You might also like
- Investigation of Al Welding Through MIG Welding ProcessDocument92 pagesInvestigation of Al Welding Through MIG Welding ProcessMert KarakaplanNo ratings yet
- Preparación de WPS SDocument10 pagesPreparación de WPS SPercyFloresNo ratings yet
- ASTM A242 steel data sheetDocument1 pageASTM A242 steel data sheetFrançois CarlierNo ratings yet
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- Inconel 718 Alloy 718 Uns n07718 Din 2.4668Document3 pagesInconel 718 Alloy 718 Uns n07718 Din 2.4668SamkitNo ratings yet
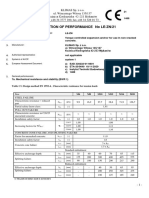
- Declaration of Perormance-Le-ZnDocument4 pagesDeclaration of Perormance-Le-ZnDavid SeeNo ratings yet
- Materials and Qualification Procedures For Ships: Book ADocument15 pagesMaterials and Qualification Procedures For Ships: Book AJavier del AngelNo ratings yet
- Krautkramer Thickness Gauge Probes and Accessories Price ListDocument7 pagesKrautkramer Thickness Gauge Probes and Accessories Price List7043578600No ratings yet
- BS2L99 Alloy DetailDocument2 pagesBS2L99 Alloy Detailcharles_boyle_3No ratings yet
- Thermanit MTS 3 - GTAWDocument1 pageThermanit MTS 3 - GTAWdnageshm4n244No ratings yet
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocument11 pagesWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriNo ratings yet
- Engineering Materials Phase DiagramsDocument6 pagesEngineering Materials Phase DiagramsOmar AssalNo ratings yet
- Induction Melting Furnace Quotation 010720Document4 pagesInduction Melting Furnace Quotation 010720ranamzeeshanNo ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Preheat Calculation 1 PDFDocument3 pagesPreheat Calculation 1 PDFravi00098No ratings yet
- Toaz - Info Lifting Lug Calculation On Dish End PRDocument156 pagesToaz - Info Lifting Lug Calculation On Dish End PRandry4jcNo ratings yet
- WELDING PROCESS ABBREVIATIONSDocument1 pageWELDING PROCESS ABBREVIATIONSviluk0% (1)
- Alloy 718Document16 pagesAlloy 718shyamNo ratings yet
- MSRR 6522Document7 pagesMSRR 6522pradellesNo ratings yet
- 08 PawDocument30 pages08 PawAnupam KushwahaNo ratings yet
- Metrode Welding Consumables For Cryogenic ApplicationsDocument9 pagesMetrode Welding Consumables For Cryogenic ApplicationsClaudia MmsNo ratings yet
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Document1 pageSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaNo ratings yet
- ISO 3834-1 quality requirements for fusion welding of metallic materialsDocument1 pageISO 3834-1 quality requirements for fusion welding of metallic materialsRamzi BEN AHMEDNo ratings yet
- Fouling Factor PDFDocument84 pagesFouling Factor PDFSekar SankarNo ratings yet
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocument71 pagesEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938No ratings yet
- Lloyd S Register Sec IX 2017 Edition Key ChangesDocument38 pagesLloyd S Register Sec IX 2017 Edition Key ChangesDilip Varadharajan100% (1)
- Nickel Alloy Based Filler MetalDocument1 pageNickel Alloy Based Filler MetaljoehodohNo ratings yet
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Document2 pagesWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahNo ratings yet
- Manual Bios Intel Dp35dpDocument32 pagesManual Bios Intel Dp35dpMarcelo CheloNo ratings yet
- 2019 Technical Training Guide: Welding School Professional Seminars Robotics Educational MaterialsDocument52 pages2019 Technical Training Guide: Welding School Professional Seminars Robotics Educational MaterialsNandkumar R KNo ratings yet
