You might also like
- k2 02 Techinfo eDocument48 pagesk2 02 Techinfo enursultanNo ratings yet
- HF-Katalog 2 EN - Technische Informationen PDFDocument27 pagesHF-Katalog 2 EN - Technische Informationen PDFMaheshNo ratings yet
- Spojnice, Prstenovi Matice CAST-FITTING PDFDocument16 pagesSpojnice, Prstenovi Matice CAST-FITTING PDFMarko PerićNo ratings yet
- Din 3357Document7 pagesDin 3357sheik MohammedNo ratings yet
- Technical Bulletin: ArgusDocument11 pagesTechnical Bulletin: ArgusTerry wei shengNo ratings yet
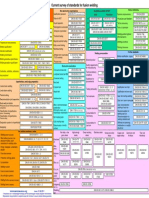
- Survey Welding-Standards 14-10-2015Document1 pageSurvey Welding-Standards 14-10-2015givaliNo ratings yet
- Welding-Standards 23-03-2014Document1 pageWelding-Standards 23-03-2014givali100% (7)
- Survey Welding-Standards 03-11-2011Document0 pagesSurvey Welding-Standards 03-11-2011Florin SoicuNo ratings yet
- Survey Welding-Standards 01-06-2011Document1 pageSurvey Welding-Standards 01-06-2011Simon CooperNo ratings yet
- Survey Welding-Standards 09-09-2013Document0 pagesSurvey Welding-Standards 09-09-2013Ioana-Andreea GoagășNo ratings yet
- 3051 SMVDocument6 pages3051 SMVUmar SaeedNo ratings yet
- w-p-ss-001 R4Document23 pagesw-p-ss-001 R4Unni CyriacNo ratings yet
- A1-Cam Groove CouplingsDocument40 pagesA1-Cam Groove CouplingsedwinramonNo ratings yet
- Goetze 2781 Datasheet enDocument4 pagesGoetze 2781 Datasheet enrosiNo ratings yet
- Jigs and Tools Specification: Model of Special Production ToolsDocument7 pagesJigs and Tools Specification: Model of Special Production ToolsRafaelNo ratings yet
- DK DIN Bite Type Tube FittingDocument62 pagesDK DIN Bite Type Tube FittingLuisFranciscoMarinMedranoNo ratings yet
- Standards PDFDocument1 pageStandards PDFscemanjuNo ratings yet
- 577 Rigid CouplingDocument4 pages577 Rigid CouplingwiswanathenNo ratings yet
- FPD190 - Differential Pressure - Restriction Orifice PlatesDocument12 pagesFPD190 - Differential Pressure - Restriction Orifice PlatesPeter MarkwellNo ratings yet
- Vdocuments - MX Din 405 Universo For Knuckle Thread Din 405Document7 pagesVdocuments - MX Din 405 Universo For Knuckle Thread Din 405wauwio1906No ratings yet
- ErmetoDocument14 pagesErmetoJavier VespaNo ratings yet
- List of DIN Standards Pipe Tube and Fittings Standards and SpecificationsDocument14 pagesList of DIN Standards Pipe Tube and Fittings Standards and SpecificationsRakeshKumarSinghNo ratings yet
- Product and Dimensional Standards For FastenersDocument7 pagesProduct and Dimensional Standards For Fastenersmech_abhiNo ratings yet
- Din & IsoDocument94 pagesDin & IsoZeinHarisHasibuan100% (5)
- Catalogu AVK PDFDocument247 pagesCatalogu AVK PDFDana BaNo ratings yet
- Catalogue NPPLDocument20 pagesCatalogue NPPLamey21rautNo ratings yet
- NKM-G NKP-G: Standardised Enbloc Centrifugal PumpsDocument36 pagesNKM-G NKP-G: Standardised Enbloc Centrifugal PumpsRoberthNo ratings yet
- 81-T-02-1301 Welding Structures - Specification in Design Documents (2004-03)Document5 pages81-T-02-1301 Welding Structures - Specification in Design Documents (2004-03)RafaelNo ratings yet
- Garlock Metal - Gaskets TorqueDocument48 pagesGarlock Metal - Gaskets TorqueakenathorNo ratings yet
