International Journal of Industrial
Engineering & Technology (IJIET)
ISSN(P): 2277-4769; ISSN(E): 2278-9456
Vol. 6, Issue 1, Apr 2016, 1-12
TJPRC Pvt. Ltd.
PLC PROGRAMMING AND CONTROL OF SEMI-AUTOMATED
PREPREG CHOPPING MACHINE
N. S. KAMBLE
All India Shri Shivaji Memorial Societys Institute of information technology, Pune, Maharashtra, India
ABSTRACT
Composite fibers are globally used in voluminous applications. The defense and aerospace industry is the
largest consumer of prepreg for civil aircraft, military, jet, helicopters, aero-engines or space satellite launchers. Prepreg
is a term of preimpregnated composite fibers in which a matrix material such as epoxy, silicon carbon fiber, etc. With the
developme in technology in cutting where laser cutting has taken the lead being the most accurate yet unaffordable and
time consuming. This paper refurbishes an old cutting technique merged with the automation technology, which gives
an all new affordable solution to cutting of bulk materials, with good accuracy and less time consumption.
KEYWORDS: Prepregs, Fibers, Cutting, Automation, PLC
INTRODUCTION
Prepreg is a term for preimpregnated composite fibers where a matrix material, such as epoxy, is already
present. The prepreg has a plastic peel over it so the sheets do not stick to each other. The prepreg sheets are
bundled and rolled in a spool form. The prepreg is to be cut into chops. This approach requires research, concept
Original Article
Received: Mar 02, 2016; Accepted: Mar 16, 2016; Published: Mar 21, 2016 ; Paper Id.: IJIETAPR20161
development, sequencing and programming and control of a Special Purpose Machine (SPM) to feed and precisely
cut the prepreg. These prepregs are used in the form of chops in the realization of random fiber molded products.
The cutting techniques in use for prepregs are ultrasonic cutting and laser cutting which prove to be expensive
with low productivity.
MOTIVE
Automation or automatic control is the application of various control systems for operating equipment
such as machinery, processes in factories, boilers and heat treating ovens, switching in telephone networks,
steering and stabilization of ships, aircraft and other applications with minimal or diminished human intervention.
Some processes have been comprehensively automated. The biggest contribution of automation is that it extricates
labor, however, it is also used to save energy and materials and to improve quality, accuracy and precision. The
control systems are built around special devices, designed to operate industrial machines, and processes. These
devices are Programmable Logic Controllers (PLC) and Programmable Automation Controllers (PAC).
Programmable logic controllers are modular, industrially hardened computers which perform control
functions through modular input and output (I/O) modules. The modularity of PLC allows the user to combine
generic I/O modules with a suitable controller to form a control system specific to his needs. The operation of a
controller by envisioning repeatedly performs three steps (a) Reads inputs from the input modules (b) Solves pre-
www.tjprc.org
editor@tjprc.org
N. S. Kamble
programmed control logic (c) Generates outputs to output modules based on
on the control logic solutions. Input devices and
output devices of the process are connected to the PLC and the control program is entered into the PLC memory. The PLC
continuously monitors the inputs nd activates the outputs according to the control program.
progr
This requires sequential and logical thinking, such a modular approach has the advantage that the initial
configuration can be expanded for other future applications such as multi machine systems or computer linking which has
led to the selection of PLC
LC programming and control for this paper.
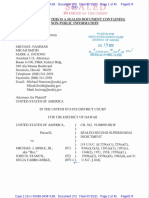
Figure 1: The Setup of Prepreg Chopping Machine
Figure 2: Loading Station
Figure 3: Salvage Cutting Machine
Impact Factor (JCC): 4.7204
Index Copernicus Value (ICV): 6.1
PLC Programming and Control of Semi-Automated
Automated Prepreg Chopping Machine
SYNOPTIC REPRESENTATION
The slitting and reeling machine evaluates the current "state of the art" for the dissertation, pointing out major
methodological flaws or gaps in the processes. The existing technology to cut prepreg composite fiber spools into pieces
are ultrasonic cutting
ng and laser cutting. Ultrasonic cutting operation is way expensive and laser cutting operation has its
own disadvantage that it evaporates/burns the material due to heating. Thus, there is a need of developing a machine which
can precisely cut the spool without
ithout burning the material with less cost. PLC programming and control reduces the time,
effort and labor involved in the process..
