You might also like
- Book 7 More R-Controlled-VowelsDocument180 pagesBook 7 More R-Controlled-VowelsPolly Mark100% (1)
- Gamma World Character SheetDocument1 pageGamma World Character SheetDr8chNo ratings yet
- Moveable Span Bridge Study Volume 2 Bascule and Swing Span Bridges Part 2 PDFDocument54 pagesMoveable Span Bridge Study Volume 2 Bascule and Swing Span Bridges Part 2 PDFaqhammam100% (1)
- Sample WorkpackDocument9 pagesSample WorkpackKhairun Mohamad IshakNo ratings yet
- Submerssible PumpDocument17 pagesSubmerssible Pumptousif ahmedNo ratings yet
- Aveva Installation GuideDocument48 pagesAveva Installation GuideNico Van HoofNo ratings yet
- Site Test Procedure: DOC. NO.: Issued By: SA Approved By: GD Title: Site Test Procedure For Overhead CraneDocument17 pagesSite Test Procedure: DOC. NO.: Issued By: SA Approved By: GD Title: Site Test Procedure For Overhead CraneIsmuliono I100% (1)
- Pump Installation Inspection ReportDocument13 pagesPump Installation Inspection Reportspazzbgt100% (1)
- Rate Analysis for Fabrication and Installation WorkDocument8 pagesRate Analysis for Fabrication and Installation WorkaqhammamNo ratings yet
- Rate Analysis for Fabrication and Installation WorkDocument8 pagesRate Analysis for Fabrication and Installation WorkaqhammamNo ratings yet
- 001 Gace Early Childhood TestDocument3 pages001 Gace Early Childhood Testapi-265795386No ratings yet
- 22.1 Itp Rot 001 PDFDocument3 pages22.1 Itp Rot 001 PDFAdades Safede EfdNo ratings yet
- Hot Tapping Proposal - R1 - OPaL - CEL PDFDocument42 pagesHot Tapping Proposal - R1 - OPaL - CEL PDFyuksenthil771984100% (2)
- F-NC-174 (Elephant) Field Development Project - GOSP: Inspection and Test Plan (Itp)Document5 pagesF-NC-174 (Elephant) Field Development Project - GOSP: Inspection and Test Plan (Itp)bhct1987100% (1)
- Inspection and Test Plan For Power TransformerDocument10 pagesInspection and Test Plan For Power TransformerpaolocparreraNo ratings yet
- Rate Analysis of Super StructureDocument8 pagesRate Analysis of Super StructureaqhammamNo ratings yet
- Summary Mechanical CompletionDocument14 pagesSummary Mechanical Completionzat572000No ratings yet
- Organization Chart For Pipe Line Project 01Document1 pageOrganization Chart For Pipe Line Project 01MaherNo ratings yet
- Centrifugal Compressor Inspection GuideDocument7 pagesCentrifugal Compressor Inspection GuideEnergy 2GreenNo ratings yet
- ITP - Erection of Static EquipmentDocument4 pagesITP - Erection of Static Equipmentbhct1987No ratings yet
- Plant Location Company Doc. No. NADocument8 pagesPlant Location Company Doc. No. NAsivaNo ratings yet
- SA04C2-T-MET-AAG-00037 Hydrotest Method StatementDocument25 pagesSA04C2-T-MET-AAG-00037 Hydrotest Method StatementABAID ULLAH100% (2)
- FAT Procedure GresikDocument56 pagesFAT Procedure GresikAriz Joelee Artha100% (1)
- Itp Micropile WorkDocument76 pagesItp Micropile WorkdaryonoNo ratings yet
- Dayang Enterprise Sdn. BHD.: Inspection and Test Plan (Instrument)Document2 pagesDayang Enterprise Sdn. BHD.: Inspection and Test Plan (Instrument)AmyNo ratings yet
- Motorized Gate Valve - Project ReportDocument28 pagesMotorized Gate Valve - Project ReportTanvi Khurana0% (2)
- Hydrotest Procedure For HVAC PKG#2 (Incl. Fire Fighting) WorkDocument8 pagesHydrotest Procedure For HVAC PKG#2 (Incl. Fire Fighting) WorkCipta Adikarya100% (1)
- Method Statement of GE Module InstallationDocument10 pagesMethod Statement of GE Module InstallationAshiqur Rahman ZituNo ratings yet
