tecnicas Electricasderlis navarreteNo ratings yet
- Tema 5Document26 pagesTema 5Ana Sansano PérezNo ratings yet
- Rectificador de media onda con diodo y resistenciaDocument8 pagesRectificador de media onda con diodo y resistenciaIvan MedranoNo ratings yet
- Teorema Fundamental Del Cálculo: AntiderivadasDocument21 pagesTeorema Fundamental Del Cálculo: Antiderivadasingrid rauNo ratings yet
- Metodo de Los Desplazamientos Analisis EstructuralDocument9 pagesMetodo de Los Desplazamientos Analisis EstructuralJose AdansNo ratings yet
- Puerto Ordaz Juli Fisica 3Document5 pagesPuerto Ordaz Juli Fisica 3Julianny SalazarNo ratings yet
- Reporte de Practica 1 1Document11 pagesReporte de Practica 1 1Jorge LuisNo ratings yet
- Anteproyecto La Maquina Petrolera TomasDocument11 pagesAnteproyecto La Maquina Petrolera Tomasjhoany leivaNo ratings yet
- Teorema de BayesDocument2 pagesTeorema de BayesRodrigo Ledesma0% (1)
- Simulación viento gradasDocument193 pagesSimulación viento gradasErnestoNo ratings yet
- Taller Densidad TemperaturaDocument3 pagesTaller Densidad TemperaturaYared Pino MartinezNo ratings yet
- Tecnicas de Seguridad Aplicadas A MaquinasDocument31 pagesTecnicas de Seguridad Aplicadas A Maquinascielogaby100% (2)
- Losa CárcamoDocument4 pagesLosa CárcamoJuan Manuel Martínez LópezNo ratings yet