- 1 Foundation Bolts MAT1011Document6 pages1 Foundation Bolts MAT1011vodugu123No ratings yet
- Ringo Control ValvesDocument36 pagesRingo Control ValvesRIGOBERTO PONCENo ratings yet
- 13 Skodock Hoses Mounting Instr GBDocument4 pages13 Skodock Hoses Mounting Instr GBivyhomeNo ratings yet
- 400E EngineeringDocument8 pages400E EngineeringDenis Oliveira CostaNo ratings yet
- Wika Diaphragm Seal, Flange Connection Model 990.27Document4 pagesWika Diaphragm Seal, Flange Connection Model 990.27Syed Imtiaz HussainNo ratings yet
- DINValveStandardsDocument7 pagesDINValveStandardsEdmarCruzNo ratings yet
- Piping Material Specification-Rev0Document25 pagesPiping Material Specification-Rev0Mohsen Ardestani100% (4)
- Next Generation: Ultragrip Reducing CouplingsDocument1 pageNext Generation: Ultragrip Reducing CouplingsblindjaxxNo ratings yet
- RFF Delivery ProgrammeDocument4 pagesRFF Delivery Programmekad-7No ratings yet
- JDS-G173 3Document8 pagesJDS-G173 3FCP PUNEKARNo ratings yet
- Range: Rack & Pinion ActuatorsDocument12 pagesRange: Rack & Pinion ActuatorsmnmNo ratings yet
- DIN Valve Standards GuideDocument3 pagesDIN Valve Standards Guidelwwwl2No ratings yet
- Impact: Wear Resistant SteelDocument6 pagesImpact: Wear Resistant SteelmazuckNo ratings yet
- SSAB Welding Hardox Wear Plate 103 enDocument20 pagesSSAB Welding Hardox Wear Plate 103 enimupathanNo ratings yet
- 38 FLSD enDocument28 pages38 FLSD enFlo MircaNo ratings yet
- 16 StaticgasketsDocument10 pages16 StaticgasketsRobinReyndersNo ratings yet
- User Manual RK 01 REV 0 Engl CESIDocument3 pagesUser Manual RK 01 REV 0 Engl CESIJuned VhoraNo ratings yet
- Piping and Fittings For German ProjectDocument2 pagesPiping and Fittings For German ProjectshyamamolNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Calc Bend Radii Tensile Elong DataDocument7 pagesCalc Bend Radii Tensile Elong Dataritesh_4luv7679No ratings yet
- Swagelok-Thread and End Connection Identification Guide-MS-13-77 PDFDocument56 pagesSwagelok-Thread and End Connection Identification Guide-MS-13-77 PDFmac9papNo ratings yet
- G D and T Training BrochureDocument4 pagesG D and T Training Brochureritesh_4luv7679No ratings yet
- Governors - Gas & Diesel: Application and Installation GuideDocument25 pagesGovernors - Gas & Diesel: Application and Installation GuideQld_99No ratings yet
- Pembahasan Soal UN Bahasa Inggris SMP 2012 (Paket Soal C29) PDFDocument15 pagesPembahasan Soal UN Bahasa Inggris SMP 2012 (Paket Soal C29) PDFArdi Ansyah YusufNo ratings yet
- MARCOMDocument35 pagesMARCOMDrei SalNo ratings yet
- Assignment No.7Document2 pagesAssignment No.7queen estevesNo ratings yet
- Sr. No. Name Nationality Profession Book Discovery Speciality 1 2 3 4 5 6 Unit 6Document3 pagesSr. No. Name Nationality Profession Book Discovery Speciality 1 2 3 4 5 6 Unit 6Dashrath KarkiNo ratings yet
- Key Elements of Participation and Conflict Resolution in a DemocracyDocument6 pagesKey Elements of Participation and Conflict Resolution in a DemocracyAbhinayNo ratings yet
- ZJJ 3Document23 pagesZJJ 3jananiwimukthiNo ratings yet