- Installation ITP for Instrumentation SystemDocument8 pagesInstallation ITP for Instrumentation SystemSreerag NageriNo ratings yet
- Table of Contents and Executive SummaryDocument38 pagesTable of Contents and Executive SummarySourav Ojha0% (1)
- ITP For Reciprocating PumpDocument2 pagesITP For Reciprocating PumpShahShNo ratings yet
- Pressure Gauge and Differential Gauge Datasheet for Gas Pipeline ProjectDocument20 pagesPressure Gauge and Differential Gauge Datasheet for Gas Pipeline Projectsugeng wahyudiNo ratings yet
- Final Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Document95 pagesFinal Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Unni CyriacNo ratings yet
- Piping Material SpecificationDocument36 pagesPiping Material Specificationravirawat15100% (2)
- Submersible Pump InstallationDocument3 pagesSubmersible Pump Installationgunawan refiadiNo ratings yet
- Price List For GRE Piping MaterialDocument1 pagePrice List For GRE Piping MaterialRamadan RashadNo ratings yet
- Check List Pre-CommissioningDocument1 pageCheck List Pre-CommissioningAdy Putro100% (1)
- 2.5 - FAT - C1574 - FAT Procedure PDFDocument7 pages2.5 - FAT - C1574 - FAT Procedure PDFGeorge Jhonson100% (2)
- PT ANSI MEGA Factory Acceptance TestDocument56 pagesPT ANSI MEGA Factory Acceptance Testana erika Menendez SalvatierraNo ratings yet
- Inspection Test Plan (Itp) at Site: Natural Gas Transportation Development Project - Siak RiauDocument6 pagesInspection Test Plan (Itp) at Site: Natural Gas Transportation Development Project - Siak Riauanang_pri100% (1)
- 7 React Redux React Router Es6 m7 SlidesDocument19 pages7 React Redux React Router Es6 m7 Slidesaishas11No ratings yet
- Dosing Pump Function Test ReportDocument8 pagesDosing Pump Function Test Reporttexwan_No ratings yet
- Pump Centrifugal Pre Commissioning ITPDocument10 pagesPump Centrifugal Pre Commissioning ITPMohamad IbrahimNo ratings yet
- (0152) 4664-MSP-001 - API610 Centrifugal PumpsDocument6 pages(0152) 4664-MSP-001 - API610 Centrifugal PumpsSixto Gerardo Oña AnaguanoNo ratings yet
- Screw Conveyors Pre Commissioning ITPDocument9 pagesScrew Conveyors Pre Commissioning ITPdidi sudiartoNo ratings yet
- Procedure For Test Header CertificationDocument16 pagesProcedure For Test Header CertificationAdeoye OgunlamiNo ratings yet
- ITP Mechanical Fabrication Piping and StructureDocument7 pagesITP Mechanical Fabrication Piping and StructureAdiguna DhanaNo ratings yet
- A.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingDocument7 pagesA.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingJabel Oil Services Technical DPT100% (1)
- Hydrotest WaterDocument142 pagesHydrotest WaterPrabhakar Kattula100% (1)
- Installation of Underground PipingDocument6 pagesInstallation of Underground PipingAngling DharmaNo ratings yet
- Cs On RH IncompatibilityDocument17 pagesCs On RH IncompatibilityRupali Arora100% (2)
- Gate Valve Specification for Fuel Gas Supply ProjectDocument14 pagesGate Valve Specification for Fuel Gas Supply Projectmoonstar_dme100% (1)
- THE THIRD PART INSPECTION FOR VALVES - OdtDocument8 pagesTHE THIRD PART INSPECTION FOR VALVES - OdtVelibor StokicNo ratings yet
- Floating Suction Arm Datasheet FormDocument2 pagesFloating Suction Arm Datasheet FormatecotanksNo ratings yet
- Shell and Tube Heat Exchanger TPIDocument9 pagesShell and Tube Heat Exchanger TPIpstechnical_43312697No ratings yet