The prepreg is provided in a spool form, which weighs 80 kgs, the length of the shaft of the spool is 1500 mm,
and the diameter of the shaft is 300 mm. The prepreg sheet has to be cut into specifications given by the user which will
range from 10 mm to 100 mm. Time taken per cut should range from 5 secs to 50 secs depending on the width of the cut.
The machine cuts any sizee within the range from 10 mm to 100 mm by directly programming in the control unit. To
maintain production rates of chops for the size of 10mm carbon phenolic prepreg of 0.4 mm thickness 10kg/mm is cut and
an accuracy of the machine below 10 microns is obtained.
ob
The materials are sourced and assembled as per the model. All the electrical components are fixed and wired.
Input devices and output devices of the process are connected to the PLC and the control program is entered into the PLC
memory. The PLC unit
nit is interfaced. The material is loaded and the program is run, the faults are recorded and measures
are taken to correct the faults.
Figure 4: Longitudinal Cutting Station of Prepreg
PREPREG CHOPPING MACHINE
The prepreg chopping machine is an SPM which generates chop to the defined size of the material prepreg. The
material is wound in the form of a spool, this spool has a length of 1500mm, maximum weight of the prepreg is 80 kg, and
the prepreg wound spool diameter is 300 mm. The prepreg chopping machine generates the chops of size varying from
10mm by 3mm to 100mm by 100mm. The machine has the features to cut to variable size as per the range defined in the
inquiry. The figure 1 shows the developed machine.
machine
PLC PROGRAMMING AND CONTROL
On assembling
ing the mechanical components of the machine, the PLC programming and setting up the control
mechanism of the machine is carried out. The machine layout in figure 4 shows the loading station where the material is
loaded and the plastic peel is removed.
www.tjprc.org
editor@tjprc.org
N. S. Kamble
This station has two motors M5 & M6. The motor M6 unwinds the material from the spool, while motor M5 rolls
the plastic peel of the material onto a
Shaft and is collected in a spool form Motor M4 is present at web alignment station. Control station 1 is a feeding
and cutting station, this station consists of 2 arrangements. The first arrangement is the conveyor arrangement for feeding
of the raw material, the conveyor is moved forward by the motor M3. The second is the cutting system where the material
is cut into strips of specified width as mentioned by the user. Motor M7 controls the power pack which controls the
hydraulic cylinders that controls the cutting. The layout also shows the PLC control panel and the HMI unit.
Figure 5: Machine Layout
Figure 6: PLC Interfacing Diagram of Simatics S7-1200
The control system for semi automated prepreg chopping machine consists of a collection of electronic devices
and equipments which are placed to ensure the stability, accuracy and smooth transition from unloading to cutting of
material.
Field devices used are operator panel, motors, sensors, switches, etc. Manual control are obtained by push buttons
and prepping.
Impact Factor (JCC): 4.7204
Index Copernicus Value (ICV): 6.1
PLC Programming and Control of Semi-Automated Prepreg Chopping Machine
Prepping the prepreg chopping machine is done manually before the PLC program is put into action and the
automation of the chopping machine begins. The Spool is loaded on the spool unwinding system, the peel is removed from
the raw material and stuck to the peel off the roller. The material is passed under the tension roller onto the salvage cutting
station and on the feeding station, through the web alignment, where it is fixed by the adjustable free loader and the
conveyor. After the above conditions are taken care of, the start button is pressed, which starts the automation of the
machine.
Control At Station 1
The material begins to unwind, while passing under the tension roller, while maintaining tension of the material.
The tensioning arrangement has a dead weight of 8 kgs, it also has two proximity sensors at each end, if the material being
unwound is loose the tension shaft is lowered, which is sensed by the proximity sensors.
The sensors provide feedback to the PLC and the motor is stopped if the material is too tight and started when the
tension shaft returns to home position.
Control at the Peeling Station
As the material begins to unwind, the plastic cover is removed and one edge of the peel is stuck to the roller when
passing under the tension roller while maintaining tension of the peel. The tensioning arrangement has two proximity
sensors at each end, if the material being unwound is tight the tension shaft is raised which is sensed by the proximity
sensors. The sensors provide feedback and the motor is stopped if the material is too tight, and started when the tension
shaft returns to home position.
