You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Soil PenetrometerDocument4 pagesSoil PenetrometerPeter Jean-jacquesNo ratings yet
- Design of Custom ElementsDocument5 pagesDesign of Custom ElementsPeter Jean-jacquesNo ratings yet
- Sports Field DrainageDocument3 pagesSports Field DrainagePeter Jean-jacquesNo ratings yet
- Keyboard ShortcutsDocument2 pagesKeyboard ShortcutsUmt KcNo ratings yet
- Equipment: Method of Assessment:: Block Extraction and ExaminationDocument2 pagesEquipment: Method of Assessment:: Block Extraction and ExaminationPeter Jean-jacquesNo ratings yet
- Argos Usa - Cements For MasonryDocument39 pagesArgos Usa - Cements For MasonryPeter Jean-jacques0% (1)
- Steel Sheet Piling SpecificationDocument5 pagesSteel Sheet Piling SpecificationPeter Jean-jacquesNo ratings yet
- RICS Standard Form For Consultants AppointmentDocument39 pagesRICS Standard Form For Consultants AppointmentPeter Jean-jacquesNo ratings yet
- Approach Slab DetailsDocument2 pagesApproach Slab DetailsPeter Jean-jacquesNo ratings yet
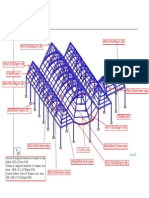
- Cathedral Roof Truss StructureDocument1 pageCathedral Roof Truss StructurePeter Jean-jacquesNo ratings yet
- Metal Spiral Stairs Install ManualDocument36 pagesMetal Spiral Stairs Install ManualPeter Jean-jacquesNo ratings yet
- Weep Hole Part Elevation Section: Drawn: Checked: Approved: Date: CAW 5/9/2011Document1 pageWeep Hole Part Elevation Section: Drawn: Checked: Approved: Date: CAW 5/9/2011Peter Jean-jacquesNo ratings yet
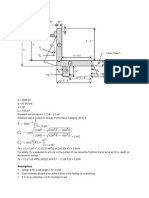
- f' f φ = 29° γ = 120 pcf: AssumptionsDocument3 pagesf' f φ = 29° γ = 120 pcf: AssumptionsPeter Jean-jacquesNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 1991 Intel 16-Bit Embedded Controller HandbookDocument624 pages1991 Intel 16-Bit Embedded Controller HandbookBayanaka TehnikNo ratings yet
- Analysis CATIA V5 Computing Piston Conrod TTDocument14 pagesAnalysis CATIA V5 Computing Piston Conrod TTHai Dc0% (1)
- PDF Mechanical ShutoffDocument4 pagesPDF Mechanical Shutoffli geneNo ratings yet
- BITS Pilani: Usability EngineeringDocument38 pagesBITS Pilani: Usability EngineeringAnanya Lakshmi P100% (1)
- Operation: MGE™ Galaxy™ 300 and MGE™ Galaxy™ 300i 10-40 kVA 380/400/415 VDocument60 pagesOperation: MGE™ Galaxy™ 300 and MGE™ Galaxy™ 300i 10-40 kVA 380/400/415 VomairyNo ratings yet
- EOBI FS Operational Manual For Employers NewDocument17 pagesEOBI FS Operational Manual For Employers NewyasirshafiqNo ratings yet
- Exercises On Relay Settings - MemoDocument7 pagesExercises On Relay Settings - Memomoses kakwenaNo ratings yet
- Alstom - P642 P643 P645 Cortec and Ordering InformationDocument3 pagesAlstom - P642 P643 P645 Cortec and Ordering InformationC&P GroupNo ratings yet
- Video Formats GuideDocument15 pagesVideo Formats GuideBogdan CacuciNo ratings yet
- c4.4 Sistema ElectricoDocument7 pagesc4.4 Sistema ElectricoAngelica VergaraNo ratings yet
- Tier 3/stage III A: Diesel EnginesDocument12 pagesTier 3/stage III A: Diesel EnginesJoao SilvaNo ratings yet
- Tip142t Tip147tDocument5 pagesTip142t Tip147tRaduNo ratings yet
- Teseo SRL - Via Degli Oleandri, 1 25015 Desenzano Del Garda (BS) - Italy Tel. +39 030 9150411 - Fax +39 030 9150419 Fluid Power Distribution SystemsDocument104 pagesTeseo SRL - Via Degli Oleandri, 1 25015 Desenzano Del Garda (BS) - Italy Tel. +39 030 9150411 - Fax +39 030 9150419 Fluid Power Distribution SystemsVladimir ZaljevskiNo ratings yet
- Towards Computer System-ValidationDocument16 pagesTowards Computer System-ValidationZaphod BeeblebroxNo ratings yet
- Evaluating The Impact of Information Technology in The Management of Nigerian Navy Logistics System and Supply ChainDocument10 pagesEvaluating The Impact of Information Technology in The Management of Nigerian Navy Logistics System and Supply ChainOlawoore Ibrahim TwiceRichNo ratings yet
- Dvigatel Mtu 12v2000g65eDocument155 pagesDvigatel Mtu 12v2000g65eAziz Arrahal100% (1)
- MGC Diagnostics Platinum Elite Service Manual 2Document70 pagesMGC Diagnostics Platinum Elite Service Manual 2Jovanović DunjaNo ratings yet
- Project Synopsis: Title of The Project: Problem DefintionDocument2 pagesProject Synopsis: Title of The Project: Problem DefintionSiddhant Singh RanaNo ratings yet
- Sales and Operations Planning in SAPDocument13 pagesSales and Operations Planning in SAPNeelesh100% (1)
- EN - DUPIGET PRECISION - Operation Manual - R15 2019 - BisDocument36 pagesEN - DUPIGET PRECISION - Operation Manual - R15 2019 - Biskalyan ponnamNo ratings yet
- ITIL V3 Foundation CertificateDocument7 pagesITIL V3 Foundation CertificateGLOBAL TEQNo ratings yet
- Grandflor CFT - TDSDocument2 pagesGrandflor CFT - TDSron iluminNo ratings yet
- Tivoli Process Automation Engine Product Coexistenc - e Matrix 7.6.xDocument78 pagesTivoli Process Automation Engine Product Coexistenc - e Matrix 7.6.xMuslim AdhitiyanNo ratings yet
- Microvib Ii Aircraft Analyzer PN 1300Document70 pagesMicrovib Ii Aircraft Analyzer PN 1300robinyNo ratings yet
- Optika B-510bf B-510ph B-510fl B-510ld Instruction Manual en It Es FR de PTDocument366 pagesOptika B-510bf B-510ph B-510fl B-510ld Instruction Manual en It Es FR de PTmister curiosityNo ratings yet
- Weekly Report Ameer Najmee (AM2101008727)Document11 pagesWeekly Report Ameer Najmee (AM2101008727)Supercube jieNo ratings yet
- Mainterance Manual BookDocument48 pagesMainterance Manual BookdannyNo ratings yet
- Datasheet M 9084iDocument2 pagesDatasheet M 9084iDFTech SolucoesNo ratings yet
- Students Guide - Steps To Upload Assignment To Microsoft TeamsDocument6 pagesStudents Guide - Steps To Upload Assignment To Microsoft TeamsDanny TengNo ratings yet
- Sm-Mx503n-Manual de Servicio PDFDocument412 pagesSm-Mx503n-Manual de Servicio PDFmarcodocu100% (1)