You might also like
- Tratamentos térmicos e superficiais dos açosFrom EverandTratamentos térmicos e superficiais dos açosRating: 4.5 out of 5 stars4.5/5 (3)
- Dimensionamento de elementos e ligações em estruturas de açoFrom EverandDimensionamento de elementos e ligações em estruturas de açoNo ratings yet
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEFrom EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo ratings yet
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasFrom EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo ratings yet
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasFrom EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo ratings yet
- Soldagem Inoxidável - 2015Document80 pagesSoldagem Inoxidável - 2015Weniton OliveiraNo ratings yet
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoFrom EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNo ratings yet
- TS - Aula 02 Eletrodo Revestido Senai 2020 PDFDocument42 pagesTS - Aula 02 Eletrodo Revestido Senai 2020 PDFMatheus StrombeckNo ratings yet
- Resumo Da P1Document10 pagesResumo Da P1José Alves Pinheiro JúniorNo ratings yet
- Prova de Inspetor de Soldagem Nivel 1Document14 pagesProva de Inspetor de Soldagem Nivel 1Nicolas Fontes100% (1)
- Processos de Soldagem PDFDocument290 pagesProcessos de Soldagem PDFEverNo ratings yet
- Procedimento de Soldagem de Tubo de Aço Inox-20220827Document16 pagesProcedimento de Soldagem de Tubo de Aço Inox-20220827john-ed-mir3557No ratings yet
- Apresentação Soldagem Aperfeisoamento 40 HorasDocument98 pagesApresentação Soldagem Aperfeisoamento 40 HorasDIVAINE FERREIRA DE ANDRADE100% (1)
- Soldagem OxigásDocument24 pagesSoldagem OxigásAdão PedroNo ratings yet
- Projeto de Uma Esteira Transportadora para SacariasDocument23 pagesProjeto de Uma Esteira Transportadora para SacariasGabriel MendesNo ratings yet
- Texto - A Prudência Jean LuandDocument9 pagesTexto - A Prudência Jean LuandrodrigoafsanchesNo ratings yet
- Soldagem de Ligas MetalicasDocument13 pagesSoldagem de Ligas MetalicasWaldri MecatronicafasbNo ratings yet
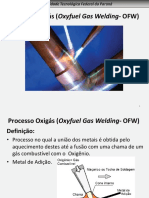
- Processo Oxigás (Oxyfuel Gas Welding - OfW)Document33 pagesProcesso Oxigás (Oxyfuel Gas Welding - OfW)gabriel moraisNo ratings yet
- Manual Serra de Fita Sfo 1 74Document28 pagesManual Serra de Fita Sfo 1 74Patrícia AlvesNo ratings yet
- Simulado para Prova Teórica de ISN1Document12 pagesSimulado para Prova Teórica de ISN1Renato Tadeu Souza Tavares100% (1)
- Teste 2 ADocument4 pagesTeste 2 AMarta GonçalvesNo ratings yet
- Dryko Impermeabilizantes Pisos Frios e Areas Molhaveis Manta AsfalticaDocument6 pagesDryko Impermeabilizantes Pisos Frios e Areas Molhaveis Manta AsfalticadanielpblNo ratings yet
- 11F Nov2018 (Teste2 CriteriosCorrecao)Document2 pages11F Nov2018 (Teste2 CriteriosCorrecao)Rui SantosNo ratings yet
- 00.MA QUINAS DE ELEVAÇÃO DE CARGA (v2 by Abas)Document24 pages00.MA QUINAS DE ELEVAÇÃO DE CARGA (v2 by Abas)AbasnNo ratings yet
- Guia Do Usuario Linha Wellon VP BRDocument71 pagesGuia Do Usuario Linha Wellon VP BRFábioNo ratings yet
- Revestimentos Por Metalização e SoldagemDocument47 pagesRevestimentos Por Metalização e SoldagemClewerton BagnhukNo ratings yet