- Portfolio Storage&Drying Control ProcedureDocument4 pagesPortfolio Storage&Drying Control Procedurelaz_kNo ratings yet
- Din En12020-2001Document15 pagesDin En12020-2001Ricardo VitorianoNo ratings yet
- Welding MIL STD PDFDocument157 pagesWelding MIL STD PDFAnonymous L0ChmPGNo ratings yet
- TEST COUPONS VS CASTING PROPERTIESDocument36 pagesTEST COUPONS VS CASTING PROPERTIESOnatNo ratings yet
- Engineering 45 Material Science Project Fall 2010Document18 pagesEngineering 45 Material Science Project Fall 2010AMIR SURYA HIDAYAHNo ratings yet
- Ams 5608Document8 pagesAms 560813421301508No ratings yet
- FG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFDocument390 pagesFG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFJim KaliNo ratings yet
- Wopq Format Asme Qw-360Document1 pageWopq Format Asme Qw-360Anonymous S33n8gNo ratings yet
- Reduction of Unforged Bar Bulb in Engine Valve ManufacturingDocument6 pagesReduction of Unforged Bar Bulb in Engine Valve ManufacturingSurajNo ratings yet
- Welding Procedure Qualification of A36 Steel Plates Using The GTADocument33 pagesWelding Procedure Qualification of A36 Steel Plates Using The GTAKYAW SOENo ratings yet
- A485 PDFDocument4 pagesA485 PDFProduction DepartmentNo ratings yet
- ArcelorMittal DOMSpecsDocument12 pagesArcelorMittal DOMSpecsAnurag DixitNo ratings yet
- MT Sample ProcedureDocument7 pagesMT Sample ProcedureAgustine SetiawanNo ratings yet
- HLAWDocument26 pagesHLAWFebu LuthfianiNo ratings yet
- GB-T 232-2010 Metallic Materials-Bend TestDocument14 pagesGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.No ratings yet
- dpvc-09 Petrobras PDFDocument47 pagesdpvc-09 Petrobras PDFBilly TanNo ratings yet
- Visual Testing 1Document16 pagesVisual Testing 1HÉCTOR EDUARDO PONCE HERNÁNDEZNo ratings yet
- Alloy D-205Document2 pagesAlloy D-205Walter J Naspirán CastañedaNo ratings yet
- ASTM A242 and A588 Steel Grade Comparison (39 charactersDocument3 pagesASTM A242 and A588 Steel Grade Comparison (39 charactersIsaac ZTNo ratings yet
- PCH Welding Repair ProcedureDocument8 pagesPCH Welding Repair Proceduremohd as shahiddin jafriNo ratings yet
- ML 1015998765Document42 pagesML 1015998765ডঃ শুভম চ্যাটার্জীNo ratings yet
- Asme CCase 1987-2Document2 pagesAsme CCase 1987-2ADAMJSRAONo ratings yet
- Heat Treatment of SteelDocument3 pagesHeat Treatment of SteelKristine ReyesNo ratings yet
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- Dilution in Single Pass Arc Welds: As+As,, Asm EtaDocument9 pagesDilution in Single Pass Arc Welds: As+As,, Asm EtadayalramNo ratings yet
- Gaseous NitridingDocument139 pagesGaseous NitridingPaulo OliveiraNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Sorelmetal: 111 Advances in Welding Ductile Iron To SteelDocument2 pagesSorelmetal: 111 Advances in Welding Ductile Iron To Steelhrk100No ratings yet
- Welding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesDocument12 pagesWelding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesAnonymous KzJcjGCJbNo ratings yet
- Welding nickel alloy 617 using modified dip arc processesDocument12 pagesWelding nickel alloy 617 using modified dip arc processesAnonymous KzJcjGCJbNo ratings yet
- Inconel Alloy 625Document18 pagesInconel Alloy 625Gustavo Palacios100% (1)
- Finite Element Analysis Applications in Failure Analysis Case StudiesDocument18 pagesFinite Element Analysis Applications in Failure Analysis Case Studiesamericana91No ratings yet
- Corrosion Problems During Oil and Gas Production and Its MitigationDocument15 pagesCorrosion Problems During Oil and Gas Production and Its MitigationjesiNo ratings yet
