You might also like
- Welding of Dissimilar Ferritic Joints For New Power Plant SteelsDocument21 pagesWelding of Dissimilar Ferritic Joints For New Power Plant SteelsspinpinNo ratings yet
- 0101e - Guide For Applicant CosDocument14 pages0101e - Guide For Applicant Cos99demonNo ratings yet
- Welding ElotrodeDocument3 pagesWelding ElotrodeNiranjan khatuaNo ratings yet
- Type 347-347H Stainless SteelDocument2 pagesType 347-347H Stainless SteelPravin PawarNo ratings yet
- Care & Cleaning - Stainless Steel PDFDocument7 pagesCare & Cleaning - Stainless Steel PDFpsp710No ratings yet
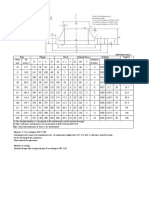
- Class 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced FlangesDocument1 pageClass 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced Flanges║║ Joe Beca ║║No ratings yet
- Welding Electrodes Types and Application Procedures Welding DefectsDocument77 pagesWelding Electrodes Types and Application Procedures Welding DefectsmkpqNo ratings yet
- Arc Welding - Calculator ChartDocument3 pagesArc Welding - Calculator ChartDr. Ladeesh V GopinathNo ratings yet
- Din Flange Din 2627: (Dimensions in MM.)Document12 pagesDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönNo ratings yet
- Iso 2553Document8 pagesIso 2553Eduardo TeixeiraNo ratings yet
- Marco o Ring Size Chart Japanese PDFDocument12 pagesMarco o Ring Size Chart Japanese PDFraymond ngoNo ratings yet
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Add02 1060.1Document14 pagesAdd02 1060.1Diego Calderón AlvaradoNo ratings yet
- Totten CatalogDocument19 pagesTotten CatalogxpertsteelNo ratings yet
- Weight Per Meter of WeldDocument1 pageWeight Per Meter of Weldreza329329No ratings yet
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFDocument16 pagesA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrNo ratings yet
- DRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Document18 pagesDRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Osu AmpawanonNo ratings yet
- DIN 17100 TablasDocument2 pagesDIN 17100 Tablasanonimarium100% (3)
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Document5 pagesSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiNo ratings yet
- ANSI Fittings WeightsDocument42 pagesANSI Fittings Weightsmatthewwalls4386No ratings yet
- Projection Welding Guide for Materials & DesignDocument20 pagesProjection Welding Guide for Materials & DesignCebrac ItatibaNo ratings yet
- Legally Binding US Standard for Cold-Formed Steel TubingDocument8 pagesLegally Binding US Standard for Cold-Formed Steel TubingpradellesNo ratings yet
- Convexity Aws PDFDocument4 pagesConvexity Aws PDFHJ SJNo ratings yet
- Nickel Alloy Based Filler MetalDocument1 pageNickel Alloy Based Filler MetaljoehodohNo ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- Weld Joint Detail PDFDocument9 pagesWeld Joint Detail PDFKosit WongpinkaewNo ratings yet
- Certification: Structural Steel and Bolting Special Inspector Exam ID: S1Document2 pagesCertification: Structural Steel and Bolting Special Inspector Exam ID: S1Ammar A. AliNo ratings yet
- Asme-Bpvc Sec Viii-2 Int Vol 61Document12 pagesAsme-Bpvc Sec Viii-2 Int Vol 61mostafa aliNo ratings yet
- AWS C5.10/C5.10M:2003 - Guide to Shielding GasesDocument6 pagesAWS C5.10/C5.10M:2003 - Guide to Shielding GasesBoby ThomasNo ratings yet
- 30 CR Ni Mo 8Document2 pages30 CR Ni Mo 8Amy GriffinNo ratings yet
- Flange Face Surface FinishDocument2 pagesFlange Face Surface FinishJoel Ashley D'SouzaNo ratings yet
- CatalogDocument235 pagesCatalogcustomerx50% (4)
- Brazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedDocument20 pagesBrazing: Brazing Is A Metal-Joining Process in Which Two or More Metal Items Are JoinedAaquil RaziNo ratings yet
- Stainless Steel Alloys Comparsion ChartDocument3 pagesStainless Steel Alloys Comparsion Chartsengcyan100% (1)
- ABS EH36 Shipbuilding Steel GuideDocument3 pagesABS EH36 Shipbuilding Steel GuideElizabeth HarrisNo ratings yet
- AWS Guide for Welding Mild Steel PipeDocument6 pagesAWS Guide for Welding Mild Steel Pipekhairy20130% (1)
- How To Weld "T-1" Constructional Alloy Steels: ForewordDocument12 pagesHow To Weld "T-1" Constructional Alloy Steels: ForewordjoseritoNo ratings yet
- Forgingforging ProcessDocument13 pagesForgingforging Processpatel ketanNo ratings yet
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- Difference Between Weld Layer Versus Bead Versus PassDocument6 pagesDifference Between Weld Layer Versus Bead Versus Passlram70No ratings yet
- Weld Quality PDFDocument31 pagesWeld Quality PDFNaceur TurkiNo ratings yet
- Welding Joint Design and Welding SymbolsDocument43 pagesWelding Joint Design and Welding Symbolsnavas hassanNo ratings yet
- AluminizedDocument4 pagesAluminizedmarkengineerNo ratings yet
- AISI 12L14 Steel Analysis and PropertiesDocument2 pagesAISI 12L14 Steel Analysis and PropertiessyuepiNo ratings yet
- Manufacturing Head Types for Pressure Vessels and TanksDocument6 pagesManufacturing Head Types for Pressure Vessels and TanksJohn MaldonadoNo ratings yet
- Basic Welding GuideDocument71 pagesBasic Welding GuideIsac Newton100% (1)
- The Welding Metallurgy of HASTELLOY Alloys C-4, C-22, and C-276Document2 pagesThe Welding Metallurgy of HASTELLOY Alloys C-4, C-22, and C-276Ivan GarzonNo ratings yet
- PreheatDocument2 pagesPreheatScott TrainorNo ratings yet
- DBMSC Steel BrochureDocument5 pagesDBMSC Steel BrochureDaniel MartinezNo ratings yet
- Hot Dip Galvanizing For FastenersDocument3 pagesHot Dip Galvanizing For FastenersIrwin CastroNo ratings yet
- ISMC StandardDocument2 pagesISMC StandardauazarNo ratings yet
- Asme B36.19M-2004 PDFDocument14 pagesAsme B36.19M-2004 PDFUlises Montao100% (1)
- 72 - Welding Distortion PDFDocument1 page72 - Welding Distortion PDFPhạm Văn ĐảngNo ratings yet
- B432Document6 pagesB432Cesar Augusto Vinasco MartinezNo ratings yet
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- RevolutionDocument39 pagesRevolutiondavidapaxtonNo ratings yet
- 5 Ingredient ChiliDocument26 pages5 Ingredient ChiliChris De La TorreNo ratings yet
- DocLib 7465 2102A Stoody HardfacingHighAlloyCatalogDocument72 pagesDocLib 7465 2102A Stoody HardfacingHighAlloyCatalogChris De La TorreNo ratings yet
- Calculating Filler Metal Consump PDFDocument1 pageCalculating Filler Metal Consump PDFChris De La TorreNo ratings yet
- 2007 07 CBDocument10 pages2007 07 CBChris De La TorreNo ratings yet
- C710Document56 pagesC710Chris De La TorreNo ratings yet
- Oxygen Cylinder MarkingsDocument3 pagesOxygen Cylinder MarkingsAh Huat Eugene YapNo ratings yet
- Calculate Weld Metal VolumeDocument7 pagesCalculate Weld Metal VolumeChris De La Torre0% (1)
- Cylinders Safe Storage Handling and UseDocument4 pagesCylinders Safe Storage Handling and UseAshokkumar SubramanianNo ratings yet
- Aluminum SolderingDocument14 pagesAluminum SolderingChris De La TorreNo ratings yet
- WWW Mig Welding Co Uk Brazing HTMDocument6 pagesWWW Mig Welding Co Uk Brazing HTMChris De La TorreNo ratings yet
- 2007 07 CBDocument10 pages2007 07 CBChris De La TorreNo ratings yet
- Survival, Evasion and RecoveryDocument107 pagesSurvival, Evasion and RecoveryJohn ClarkNo ratings yet