- Pré AquecimentoDocument8 pagesPré AquecimentoTiago reisNo ratings yet
- Revestimentos Por Metalização e SoldagemDocument46 pagesRevestimentos Por Metalização e SoldagemLindonor Rosa NetoNo ratings yet
- Pré Aquecimento - Parteb 2Document10 pagesPré Aquecimento - Parteb 2Tiago reisNo ratings yet
- Soldagem em Ligas Não FerrosasDocument47 pagesSoldagem em Ligas Não FerrosasbvalinhasNo ratings yet
- 19 PF Soldagem Por BrasagemDocument11 pages19 PF Soldagem Por BrasagemYuri Queiroz100% (1)
- Apresenta ÆoBrasagem EMBDocument156 pagesApresenta ÆoBrasagem EMBjeffersonNo ratings yet
- SOLDA PpsDocument61 pagesSOLDA PpsCaio MarinhoNo ratings yet
- Manual DPT 350 HD AcdcDocument28 pagesManual DPT 350 HD AcdcMarcos Lima0% (1)
- Processo de Soldagem MMADocument6 pagesProcesso de Soldagem MMA778706No ratings yet
- Solda 1Document40 pagesSolda 1Luis Humberto BorgesNo ratings yet
- Artigos TécnicosDocument178 pagesArtigos TécnicosedpsousaNo ratings yet
- Soldagem Por Eletroescória (ESW)Document8 pagesSoldagem Por Eletroescória (ESW)seller mecânicaNo ratings yet
- Processo de Soldagem MMA - SMAW - Eletrodo RevestidoDocument4 pagesProcesso de Soldagem MMA - SMAW - Eletrodo RevestidoRuy PontesNo ratings yet
- SoldagemDocument9 pagesSoldagemfox red100% (1)
- SoldaduroDocument71 pagesSoldaduroManel Das CouvesNo ratings yet
- Curso de SoldaDocument88 pagesCurso de SoldaJose Antonio Andreoli ThomazelliNo ratings yet
- Eletrodo RevestidoDocument95 pagesEletrodo RevestidoJose Mario GodoiNo ratings yet
- Brasagem e RevestimentoDocument25 pagesBrasagem e RevestimentoErnestoChavesNo ratings yet
- Galvanização B - GALVANIZAÇÃO A QUENTEDocument35 pagesGalvanização B - GALVANIZAÇÃO A QUENTERUI MIGUEL SILVA100% (1)
- Apostila 2Document15 pagesApostila 2Carlos LucasNo ratings yet
- Cartilha Sobre SoldaDocument15 pagesCartilha Sobre SoldaCamila De Carvalho CostaNo ratings yet
- (20170302170602) Metalurgia Da Soldagem - Parte 2Document45 pages(20170302170602) Metalurgia Da Soldagem - Parte 2Rodolfo Aventino GomesNo ratings yet
- Previsão Da Soldabilidade Dos Aços InoxidáveisDocument53 pagesPrevisão Da Soldabilidade Dos Aços InoxidáveisBruno CamposNo ratings yet
- A2 Soldagem - PGDocument5 pagesA2 Soldagem - PGPaulo CasaesNo ratings yet
- Aços FerramentasDocument7 pagesAços FerramentasFelipe AugustoNo ratings yet
- NITRETAÇÃODocument3 pagesNITRETAÇÃOfilipercastro2736No ratings yet
- Conhecimento em SoldagemDocument17 pagesConhecimento em SoldagemRicardo Cesar AgostiniNo ratings yet
- Conhecimento em SoldagemDocument6 pagesConhecimento em SoldagemNilson PalmeirimNo ratings yet
- Forjamento-WPS Office KholenDocument11 pagesForjamento-WPS Office KholenKholen Paulo BenjamimNo ratings yet
- Soldagem - Aula 03 - Unidade 1 - Seção 1.3Document39 pagesSoldagem - Aula 03 - Unidade 1 - Seção 1.3rokayw1No ratings yet
- Módulo 3 Processos de SoldagemDocument139 pagesMódulo 3 Processos de SoldagemLuciano AlvesNo ratings yet
- BRASAGEMDocument17 pagesBRASAGEMMarcelo CassimiroNo ratings yet
- Aula 19Document33 pagesAula 19Bruno DantasNo ratings yet
- Pratica 04 SoldagemDocument14 pagesPratica 04 SoldagemlairaferreiralimaNo ratings yet
- Aula 03 Junções de Metais - AcabamentosDocument31 pagesAula 03 Junções de Metais - AcabamentosFabiano Perin GasparinNo ratings yet