- 1 ITP For Gas Turbine AuxilliariesDocument10 pages1 ITP For Gas Turbine Auxilliariesvin ssNo ratings yet
- SAT - Centrifugal Pump For TDUDocument4 pagesSAT - Centrifugal Pump For TDUNIKHIL JOHRI100% (4)
- IDBC-TS-MRTBA-C00000-42 Rev A TBE For Instrument Air Compressor and Air DryerDocument45 pagesIDBC-TS-MRTBA-C00000-42 Rev A TBE For Instrument Air Compressor and Air DryerAnggun RushNo ratings yet
- ITP For CW and ACW Piping WorkDocument8 pagesITP For CW and ACW Piping WorkPhong DoNo ratings yet
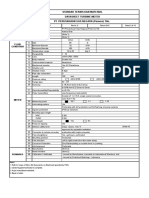
- Data Sheet Meter Turbin G.65Document1 pageData Sheet Meter Turbin G.65HerruSetiawanNo ratings yet
- Inspection and Test Plan SummaryDocument4 pagesInspection and Test Plan SummarySABIR KHANNo ratings yet
- INSPECTION AND TEST PLAN FOR 7.6 KM 4Document7 pagesINSPECTION AND TEST PLAN FOR 7.6 KM 4Farhan100% (1)
- Diaphragm Pumps SOWDocument30 pagesDiaphragm Pumps SOWalliancemarine2011No ratings yet
- Hydro Test Procedure For y Type StrainerDocument8 pagesHydro Test Procedure For y Type StrainernarendraNo ratings yet
- 26071-100-VSC-MAH0-40023 - Method Statement For Installation Fire Fighting System (Equipment Safety and Fire Suppression System) - 001Document27 pages26071-100-VSC-MAH0-40023 - Method Statement For Installation Fire Fighting System (Equipment Safety and Fire Suppression System) - 001ogyrisky100% (1)
- ITP's and ITR's A Necessary - Monster - PDFDocument5 pagesITP's and ITR's A Necessary - Monster - PDFshastri85No ratings yet
- Inspection and Test Plan for Mars CS PackageDocument17 pagesInspection and Test Plan for Mars CS PackageMariah PearsonNo ratings yet
- Pneumatic Test CertificateDocument1 pagePneumatic Test CertificateAneesh JoseNo ratings yet
- Specification Package PlantDocument30 pagesSpecification Package PlantPrakash Kumar KumarNo ratings yet
- Fire Pump EvaluationDocument7 pagesFire Pump EvaluationmrsurantoNo ratings yet
- Technical Bid Evaluation Sheet New Oil Transfer Pumps (P-1250)Document2 pagesTechnical Bid Evaluation Sheet New Oil Transfer Pumps (P-1250)Siva baalan100% (1)
- Gate HydraulicDocument2 pagesGate HydraulicaqhammamNo ratings yet
- Rate Analysis: 1 199.5 PKR 1 $ 175.95 PKR NBP FX Rate Sheet 15.2.2022 NBP FX Rate Sheet 15.2.2023Document1 pageRate Analysis: 1 199.5 PKR 1 $ 175.95 PKR NBP FX Rate Sheet 15.2.2022 NBP FX Rate Sheet 15.2.2023aqhammamNo ratings yet
- Gate HyDocument2 pagesGate HyaqhammamNo ratings yet
- Compressed Air FlowmeterDocument2 pagesCompressed Air FlowmeteraqhammamNo ratings yet
- Selecting The Correct Hydraulic Oil - Hydraulics & PneumaticsDocument5 pagesSelecting The Correct Hydraulic Oil - Hydraulics & PneumaticsaqhammamNo ratings yet
- RG Group ArticleDocument4 pagesRG Group ArticleaqhammamNo ratings yet
- Viscosity of Hydraulic OilDocument2 pagesViscosity of Hydraulic OilaqhammamNo ratings yet
- Stamp: Before You ItDocument6 pagesStamp: Before You ItaqhammamNo ratings yet
- Sizing Tubes To Maximize Hydraulic Efficiency - Machine DesignDocument7 pagesSizing Tubes To Maximize Hydraulic Efficiency - Machine DesignaqhammamNo ratings yet
- How Do You Know If You're Using The Right Hydraulic Oil - Machinery LubricationDocument4 pagesHow Do You Know If You're Using The Right Hydraulic Oil - Machinery LubricationaqhammamNo ratings yet
- World Wide Metric BlogDocument2 pagesWorld Wide Metric BlogaqhammamNo ratings yet
- How Do I Pick The Right Hydraulic Hose 2Document2 pagesHow Do I Pick The Right Hydraulic Hose 2aqhammamNo ratings yet