- Potensi Ekstrak Andaliman Zanthoxylum DCDocument22 pagesPotensi Ekstrak Andaliman Zanthoxylum DCRagerishcire KanaalaqNo ratings yet
- Analysis of A Corrosion Under Insulation Failure in A CarbonDocument8 pagesAnalysis of A Corrosion Under Insulation Failure in A CarbonRagerishcire KanaalaqNo ratings yet
- Corrosion Detection in Welds and Heat-Affected Zones Using Ultrasonic Lamb WavesDocument8 pagesCorrosion Detection in Welds and Heat-Affected Zones Using Ultrasonic Lamb WavesRagerishcire KanaalaqNo ratings yet
- Investigation of Carbon Dioxide CorrosionDocument9 pagesInvestigation of Carbon Dioxide CorrosionRagerishcire KanaalaqNo ratings yet
- Guidelines For Prediction of CO2 Corrosion in Oil and Gas Production SystemsDocument19 pagesGuidelines For Prediction of CO2 Corrosion in Oil and Gas Production Systems4sentieriNo ratings yet
- Corrosion Failure Analysis of L485 Natural Gas Pipeline in CO2 EnvironmentDocument7 pagesCorrosion Failure Analysis of L485 Natural Gas Pipeline in CO2 EnvironmentRagerishcire KanaalaqNo ratings yet
- Investigation of Carbon Dioxide CorrosionDocument9 pagesInvestigation of Carbon Dioxide CorrosionRagerishcire KanaalaqNo ratings yet
- Use Extracted Green InhibitorsDocument7 pagesUse Extracted Green InhibitorsRagerishcire KanaalaqNo ratings yet
- Anise Extract As Green Corrosion Inhibitor Forcarbon Steel in Hydrochloric Acid Solutions PDFDocument19 pagesAnise Extract As Green Corrosion Inhibitor Forcarbon Steel in Hydrochloric Acid Solutions PDFRagerishcire KanaalaqNo ratings yet
- Piping Volume of Work PDFDocument13 pagesPiping Volume of Work PDFRagerishcire KanaalaqNo ratings yet
- Flow Accelerated Corrosion FormsDocument13 pagesFlow Accelerated Corrosion FormsRagerishcire KanaalaqNo ratings yet
- Modelling of Pitting Corrosion in Marine and Offshore SteelDocument24 pagesModelling of Pitting Corrosion in Marine and Offshore SteelRagerishcire KanaalaqNo ratings yet
- Doing Business in IndonesiaDocument20 pagesDoing Business in IndonesiaRagerishcire KanaalaqNo ratings yet
- Effect of Small Amount of H2S On The Corrosion BehaviorDocument43 pagesEffect of Small Amount of H2S On The Corrosion BehaviorRagerishcire KanaalaqNo ratings yet
- Making SoftwareDocument54 pagesMaking SoftwareM Ramdhan FebrianNo ratings yet
- How To Format Your Hard DriveDocument2 pagesHow To Format Your Hard DriveRagerishcire KanaalaqNo ratings yet
- Work Volume ofDocument2,706 pagesWork Volume ofRagerishcire KanaalaqNo ratings yet
- FatigueDocument18 pagesFatigueykhamidi3889No ratings yet
- Attachment 7 - Acoustic Vs Turbulence Induced Piping FatigueDocument13 pagesAttachment 7 - Acoustic Vs Turbulence Induced Piping FatigueSharat ChandraNo ratings yet
- Thermal Fatigue Due To Statification in PipingDocument16 pagesThermal Fatigue Due To Statification in PipinghamadaniNo ratings yet
- University of Akron Corrosion Engineering ProgramDocument1 pageUniversity of Akron Corrosion Engineering ProgramRagerishcire KanaalaqNo ratings yet
- SCG International Internship ProgramDocument2 pagesSCG International Internship ProgramRagerishcire KanaalaqNo ratings yet
- EOS 2016 - Schedule Flyer 18 April 2016Document2 pagesEOS 2016 - Schedule Flyer 18 April 2016Ragerishcire KanaalaqNo ratings yet
- Hed-Dps-Brief-Web Version PDFDocument3 pagesHed-Dps-Brief-Web Version PDFRagerishcire KanaalaqNo ratings yet
- Why The US Wants WarDocument16 pagesWhy The US Wants WarRagerishcire KanaalaqNo ratings yet
- Magic by David CopperfieldDocument12 pagesMagic by David CopperfieldRagerishcire KanaalaqNo ratings yet