Table 1: Specifications of Motors
Sr. No.
1
2
3
Description
AC Induction Motor
Motor
Synchronous Servo Motor
Make
Bonfiglioli
Bonfiglioli
Siemens
Qty
2
1
Rating
100 rpm, 28 Nm,0.5 HP
BN 71B4,
7.3Nm 3000rpm
Table 2: Specifications of Controller
Sr.
No.
1
2
Simatics S120 Control
Unit (Servo)
Simatic S7 1200 (PLC)
Controller
Make
Qty
Rating
Siemens
CU310 PN Control Unit
(with Compact Flash card)
Siemens
Simatic HMI
Siemens
SMPS
Siemens
5
6
UPS
Transformer
Compressor with Air
Dryer
Emerson
Neel
1
1
KTP600 Basic color PN
Touch Screen + 6 Function Keys,5.7"
LCD TFT display, 256 colors
Input: 120/230 V AC,
50/60 Hz, 1.2 A/0.67 A,
Output: 24 V DC/2.5 A
1KV/800W
1KVA 50 Hzt 430-230 V
ELGI
4kw,5.6 HP,7.5 kgf/cm2 Pressure
www.tjprc.org
Description
editor@tjprc.org
N. S. Kamble
Table 3: Specifications of Reed Switches
Sr. No.
1
2
Description
Reed Switch SP1,SP2(Pressure Pad1)
Reed Switch SP3,SP4(Cutting Bled1)
Make
Festo
Festo
Qty
2
2
Rating
24V DC
24V DC
Getting the Material Ready for Cutting
Salvage cutting station is introduced to cut the unwanted edges of the material and give the material a straight
shape. This station consists of the engage and disengage push buttons, this process is started and stopped manually. Web
alignment station consists of 2 sensors on the shaft at a distance of 1 meter from each other, this controls the alignment of
the material. If the material is misaligned, the feeding
Station motor moves in reverse direction and again moves forward till the material is adjusted. A sensor at the
cutting station senses the material, this activates the pressure pad, the pressure pad fixes the material to the cutting table
and the cutting operation takes place when the hydraulic arrangement is activated.
Specifications of Electrical Components
This PLC system is of modular type comosed of specific hardware building blocks (modules), which plug directly
into a proprietary bus a central processor unit (CPU), a power supply unit, inputTable 4: Specification of other Electrical Components
Sr. No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Description
Push Buttons
Emergency Push Button
Fuse
Power Contactors
Over Load Relays
MCB 4 Pole
MCB 3 Pole
MCB 2 Pole
Pilot Relays
Indication Lamps
Rotary Switch
Wires
Panel Light
Socket Board
Make
Siemens
Siemens
Siemens
Siemens
Siemens
Siemens
Siemens
Siemens
Omron
Siemens
L&T
Finolex
Philips
Anchor
Qty
6
1
2
3
3
1
3
2
24
3
1
1
1
Rating
5Amp
440V,9Amp,24VDC Coil
1.5-6.5
230/415V AC
230/415V AC
230/415V AC
24V DC,2Amp
230V AC,50 Hz
440V,30Amp
230V AC,50 Hz
230V AC,50 Hz
Table 5: Specifications of Proximity Switches
Sr. No.