- Plastico1 - Tratamento TermicoDocument8 pagesPlastico1 - Tratamento TermicoPedro NudosNo ratings yet
- Anexo 11 (PPT) Apresentação MIGMAG e OxigasDocument52 pagesAnexo 11 (PPT) Apresentação MIGMAG e OxigasJoão Vitor Santos SilvaNo ratings yet
- Aula 1 - Conceitos GeraisDocument63 pagesAula 1 - Conceitos Geraisbsmart.treinamentosNo ratings yet
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoFrom EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo ratings yet
- As Pessoas Não LeemDocument9 pagesAs Pessoas Não LeembernardohbgNo ratings yet
- Rev1 MarathonPac PTDocument8 pagesRev1 MarathonPac PTbernardohbgNo ratings yet
- Utp Maintenance2014Document26 pagesUtp Maintenance2014bernardohbgNo ratings yet
- CatalogoGeral Rev3 PT WebDocument208 pagesCatalogoGeral Rev3 PT WebbernardohbgNo ratings yet
- Agentes InteligentesDocument10 pagesAgentes InteligentesErik CastroNo ratings yet
- Ficha 2 - QuímicaDocument6 pagesFicha 2 - QuímicaBeatriz VenâncioNo ratings yet
- HF ProductGuide Portuguese-2016 PDFDocument28 pagesHF ProductGuide Portuguese-2016 PDFRonildo - HydraparNo ratings yet
- Lubrificantes MobilDocument2 pagesLubrificantes MobilAndre Fernandes MartinsNo ratings yet
- Sistema HDI SiemensDocument96 pagesSistema HDI SiemensPaulo Marcelo100% (1)
- Plano de Aula LogoDocument4 pagesPlano de Aula LogoAline Fonseca CouryNo ratings yet
- Exercicios-Aula-01 06 2014 - 2 PDFDocument98 pagesExercicios-Aula-01 06 2014 - 2 PDFQuive CarlosNo ratings yet
- Dualidade Onda-CorpúsculoDocument2 pagesDualidade Onda-CorpúsculoLee MerovíngioNo ratings yet
- VálvulasdeexpansãoDocument52 pagesVálvulasdeexpansãoajaquilante8021No ratings yet
- Qui 13Document4 pagesQui 13Lucas GuedesNo ratings yet
- Exercícios para Prova P2Document6 pagesExercícios para Prova P2RafaelGoulartNo ratings yet
- Título: Aprendendo A Medir Massas e Volumes Líquidos. Integrantes: Edgard de Moraes, Mara Araújo, Martha Maia, Catarine deDocument8 pagesTítulo: Aprendendo A Medir Massas e Volumes Líquidos. Integrantes: Edgard de Moraes, Mara Araújo, Martha Maia, Catarine deEdgard De MoraesNo ratings yet
- Transf Geometricas Exercicios-MoodleDocument3 pagesTransf Geometricas Exercicios-MoodleAna OliveiraNo ratings yet
- Revisão Av1 - Iv BimestreDocument4 pagesRevisão Av1 - Iv BimestreLeticia CardosoNo ratings yet
- Composto SelanteDocument2 pagesComposto SelanteFabioRubinNo ratings yet
- Termorregulação em Ovinos Sta Inês e Morada NovaDocument21 pagesTermorregulação em Ovinos Sta Inês e Morada NovaMaderson RatsboneNo ratings yet
- Colunas de RecheioDocument30 pagesColunas de RecheioFelipe Guedes PucciNo ratings yet
- Manual Promecon PTDocument64 pagesManual Promecon PTJose luiz Lima SantosNo ratings yet
- Senai Correias e PoliasDocument4 pagesSenai Correias e PoliasyGustavo R10No ratings yet
- Avaliação Final - Filosofia Das Ciências Sociais - Revisão Da Tentativa2Document4 pagesAvaliação Final - Filosofia Das Ciências Sociais - Revisão Da Tentativa2Diego ViníciusNo ratings yet
- NISCO-014 - V08-A00 - 210720 - Norma Interna - Medição IndiDocument12 pagesNISCO-014 - V08-A00 - 210720 - Norma Interna - Medição IndiMoises MendesNo ratings yet
- Modelo de SolowDocument30 pagesModelo de SolowNelson NetoNo ratings yet