You might also like
- High Angle Conveyor Offers Mine Haulage SavingsDocument27 pagesHigh Angle Conveyor Offers Mine Haulage SavingsJDNo ratings yet
- Large Bevel GearsDocument4 pagesLarge Bevel GearsJitu InduNo ratings yet
- PallaDocument16 pagesPallaJuan Alberto Giglio FernándezNo ratings yet
- B-Positioning XA RA XO XDDocument2 pagesB-Positioning XA RA XO XDSorin100% (1)
- Flowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBDocument1 pageFlowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBMukesh BharatNo ratings yet
- Large Surface Miners - Applications and CostsDocument6 pagesLarge Surface Miners - Applications and CostsNaveen Tiwari100% (1)
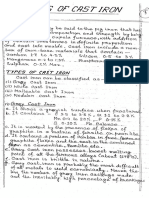
- Welding of Cast IronDocument10 pagesWelding of Cast IronKrishnendu RouthNo ratings yet
- An Update On In-Pit Crushing-Conveying-Stacking Systems in Surface Metal MinesDocument11 pagesAn Update On In-Pit Crushing-Conveying-Stacking Systems in Surface Metal MinesRobert Knight0% (1)
- Jaw Crusher Kinematics Simulation and AnalysisDocument5 pagesJaw Crusher Kinematics Simulation and AnalysisInternational Journal of Research in Engineering and ScienceNo ratings yet
- Screw Washer A 01Document15 pagesScrew Washer A 01joule357No ratings yet
- Bucket Wheel ExcavatorDocument26 pagesBucket Wheel ExcavatorAnshul yadav100% (1)
- Module 1 (Social Innovation)Document7 pagesModule 1 (Social Innovation)Marinette Medrano50% (2)
- CR600 Sizer Brochure PDFDocument8 pagesCR600 Sizer Brochure PDFAdil DouziNo ratings yet
- Bucket Wheel ExcavatorDocument4 pagesBucket Wheel ExcavatorNisha raoNo ratings yet
- EIA GuidelineDocument224 pagesEIA GuidelineAjlaa RahimNo ratings yet
- AnilDocument49 pagesAnilAnil BhairatNo ratings yet
- AUMUND Apron FeedersDocument12 pagesAUMUND Apron Feederschannakeshava pandurangaNo ratings yet
- Pneumatic and Slurry Transport Design CalculationsDocument51 pagesPneumatic and Slurry Transport Design CalculationsDondon Irig100% (1)
- Review of The In-Pit Crushing and Conveying Case Study Cooper IndustryDocument16 pagesReview of The In-Pit Crushing and Conveying Case Study Cooper IndustryYorka SánchezNo ratings yet
- Basics RELEASE DATE: 3-12-03Document15 pagesBasics RELEASE DATE: 3-12-03Victor Ivan BarriosNo ratings yet
- Filter & Size ReductionDocument20 pagesFilter & Size ReductionMuhammad Putra RamadhanNo ratings yet
- 8 Crusher Rod MillDocument4 pages8 Crusher Rod MillvvananthNo ratings yet
- Belt Conveyors: Mechanical Engineering Department Carlos III UniversityDocument19 pagesBelt Conveyors: Mechanical Engineering Department Carlos III UniversityAlfredo VelasquezNo ratings yet
- Selecting Shaft or DeclineDocument8 pagesSelecting Shaft or DeclineluisparedesNo ratings yet
- Inclined Belt Conveyors For Underground Mass Mining OperationsDocument6 pagesInclined Belt Conveyors For Underground Mass Mining OperationsIsmaelNo ratings yet
- Grinding Fundamentals and Theory: Size Reduction, Principles, Methods, and Circuit DesignDocument32 pagesGrinding Fundamentals and Theory: Size Reduction, Principles, Methods, and Circuit DesignVarun InamdarNo ratings yet
- Coal Conveyor Belt Fault DetectionDocument4 pagesCoal Conveyor Belt Fault Detectionc pawarNo ratings yet
- KG Gyratory CrusherDocument5 pagesKG Gyratory CrusherJhunior Contreras NeyraNo ratings yet
- Crushers: Wills' Mineral Processing Technology. © 2016 Elsevier Ltd. All Rights ReservedDocument24 pagesCrushers: Wills' Mineral Processing Technology. © 2016 Elsevier Ltd. All Rights ReservedDanny Joaquin Flores CruzNo ratings yet
- Shaft or DeclineDocument10 pagesShaft or DeclineElias ArayaNo ratings yet
- 1286 Sme Mining Engineering Handbook: Figure 12.8-14 Ore-Handling System at Olympic Dam MineDocument1 page1286 Sme Mining Engineering Handbook: Figure 12.8-14 Ore-Handling System at Olympic Dam MineYeimsNo ratings yet
- Monopoly - Indian RailwaysDocument35 pagesMonopoly - Indian Railwaysvrj1091No ratings yet
- Equipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyDocument14 pagesEquipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyWilson VicencioNo ratings yet
- Application of Conveyors For UG HaulageDocument11 pagesApplication of Conveyors For UG Haulageminerito2211No ratings yet
- Program: Open Pit Mining, Mineral Processing, Materials HandlingDocument12 pagesProgram: Open Pit Mining, Mineral Processing, Materials HandlingingovalgmaNo ratings yet
- Wagons Modern Bulk Material HandlingDocument4 pagesWagons Modern Bulk Material Handlingparuchurivenkat5272No ratings yet
- Design Guide For Slug Force Calculation ProcedureDocument6 pagesDesign Guide For Slug Force Calculation ProcedurePratik PatreNo ratings yet
- The Backacter: Transportation of Excavator Section Towards SlipwayDocument5 pagesThe Backacter: Transportation of Excavator Section Towards SlipwayAditi BazajNo ratings yet
- The Basic Principle of A Cone Crusher Is Depicted in Figure 9 and Described HereDocument1 pageThe Basic Principle of A Cone Crusher Is Depicted in Figure 9 and Described HereKudzie Maphy MasaireNo ratings yet
- ThyssenKrupp - Open Pit Mining Systems and EquipmentDocument28 pagesThyssenKrupp - Open Pit Mining Systems and EquipmentBoy Alfredo100% (1)
- Materi PPT Secondary EngDocument5 pagesMateri PPT Secondary EngFanya arifantiNo ratings yet
- Jaw Crushers and Disk Mills: FritschDocument20 pagesJaw Crushers and Disk Mills: FritschAnil Kumar KnNo ratings yet
- Mill Lining Solutions For Horizontal Mills: Taking Your Grinding Process To The Next Level TogetherDocument24 pagesMill Lining Solutions For Horizontal Mills: Taking Your Grinding Process To The Next Level TogetherFrancisco TijouxNo ratings yet
- Moore 2012 PDocument7 pagesMoore 2012 PSACHIDHANANDHAM ANo ratings yet
- Kreiselbrecher enDocument7 pagesKreiselbrecher enDiegoAlvarezHuguezNo ratings yet
- 10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryDocument10 pages10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryjsaulNo ratings yet
- FG-Spiral Classifier Operating ManualDocument5 pagesFG-Spiral Classifier Operating ManualRogelio Israel LedesmaNo ratings yet
- Crushing in Mineral Processing: Key ConceptsDocument9 pagesCrushing in Mineral Processing: Key ConceptsRodrigo GarcíaNo ratings yet
- Hms Drum PlantDocument2 pagesHms Drum Plantrichard gutierrezNo ratings yet
- VibratingEquipmentBrochure PDFDocument10 pagesVibratingEquipmentBrochure PDFWilliam VillamizarNo ratings yet
- F Class Tech SpecsDocument8 pagesF Class Tech SpecskosmcNo ratings yet
- Semi-Mobile Gyratory Crushing PlantsDocument23 pagesSemi-Mobile Gyratory Crushing PlantsJosé Andrés Toro BelmarNo ratings yet
- Comparision of CrusherDocument6 pagesComparision of CrusherVeerasamy SureshbabuNo ratings yet
- IPCC System OverviewDocument19 pagesIPCC System OverviewBadar Hayat100% (1)
- Allis Saga Cone Crusher MH900 Performance and SpecificationsDocument26 pagesAllis Saga Cone Crusher MH900 Performance and SpecificationsBenjamin Murphy100% (1)
- Belt Conveyor GB PDFDocument8 pagesBelt Conveyor GB PDFkaniappan sakthivelNo ratings yet
- Cone CrusherDocument4 pagesCone CrusherSam ShiddoNo ratings yet
- Incline Haulage TrucksDocument2 pagesIncline Haulage Trucksgarves007No ratings yet
- Pebble Crusher Specific EnergyDocument10 pagesPebble Crusher Specific Energy12milehillNo ratings yet
- Gri 33125000707782Document396 pagesGri 33125000707782Aref MalkawiNo ratings yet
- En Hammer CrushersDocument3 pagesEn Hammer CrusherspeymanNo ratings yet
- Calculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)Document11 pagesCalculating Power Draw When Sizing Ball Mills: Arabinda Bandyopadhyay (Bandyo)RAVI1972No ratings yet
- Gs Series Cone Crusher: TaurianDocument12 pagesGs Series Cone Crusher: TaurianKarin AndersonNo ratings yet
- Westfalia Tunnelling SystemsDocument20 pagesWestfalia Tunnelling SystemsxmihsemNo ratings yet