1
2
2
3
4
Description
Proximity Switch S1 (Spool Empty)
Proximity Switch S2 (Raw material tight/lose)
Proximity Switch S3 (Plastic peel Tight /losel)
Proximity Switch S4& S5 (Web Alignment)
Proximity Switch S5 (Material Present)
Make
Omron
Omron
Omron
Omron
Omron
Qty
1
1
1
2
1
Rating
24V DC
24V DC
24V DC
24V DC
24V DC
Output modules I/O and a program terminal. The specifications of various electrical components viz. controllers,
motors, sensors, read switches, and other components are specified in table 1-6. Table 2 represents the specifications of the
selected PLC control unit Simatic S120 and controller HMI is Simatic HMI with touch screen and 6 function keys which
has a 5.7' display. The table 1 gives the description of the motors used. The AC induction motor is used for unwinding the
raw material and the second induction motor is used for removing the peel from the material. The Siemens motor is used
Impact Factor (JCC): 4.7204
Index Copernicus Value (ICV): 6.1
PLC Programming and Control of Semi-Automated Prepreg Chopping Machine
for the functioning of the conveyor which acts as a feeding station. Table 3 represents specifications of the components
which provide manual input. There are 4 push buttons provided at
Station one to manually control the forward or reverse motion of the unwinding of the spool and winding of the
peel off the shaft. The salvage cutting is also controlled manually by push button. One push button is provided for
Auto/Manual operation. One emergency stop button is provided for stopping the machine. Table 4 gives a description of
reed switches used. Reed switch 1 provides feedback to the PLC by sensing the position of the pressure pad. One reed
switch senses that the pressure pad is at the top position while the other reed switch senses if the pressure pad is in the
down position. Table 4.4 provides the description of the proximity sensors. These proximity sensors are used for feedback.
The sensor S1 senses that spool is empty or loaded, sensorS2 senses if the raw material is tight or loose, i the sensor S4 &
S5 sense the alignment of the material.
Table 6: List of Inputs and Outputs
S. No
1
2
3
4
5
6
7
8
9
Inputs
Lose Peel material
Tight Peel material
Silicon material lose
Silicon material tight
Silicon material shift
right side
Silicon materia shift
left side
Silicon material
present
Cutting cylinder up
Cutting cylinder down
Outputs
Hooter
Peel motor forward
Peel motor reverse
Silicon motor forward
Silicon motor reverse
Silicon materail shift
forward motor
Cutting station
conveyor start
Cutting Cylinder power
Cutting cylinder down
Input Output List
Based on all the electrical components used in the field and their processes, the inputs and outputs for PLC
programming are decided and listed in table 6. The sensors and reed switches provide inputs to the PLC by checking the
specified conditions. The unwinding station consists of one sensor which sense the condition of the material, whether it is
loose or tight. The PLC controller Siemens S7 1200 is shown in figure 5. There are 9 inputs and 9 outputs which are
interfaced to the PLC controller. The Siemens S7 1200 controller consists of a power connector, memory card slot under,
top door, removable user wiring connectors (behind the doors), status LEDs for the on-board I/O.
SEQUENCE OF OPERATION
The following is the sequence of operation
Unwinding of material
Winding of plastic peel on the shaft
Web alignment
Feeding of material
Fixing of material for cutting
Cutting of material.
www.tjprc.org
editor@tjprc.org
N. S. Kamble
PLC PROGRAM
There are a total of 9 inputs and 9 outputs which are listed in table 4.5. The PLC unit is interfaced and the
sequence of operation is determined. The program for the main functions of the machine to be carried out are described
briefly.
Program for Peel off Operation
Figure 5 shows the rung for the program of the Peel off system. The motor is set in the forward direction if the
following conditions are set.
The Auto Pill Material Adjustment forward
The main engine stop button is activated and ready for use.
OR
Auto Manual is off.
Pill motor forward push button is on.
Emergency stop pushbutton is ready for use
OR
Manual pushbutton of the forward motor is on
Program for Web Alignment
The program rung for the web alignment adjustment in shown in figure 5. The conditions set when the web
alignment ie. the material is adjusted to the left or right are :
Auto/Manual button is on.
Prepreg(Silicon) material on the left side is on
Prepreg(Silicon) material on the right side is off
Auto Start is on
Emergency stop pushbutton is ready to be used.
Program for Feeding of Material at Cutting Station Conveyor
Figure 7 shows the rung of the program that enables the feeding of the material.The proximity sensor present on
the conveyor station checks for the presence of material and activates the conveyor. The motor controlling the conveyor
starts and the conveyor starts moving. Hence the material present on the conveyor is fed to the cutting station.
The conditions set for the conveyor to start feeding should be :
Manual Conveyor is on.
Count of the cuts is off.
Impact Factor (JCC): 4.7204
Index Copernicus Value (ICV): 6.1
PLC Programming and Control of Semi-Automated Prepreg Chopping Machine
Emergency stop pushbutton is ready to be used.
OR
Conveyor start is on.