- Sustaining The Metropolis: LRT and Streetcars For Super Cities, Presented by The Transportation Research Board of The National Academies (Circular E-C177)Document408 pagesSustaining The Metropolis: LRT and Streetcars For Super Cities, Presented by The Transportation Research Board of The National Academies (Circular E-C177)Randall WestNo ratings yet
- Motor Electrico Bojin J4103 - B User ManualDocument6 pagesMotor Electrico Bojin J4103 - B User ManualJordan BonnettNo ratings yet
- Valentine Gifting - Accessories EditionDocument25 pagesValentine Gifting - Accessories EditionPriyanath PaulNo ratings yet
- Laboratory SafetyDocument4 pagesLaboratory SafetyLey DoydoraNo ratings yet
- Cambridge International General Certificate of Secondary EducationDocument16 pagesCambridge International General Certificate of Secondary EducationAdaaan AfzalNo ratings yet
- Broom Manufacture Machine: StartDocument62 pagesBroom Manufacture Machine: StartHaziq PazliNo ratings yet
- 4900 DatasheetDocument2 pages4900 DatasheetMakam Raghu100% (1)
- Gatk Pipeline Presentation: From Fastq Data To High Confident VariantsDocument8 pagesGatk Pipeline Presentation: From Fastq Data To High Confident VariantsSampreeth ReddyNo ratings yet
- Anticipate Problems Before They Emerge: White PaperDocument7 pagesAnticipate Problems Before They Emerge: White PaperYotsapol KantaratNo ratings yet
- Lorain Schools CEO Finalist Lloyd MartinDocument14 pagesLorain Schools CEO Finalist Lloyd MartinThe Morning JournalNo ratings yet
- Why Leaders Should Look in the “MirrorDocument4 pagesWhy Leaders Should Look in the “MirrorCaryl Baylon EstreraNo ratings yet
- Finding My Voice in ChinatownDocument5 pagesFinding My Voice in ChinatownMagalí MainumbyNo ratings yet
- Defender 90 110 Workshop Manual 5 WiringDocument112 pagesDefender 90 110 Workshop Manual 5 WiringChris Woodhouse50% (2)
- JKR Specs L-S1 Addendum No 1 LED Luminaires - May 2011Document3 pagesJKR Specs L-S1 Addendum No 1 LED Luminaires - May 2011Leong KmNo ratings yet
- Balzac and the Little Chinese Seamstress: A Journey During the Cultural RevolutionDocument4 pagesBalzac and the Little Chinese Seamstress: A Journey During the Cultural RevolutionRogona 123No ratings yet
- Ubc 2015 May Sharpe JillianDocument65 pagesUbc 2015 May Sharpe JillianherzogNo ratings yet
- EOD Stanags Overview April 2021Document12 pagesEOD Stanags Overview April 2021den mas paratate leo egoNo ratings yet
- PEB Requirment by ClientDocument4 pagesPEB Requirment by ClientViraj ModiNo ratings yet
- LAU Paleoart Workbook - 2023Document16 pagesLAU Paleoart Workbook - 2023samuelaguilar990No ratings yet
- British and American Culture Marking RubricDocument5 pagesBritish and American Culture Marking RubricAn Ho LongNo ratings yet
- Generate Ideas with TechniquesDocument19 pagesGenerate Ideas with TechniquesketulNo ratings yet
- Homer BiographyDocument3 pagesHomer BiographyKennethPosadasNo ratings yet
- Pub - Perspectives On Global Cultures Issues in Cultural PDFDocument190 pagesPub - Perspectives On Global Cultures Issues in Cultural PDFCherlyn Jane Ventura TuliaoNo ratings yet
- Product Differentiation and Market Segmentation As Alternative Marketing StrategiesDocument7 pagesProduct Differentiation and Market Segmentation As Alternative Marketing StrategiesCaertiMNo ratings yet