You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Transisi Iso 2001 TH 2008 Ke 2015 PDFDocument32 pagesTransisi Iso 2001 TH 2008 Ke 2015 PDFsellen34No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Air Tools - NEWDocument2 pagesAir Tools - NEWCharan KumarNo ratings yet
- S8 ISO2859 DevosDocument17 pagesS8 ISO2859 DevosCharan KumarNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 3004 Purabead 6XL Issue 3Document4 pages3004 Purabead 6XL Issue 3Charan KumarNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Test Method For Determination of Valve Flow CoefficientDocument14 pagesTest Method For Determination of Valve Flow CoefficientCharan KumarNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Microcontroller-Based Solar ChargerDocument5 pagesMicrocontroller-Based Solar ChargerCharan KumarNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Design For Manufacture and Assembly: Why Use DFMA?Document12 pagesDesign For Manufacture and Assembly: Why Use DFMA?pradheepkNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Asme 18.2.2 UnfDocument2 pagesAsme 18.2.2 UnfCharan Kumar100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- 210Document12 pages210kumarkk1969No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Cap. 1Document34 pagesCap. 1Paola Medina GarnicaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- SHPXXX 20 IS XX 13Document240 pagesSHPXXX 20 IS XX 13Geyciane PinheiroNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- South West Mining LTD - Combined CFO & HWA - VerDocument8 pagesSouth West Mining LTD - Combined CFO & HWA - Verapi-3809359No ratings yet
- Scientific American - Febuary 2016Document84 pagesScientific American - Febuary 2016Vu NguyenNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 2 Players The One With Steam BaronsDocument1 page2 Players The One With Steam BaronsBrad RoseNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- INSURANCE BROKER POLICIES Erna SuryawatiDocument7 pagesINSURANCE BROKER POLICIES Erna SuryawatiKehidupan DuniawiNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Project Report EP-1Document9 pagesProject Report EP-1Nikita NawleNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- 3.1-7 Printer Deployment - Copy (Full Permission)Document18 pages3.1-7 Printer Deployment - Copy (Full Permission)Hanzel NietesNo ratings yet
- Pertemuan - 12 MetopenDocument40 pagesPertemuan - 12 MetopenulviaNo ratings yet
- Mobilcut 102 Hoja TecnicaDocument2 pagesMobilcut 102 Hoja TecnicaCAGERIGONo ratings yet
- 1491559890CL 0417 PDFDocument48 pages1491559890CL 0417 PDFCoolerAdsNo ratings yet
- AMCHAM Press ReleaseDocument1 pageAMCHAM Press ReleaseAnonymous FnM14a0No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MGT 201 Midterm Exam, Version BDocument8 pagesMGT 201 Midterm Exam, Version BCybelle TradNo ratings yet
- 1100D Fuel System Installation Guide PDFDocument18 pages1100D Fuel System Installation Guide PDFjAVIER GARCIA MORIANANo ratings yet
- General Mathematics 2nd Quarter ExamDocument3 pagesGeneral Mathematics 2nd Quarter ExamDeped TambayanNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Azure Subscription and Service Limits, Quotas, and ConstraintsDocument54 pagesAzure Subscription and Service Limits, Quotas, and ConstraintsSorinNo ratings yet
- Release ACOS 4.1.4-GR1-P10 IssuesDocument241 pagesRelease ACOS 4.1.4-GR1-P10 IssuesdanielatellaNo ratings yet
- Business English Question PaperDocument4 pagesBusiness English Question PaperKhizra AliNo ratings yet
- Dorks List For Sql2019 PDFDocument50 pagesDorks List For Sql2019 PDFVittorio De RosaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- T53 L 13 Turboshaft EngineDocument2 pagesT53 L 13 Turboshaft EngineEagle1968No ratings yet
- Ab 1486 Developer Interest ListDocument84 pagesAb 1486 Developer Interest ListPrajwal DSNo ratings yet
- War As I Knew ItDocument2 pagesWar As I Knew ItShreyansNo ratings yet
- Section 1: 1. Ofosu, George Nelson 2. OBENG, Kevin Kofi 3.OBENG-OFORI, Afrifa KwameDocument17 pagesSection 1: 1. Ofosu, George Nelson 2. OBENG, Kevin Kofi 3.OBENG-OFORI, Afrifa KwameTony JamesNo ratings yet
- Scheduled Events in MySQL Load CSV Fileto MysqltabDocument11 pagesScheduled Events in MySQL Load CSV Fileto Mysqltabboil35No ratings yet
- Wheel CylindersDocument2 pagesWheel Cylindersparahu ariefNo ratings yet
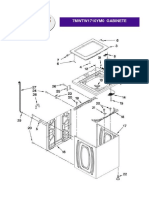
- 7MWTW1710YM0Document8 pages7MWTW1710YM0Izack-Dy JimZitNo ratings yet
- Module 2 Lesson 2 Communication and TechnologyDocument7 pagesModule 2 Lesson 2 Communication and TechnologyClarence EscopeteNo ratings yet
- A Comprehensive Review On Renewable and Sustainable Heating Systems For Poultry FarmingDocument22 pagesA Comprehensive Review On Renewable and Sustainable Heating Systems For Poultry FarmingPl TorrNo ratings yet
- Innova M3 New: 3. InstallationDocument8 pagesInnova M3 New: 3. InstallationAndreea DanielaNo ratings yet
- Future Generation Computer SystemsDocument18 pagesFuture Generation Computer SystemsEkoNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)