Program for Cutting
The healthy condition for cutting is checked and feeding of the material is clocked, once the required feed as per
required cut is obtained the trigger is activated, the hydraulic cylinder comes down and cutting is done Figure 4.6 shows
the rung of the program that enables the cutting of the material.
The following conditions are set for the cutting operation to be carried out
The cutting hydrauluc cyliner is at home position ie. at TDC.
The emergency stop button is ready to use
OR
Manual Cutting Cylinder power Command is on.
OR
The cutting cylinder power command is on.
CONCLUSIONS
The PLC programming & control of a semi-automated prepreg chopping machine on a Siemens Simatic S7 1200
controller, has been discussed so far. The inputs and outputs are devised and listed in table 4.5. The interfacing has been
discussed in section 4. Out of 4 recent processes researched for cutting of prepreg the method of feeding utilized by Lectra
Vector Auto Fx was found most suitable for the prepreg cutting. Out of the 6 techniques researched for cutting, a similar
cutting technique which works on the principle of a scissor was selected.
Achievements
As per the synoptic representation the aim of achieving 10mm to 100mm strips has been achieved.
Time taken per cut ranges from 5 secs 50 secs per cut depending on the width of the cut as described by the user.
The material provided in the spool form has uneven edges, hence a salvage cutting arrangement which cuts
uneven edges was added to the system, which is achieved by 2 cutting discs placed at a distance from 1 mtr from
each other.
At the loading station, the material was found to unwind faster than the material being fed which resulted in
collecting of unwound material, to rectify this the tension arrangement which stops the motor when the material is
found to be loose.
During the cutting operation the material was found to be misaligned, which led to the cut strips being rejected, to
correct this the web alignment system was introduced, which detects if the material is shifted to the left or right
side. In this case the movement of the roller is reversed.
www.tjprc.org
editor@tjprc.org
10
N. S. Kamble
The Limitations Faced
The panel consists of too much wiring, which makes the system complicated. The troubleshooting of the system is a very
time consuming affair. If modification is required, the machine has to be stopped and wiring has to be traced to make the
required changes. Machine downtime is very long when any problems occur. In terms of maintenance an electrician should
be well trained and skillful in trouble shooting the control system.
Figure 7
Figure 8
Figure 9
Figure 10
Impact Factor (JCC): 4.7204
Index Copernicus Value (ICV): 6.1
PLC Programming and Control of Semi-Automated Prepreg Chopping Machine
11
REFERENCES
1.
Development of PLC-based Tension Control System REN Sheng-le*, LU Hua, WANG Yong-zhang, FU Hong-ya Department of
Mechanical Engineering, Harbin Institute of Technology, Harbin 150001, China.
2.
Rewinding paper safely, Safety Hazards HSE priced and free publications Website: www.hsebooks.co.uk (HSE priced
publications are also available from bookshops and free leaflets can be downloaded from HSEs website:
www.hse.gov.uk.)Scott Appleyard, Andrew Braund, Richard Brown, Derek Coulson, George Dews, Paul Grady, Kevin Graham,
Phil Green, Bud Hudspith, Andrew, Johnson, ReijoLaine, Nigel Mills, Paul Spencer, Terry Willan.
3.
http://www.reinforcedplastics.com/view/2926/automating-cutting-of-composites 14 June 2008 Amanda Jacob
4.
Handbook for composite reinforcements edited by Stuart.M.Lee,Wiley VCH publishers.Inc, Library og Congress, Cataloging in
publication data.
5.