- Ciphertext-Policy Attribute-Based EncryptionDocument15 pagesCiphertext-Policy Attribute-Based EncryptionJ_RameshNo ratings yet
- Brushed Axial Fans: VA85-A101-96A Performance DiagramDocument3 pagesBrushed Axial Fans: VA85-A101-96A Performance DiagramJaskaran SinghNo ratings yet
- PT Jayatama 1Document4 pagesPT Jayatama 1afriza zuniaNo ratings yet
- Concreting PlantsDocument9 pagesConcreting PlantsSabrina MustafaNo ratings yet
- Chapter 10Document28 pagesChapter 10ahmedNo ratings yet
- Certificate of IncorporationDocument1 pageCertificate of IncorporationVaseem ChauhanNo ratings yet
- TOTO Indonesia Sanitary CatalogDocument40 pagesTOTO Indonesia Sanitary CatalogiaqistiNo ratings yet
- Vim 101 - A Beginner's Guide To VimDocument5 pagesVim 101 - A Beginner's Guide To VimHuy TranNo ratings yet
- SPIE/COS Photonics Asia Abstract Submission Guidelines: Important DatesDocument1 pageSPIE/COS Photonics Asia Abstract Submission Guidelines: Important Dates李健民No ratings yet
- PMUY supplementary document titleDocument1 pagePMUY supplementary document titleChandan Kumar Jha69% (67)
- Mohamed Khaled CVDocument2 pagesMohamed Khaled CVMohamed KhaledNo ratings yet
- Chapter 8 OkDocument37 pagesChapter 8 OkMa. Alexandra Teddy Buen0% (1)
- Troublesshooting Manual 3b6 PDFDocument50 pagesTroublesshooting Manual 3b6 PDFAgnieszka Wawrzyniak Rybka100% (1)
- Project Report On PepsiDocument87 pagesProject Report On PepsiPawan MeenaNo ratings yet
- Carino v. Insular Govt 212 U.S. 449 (1909)Document3 pagesCarino v. Insular Govt 212 U.S. 449 (1909)Wendy PeñafielNo ratings yet
- Andhra Pradesh Land Reforms (Ceiling On Agricultural Holdings) (Amendment) Act, 2009Document3 pagesAndhra Pradesh Land Reforms (Ceiling On Agricultural Holdings) (Amendment) Act, 2009Latest Laws TeamNo ratings yet
- Compound Interest Factor PDFDocument32 pagesCompound Interest Factor PDFFelicia TayNo ratings yet
- Specijalni Elektrici MasiniDocument22 pagesSpecijalni Elektrici MasiniIgor JovanovskiNo ratings yet
- Introduction To TQMDocument24 pagesIntroduction To TQMSimantoPreeom100% (1)
- Three Column Cash BookDocument3 pagesThree Column Cash Bookahmad381No ratings yet
- Remedy Shortcut Keys: Home Solutions & Services Products Partners Support Education ConnectDocument2 pagesRemedy Shortcut Keys: Home Solutions & Services Products Partners Support Education Connectaert5683No ratings yet
- Interpretation After HRa Continental Reading Down UpDocument3 pagesInterpretation After HRa Continental Reading Down UpSaif Sohail SheikhNo ratings yet
- The Bedford Clanger May 2013 (The Beer Issue)Document12 pagesThe Bedford Clanger May 2013 (The Beer Issue)Erica RoffeNo ratings yet
- Princeton Review GRE ScheduleDocument1 pagePrinceton Review GRE ScheduleNishant PanigrahiNo ratings yet
- Mission Statement Template 05Document3 pagesMission Statement Template 05Sead ZejnilovicNo ratings yet
- Jmeter Performance Testing Your Webapp 1203622239433273 3Document12 pagesJmeter Performance Testing Your Webapp 1203622239433273 3pallavi91No ratings yet
- 803 Web Application Class XI 1Document254 pages803 Web Application Class XI 1Naina KanojiaNo ratings yet
- ELEC 121 - Philippine Popular CultureDocument10 pagesELEC 121 - Philippine Popular CultureMARITONI MEDALLANo ratings yet
- Jabra Evolve 40: More Than Headsets, A Workplace EvolutionDocument1 pageJabra Evolve 40: More Than Headsets, A Workplace EvolutionSloba87No ratings yet
- 0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFDocument3 pages0 Proposal Form Top Up SUBMITTED BY Markandeya Raju PDFHOD (MVGR Civil)No ratings yet