- Vise-Gripjaw Configuration GuideDocument1 pageVise-Gripjaw Configuration Guidesrk_ukNo ratings yet
- SP 125 PlusDocument6 pagesSP 125 PlusChris De La TorreNo ratings yet
- Whats NewDocument10 pagesWhats Newuptodate484848No ratings yet
- Calculate material weights using volume and density formulasDocument1 pageCalculate material weights using volume and density formulasChris De La TorreNo ratings yet
- REVIEW OF CLRMsDocument53 pagesREVIEW OF CLRMswebeshet bekeleNo ratings yet
- Engineering Mathematics For Gate Chapter1Document1 pageEngineering Mathematics For Gate Chapter1Sai VeerendraNo ratings yet
- Elastic-Plastic Incremental Analysis Using ETABSDocument12 pagesElastic-Plastic Incremental Analysis Using ETABSAwrd A AwrdNo ratings yet
- Cognitive Dynamic Systems - Simon HaykinDocument320 pagesCognitive Dynamic Systems - Simon Haykinatom tuxNo ratings yet
- Assignment Questions - Heat TransferDocument12 pagesAssignment Questions - Heat TransferPratik Walimbe0% (1)
- DesmosDocument14 pagesDesmosapi-433553650No ratings yet
- Answers and Solutions To ExercisesDocument14 pagesAnswers and Solutions To Exercisesmuhammad agungNo ratings yet
- FYP Report Template and GuidelinesDocument21 pagesFYP Report Template and GuidelinesTalhaNo ratings yet
- Reverse Time MigrationDocument19 pagesReverse Time MigrationReza PratamaNo ratings yet
- Unit 6 VBADocument32 pagesUnit 6 VBAapi-3842522100% (1)
- Forecasting Exercises ProblemDocument4 pagesForecasting Exercises ProblemBasha World100% (2)
- Model Paper DiscussionDocument15 pagesModel Paper Discussionseyon sithamparanathanNo ratings yet
- Very Hard Circle TheoremsDocument6 pagesVery Hard Circle TheoremsSasha MalikNo ratings yet
- 2009-10 T.Y.B.SC. ElectronicsDocument26 pages2009-10 T.Y.B.SC. Electronicshys0671No ratings yet
- I.Condition For The Equilibrium of A Particle: Stiffness KDocument5 pagesI.Condition For The Equilibrium of A Particle: Stiffness KJirah LacbayNo ratings yet
- RP Lecture8Document18 pagesRP Lecture8stipe1pNo ratings yet
- Portfolio Performance Measures: A Brief Survey and Hypothesis TestingDocument2 pagesPortfolio Performance Measures: A Brief Survey and Hypothesis Testingaurorashiva1No ratings yet
- Deep Reinforcement LearningDocument93 pagesDeep Reinforcement Learningchea rothaNo ratings yet
- Amc 14 QsDocument6 pagesAmc 14 Qsjoebloggs_comNo ratings yet
- ISI Exam Sample PaperDocument5 pagesISI Exam Sample PaperQarliddh0% (1)
- Letusc (By Yashvant Kanetkar) Chapter 1 SolutionDocument20 pagesLetusc (By Yashvant Kanetkar) Chapter 1 Solutiontooba mukhtarNo ratings yet
- Classification of Control SystemsDocument15 pagesClassification of Control SystemsMohankumar V.No ratings yet
- Machine Learning: An Introduction to Predicting the Future from Past ExperienceDocument65 pagesMachine Learning: An Introduction to Predicting the Future from Past ExperienceAnilNo ratings yet
- Piefort 01Document154 pagesPiefort 01Sumanth KolliparaNo ratings yet
- Stat 11 Q4 Week 2-SSLMDocument4 pagesStat 11 Q4 Week 2-SSLMwiggleypuff100% (1)
- FIFA Video Game - Players ClassificationDocument26 pagesFIFA Video Game - Players Classificationimmi1989No ratings yet
- Eric Herrmann ResumeDocument1 pageEric Herrmann Resumeapi-237754499No ratings yet
- LPS Project Manager: User's Guide November 2009Document476 pagesLPS Project Manager: User's Guide November 2009luizfernandosNo ratings yet
- Biomechanics of HipDocument6 pagesBiomechanics of HipChristina SuppiahNo ratings yet
- Secondary School Certificate Mathematics SyllabusDocument65 pagesSecondary School Certificate Mathematics SyllabusBilal KhanNo ratings yet