A knowledge-based system for conveyor equipment selection Daniel J. Fonseca*, Gopal Uppal, Timothy J. Greene Department
of Industrial Engineering. The University of Alabama, Tuscaloosa 35487, USA
www.tjprc.org
editor@tjprc.org
You might also like
- Baluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaDocument14 pagesBaluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaTJPRC PublicationsNo ratings yet
- Development and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateDocument10 pagesDevelopment and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateTJPRC PublicationsNo ratings yet
- Comparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanDocument8 pagesComparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanTJPRC PublicationsNo ratings yet
- Flame Retardant Textiles For Electric Arc Flash Hazards: A ReviewDocument18 pagesFlame Retardant Textiles For Electric Arc Flash Hazards: A ReviewTJPRC PublicationsNo ratings yet
- 2 29 1645708157 2ijtftjun20222Document8 pages2 29 1645708157 2ijtftjun20222TJPRC PublicationsNo ratings yet
- 2 52 1649841354 2ijpslirjun20222Document12 pages2 52 1649841354 2ijpslirjun20222TJPRC PublicationsNo ratings yet
- 2 4 1644229496 Ijrrdjun20221Document10 pages2 4 1644229496 Ijrrdjun20221TJPRC PublicationsNo ratings yet
- Self-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsDocument8 pagesSelf-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsTJPRC PublicationsNo ratings yet
- 2 33 1641272961 1ijsmmrdjun20221Document16 pages2 33 1641272961 1ijsmmrdjun20221TJPRC PublicationsNo ratings yet
- 2 44 1653632649 1ijprjun20221Document20 pages2 44 1653632649 1ijprjun20221TJPRC PublicationsNo ratings yet
- Using Nanoclay To Manufacture Engineered Wood Products-A ReviewDocument14 pagesUsing Nanoclay To Manufacture Engineered Wood Products-A ReviewTJPRC PublicationsNo ratings yet
- 2 51 1651909513 9ijmpsjun202209Document8 pages2 51 1651909513 9ijmpsjun202209TJPRC PublicationsNo ratings yet
- 2 51 1656420123 1ijmpsdec20221Document4 pages2 51 1656420123 1ijmpsdec20221TJPRC PublicationsNo ratings yet
- Dr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahDocument12 pagesDr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahTJPRC PublicationsNo ratings yet
- Covid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangDocument8 pagesCovid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangTJPRC PublicationsNo ratings yet
- 2 51 1647598330 5ijmpsjun202205Document10 pages2 51 1647598330 5ijmpsjun202205TJPRC PublicationsNo ratings yet
- An Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaDocument10 pagesAn Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaTJPRC PublicationsNo ratings yet
- A Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)Document8 pagesA Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)TJPRC PublicationsNo ratings yet
- Analysis of Bolted-Flange Joint Using Finite Element MethodDocument12 pagesAnalysis of Bolted-Flange Joint Using Finite Element MethodTJPRC PublicationsNo ratings yet
- Effectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewDocument14 pagesEffectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewTJPRC PublicationsNo ratings yet
- 2 67 1644220454 Ijmperdfeb202206Document9 pages2 67 1644220454 Ijmperdfeb202206TJPRC PublicationsNo ratings yet
- 2 67 1640070534 2ijmperdfeb202202Document14 pages2 67 1640070534 2ijmperdfeb202202TJPRC PublicationsNo ratings yet
- 2 67 1653022679 1ijmperdjun202201Document12 pages2 67 1653022679 1ijmperdjun202201TJPRC PublicationsNo ratings yet
- Vitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019Document16 pagesVitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019TJPRC PublicationsNo ratings yet
- Effect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementDocument8 pagesEffect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementTJPRC PublicationsNo ratings yet
- Comparative Fe Analysis of Automotive Leaf Spring Using Composite MaterialsDocument22 pagesComparative Fe Analysis of Automotive Leaf Spring Using Composite MaterialsTJPRC PublicationsNo ratings yet
- 2 67 1641277669 4ijmperdfeb202204Document10 pages2 67 1641277669 4ijmperdfeb202204TJPRC PublicationsNo ratings yet
- Numerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingDocument18 pagesNumerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingTJPRC PublicationsNo ratings yet
- 2 67 1645871199 9ijmperdfeb202209Document8 pages2 67 1645871199 9ijmperdfeb202209TJPRC PublicationsNo ratings yet
- Next Generation'S Energy and Time Efficient Novel Pressure CookerDocument16 pagesNext Generation'S Energy and Time Efficient Novel Pressure CookerTJPRC PublicationsNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2nd Superseding Indictment, USA V Michael J Miske JR., Et AlDocument45 pages2nd Superseding Indictment, USA V Michael J Miske JR., Et AlIan Lind100% (1)
- FSai 300 00279-Comparison of Sievers 900 Series and Sievers M-Series TOC AnalyzersDocument2 pagesFSai 300 00279-Comparison of Sievers 900 Series and Sievers M-Series TOC AnalyzersAndy RojasNo ratings yet
- Contoh ResumeDocument7 pagesContoh ResumeMas AtykaNo ratings yet
- 2018 RF1 Excel TemplateDocument14 pages2018 RF1 Excel TemplateCherilyn RiveralNo ratings yet
- PHP y Rewrite-Map en IISDocument11 pagesPHP y Rewrite-Map en IISCristian Andres Sotomayor VeraNo ratings yet
- Service Manual (LM40/50)Document114 pagesService Manual (LM40/50)sergio_chagasNo ratings yet
- Java ProgrammingDocument48 pagesJava ProgrammingAbhishekNo ratings yet
- Skill Test PowerPointDocument3 pagesSkill Test PowerPointLatoya AndersonNo ratings yet
- IWS2022 - Tutorial 4 - SOAP With Java Using Axis2Document14 pagesIWS2022 - Tutorial 4 - SOAP With Java Using Axis2Thành Long LữNo ratings yet
- Statement of Work For Biosafe Labs India PVT - LTD.: S.No. Milestones Tasks RemindersDocument24 pagesStatement of Work For Biosafe Labs India PVT - LTD.: S.No. Milestones Tasks Remindersaakash kumarNo ratings yet
- Cheatsheet IBMDocument1 pageCheatsheet IBMRudolf CickoNo ratings yet
- Qasim Comlete MonographDocument81 pagesQasim Comlete Monographshams ur rehman100% (1)
- Global App Testing - The Ultimate QA Testing HandbookDocument71 pagesGlobal App Testing - The Ultimate QA Testing Handbooknick_knack007No ratings yet
- Project Based Lab Report ON Voting Information System: K L UniversityDocument13 pagesProject Based Lab Report ON Voting Information System: K L UniversitySai Gargeya100% (1)
- University of Mumbai: CircularDocument5 pagesUniversity of Mumbai: CircularDhiraj Sanjay SinghNo ratings yet
- Varjo - C++ DeveloperDocument2 pagesVarjo - C++ Developerp135zk0No ratings yet
- Crowd EN Guidelines 622Document39 pagesCrowd EN Guidelines 622Salah Eddine EL AbbadiNo ratings yet
- UNIT9Document30 pagesUNIT9Adron LimNo ratings yet
- Editable Letter Sounds Alphabet GameDocument7 pagesEditable Letter Sounds Alphabet GameДиана СтратийчукNo ratings yet
- Introduction of Image Authentication Techniques & AvsDocument35 pagesIntroduction of Image Authentication Techniques & AvsNitin MathurNo ratings yet
- BISP - EPM Cloud - Planning and Budgeting SolutionsDocument11 pagesBISP - EPM Cloud - Planning and Budgeting SolutionsAmit SharmaNo ratings yet
- BD J4500R XU Web ENG 1027Document21 pagesBD J4500R XU Web ENG 1027fuilkjNo ratings yet
- Dokumen - Tips - Questions With Sba Guide and CXC Modules in Social Studies in Social Studies WithDocument8 pagesDokumen - Tips - Questions With Sba Guide and CXC Modules in Social Studies in Social Studies WithShawnWellbad MusiqNo ratings yet
- Scan Single Client Access NameDocument6 pagesScan Single Client Access Namegleen lewisNo ratings yet
- Lonati PCB 2008Document358 pagesLonati PCB 2008Muhammad yousaf80% (5)
- Flow Charts, Algorithm, Pseudo CodeDocument54 pagesFlow Charts, Algorithm, Pseudo CodeNeeraj JoshiNo ratings yet
- Split Tunneling ConcernsDocument6 pagesSplit Tunneling ConcernsAhmed OusamaNo ratings yet
- Write A Program To Display 10 Student Basic Information in A Table Form Using Table LayoutDocument8 pagesWrite A Program To Display 10 Student Basic Information in A Table Form Using Table LayoutSs1122No ratings yet
- Lec08 PDFDocument26 pagesLec08 PDFalb3rtnetNo ratings yet
- Introduction To IteratorsDocument17 pagesIntroduction To IteratorsJoe Zulkefli IsmailNo ratings yet