- Bucket Wheel ExcavatorDocument2 pagesBucket Wheel ExcavatorRandy Gibson Oloan SigalinggingNo ratings yet
- Siegrist Conference 2Document14 pagesSiegrist Conference 2Mas YoanNo ratings yet
- 32 PT Kaltim Prima Coal Advertorial PDFDocument1 page32 PT Kaltim Prima Coal Advertorial PDFMas YoanNo ratings yet
- Katalog PrintDocument1 pageKatalog PrintMas YoanNo ratings yet
- Katalog PrintDocument1 pageKatalog PrintMas YoanNo ratings yet
- Attack Very HighDocument1 pageAttack Very HighMas YoanNo ratings yet
- Attack Very HighDocument1 pageAttack Very HighMas YoanNo ratings yet
- Education, A Vital Principle For Digital Library Development in IranDocument23 pagesEducation, A Vital Principle For Digital Library Development in Iranrasuli9No ratings yet
- The Problem and Its SettingDocument36 pagesThe Problem and Its SettingRodel CamposoNo ratings yet
- TurboVap LV Users ManualDocument48 pagesTurboVap LV Users ManualAhmad HamdounNo ratings yet
- Money and Financial InstitutionsDocument26 pagesMoney and Financial InstitutionsSorgot Ilie-Liviu100% (1)
- Lesson 3 - Subtract Two 4-Digit Numbers - More Than One Exchange 2019Document2 pagesLesson 3 - Subtract Two 4-Digit Numbers - More Than One Exchange 2019mNo ratings yet
- What Is Propaganda DeviceDocument3 pagesWhat Is Propaganda DeviceGino R. Monteloyola100% (1)
- Case Study ON: The Spark Batteries LTDDocument8 pagesCase Study ON: The Spark Batteries LTDRitam chaturvediNo ratings yet
- Business Study Quarterly Paper by Vijay SirDocument3 pagesBusiness Study Quarterly Paper by Vijay Sirmonish vikramNo ratings yet
- Chpter 06 QuizDocument3 pagesChpter 06 QuizGall AnonimNo ratings yet
- Create Email Alerts For Mulitple People or Group - XpoDocument79 pagesCreate Email Alerts For Mulitple People or Group - XponiravmodyNo ratings yet
- Importance and Behavior of Capital Project Benefits Factors in Practice: Early EvidenceDocument13 pagesImportance and Behavior of Capital Project Benefits Factors in Practice: Early EvidencevimalnandiNo ratings yet
- Project Defence: Assessment of Fire Safety Preparedness of Technical UniversitiesDocument10 pagesProject Defence: Assessment of Fire Safety Preparedness of Technical UniversitiesNii BoyeNo ratings yet
- 3.1.2 Cable FPLR 2X18 AwgDocument3 pages3.1.2 Cable FPLR 2X18 Awgluis rios granadosNo ratings yet
- Wealth-Lab Developer 6.9 Performance: Strategy: Channel Breakout VT Dataset/Symbol: AALDocument1 pageWealth-Lab Developer 6.9 Performance: Strategy: Channel Breakout VT Dataset/Symbol: AALHamahid pourNo ratings yet
- Different Aids For TeachingDocument19 pagesDifferent Aids For TeachingPrecious CabarseNo ratings yet
- Everything You Need to Know About Distribution TransformersDocument2 pagesEverything You Need to Know About Distribution TransformersDONNYMUCKTEENo ratings yet
- Rohini 43569840920Document4 pagesRohini 43569840920SowmyaNo ratings yet
- Block P2P Traffic with pfSense using Suricata IPSDocument6 pagesBlock P2P Traffic with pfSense using Suricata IPSEder Luiz Alves PintoNo ratings yet
- Consumer Preference and Demand For Rice Grain QualityDocument38 pagesConsumer Preference and Demand For Rice Grain QualityIRRI_SSDNo ratings yet
- What is Software Development Life Cycle (SDLC)? Key Phases and ActivitiesDocument11 pagesWhat is Software Development Life Cycle (SDLC)? Key Phases and ActivitiessachinNo ratings yet
- Destruction FormDocument2 pagesDestruction FormHanabishi RekkaNo ratings yet
- Integrated Building Management Platform for Security, Maintenance and Energy EfficiencyDocument8 pagesIntegrated Building Management Platform for Security, Maintenance and Energy EfficiencyRajesh RajendranNo ratings yet
- Nippon Metal Primer Red Oxide TDSDocument2 pagesNippon Metal Primer Red Oxide TDSPraveen KumarNo ratings yet
- Philips Lighting Annual ReportDocument158 pagesPhilips Lighting Annual ReportOctavian Andrei NanciuNo ratings yet