- Tips On Selection of Plumbing Size For Hydraulic Systems - Womack Machine Supply CompanyDocument3 pagesTips On Selection of Plumbing Size For Hydraulic Systems - Womack Machine Supply CompanyaqhammamNo ratings yet
- Safety 2Document1 pageSafety 2aqhammamNo ratings yet
- Calculating Recommended Hose Diameter in A Hydraulic Circuit - FlowfitDocument3 pagesCalculating Recommended Hose Diameter in A Hydraulic Circuit - FlowfitaqhammamNo ratings yet
- Calculating Recommended Hose Diameter in A Hydraulic Circuit - FlowfitDocument3 pagesCalculating Recommended Hose Diameter in A Hydraulic Circuit - FlowfitaqhammamNo ratings yet
- Why You Shouldn't Overlook Hydraulic Pipe SizeDocument4 pagesWhy You Shouldn't Overlook Hydraulic Pipe SizeaqhammamNo ratings yet
- HEALTHDocument1 pageHEALTHaqhammamNo ratings yet
- Code of ConductDocument1 pageCode of ConductaqhammamNo ratings yet
- Anti-Corruption Anti-Corruption Policy PolicyDocument1 pageAnti-Corruption Anti-Corruption Policy PolicyaqhammamNo ratings yet
- Rate Analysis of Super StructureDocument8 pagesRate Analysis of Super StructureaqhammamNo ratings yet
- Chain PulleyDocument3 pagesChain PulleyaqhammamNo ratings yet
- Policy On Corporate Social Responsibility Social Responsibility (CSR) (CSR)Document1 pagePolicy On Corporate Social Responsibility Social Responsibility (CSR) (CSR)aqhammamNo ratings yet
- ENVIRONMENTDocument1 pageENVIRONMENTaqhammamNo ratings yet
- SBP Rate Sheet 09 Nov 2018Document1 pageSBP Rate Sheet 09 Nov 2018aqhammamNo ratings yet
- Materials Notes 15 Rolling - Forging PDFDocument6 pagesMaterials Notes 15 Rolling - Forging PDFaqhammamNo ratings yet
- © 2020 Lippincott Advisor Nursing Care Plans For Medical Diagnoses - Coronavirus Disease 2019 (COVID 19) PDFDocument7 pages© 2020 Lippincott Advisor Nursing Care Plans For Medical Diagnoses - Coronavirus Disease 2019 (COVID 19) PDFVette Angelikka Dela CruzNo ratings yet
- WCM - March 2017-Final Version PDF - 4731677 - 01Document211 pagesWCM - March 2017-Final Version PDF - 4731677 - 01Antonio VargasNo ratings yet
- 6a. ICMR STSDocument15 pages6a. ICMR STSVishnu Praba ANo ratings yet
- Course Handbook MSC Marketing Sept2022Document58 pagesCourse Handbook MSC Marketing Sept2022Tauseef JamalNo ratings yet
- TSGE - TLGE - TTGE - Reduce Moment High Performance CouplingDocument6 pagesTSGE - TLGE - TTGE - Reduce Moment High Performance CouplingazayfathirNo ratings yet
- C++ Programmierung (Benjamin Buch, Wikibooks - Org)Document257 pagesC++ Programmierung (Benjamin Buch, Wikibooks - Org)stefano rossiNo ratings yet
- Differentiation: Vehicle Network SolutionsDocument1 pageDifferentiation: Vehicle Network SolutionsДрагиша Небитни ТрифуновићNo ratings yet
- Nysc Editorial ManifestoDocument2 pagesNysc Editorial ManifestoSolomon Samuel AdetokunboNo ratings yet
- Experimental Investigation On The Properties of Compressed Earth Blocks Stabilised With A Liquid ChemicalDocument7 pagesExperimental Investigation On The Properties of Compressed Earth Blocks Stabilised With A Liquid ChemicalDeb Dulal TripuraNo ratings yet
- An Improved Ant Colony Algorithm and Its ApplicatiDocument10 pagesAn Improved Ant Colony Algorithm and Its ApplicatiI n T e R e Y eNo ratings yet
- Rpo 1Document496 pagesRpo 1Sean PrescottNo ratings yet
- Capex Vs RescoDocument1 pageCapex Vs Rescosingla.nishant1245No ratings yet
- Mercury QCDocument23 pagesMercury QCMarcus MeyerNo ratings yet
- Networks Lab Assignment 1Document2 pagesNetworks Lab Assignment 1006honey006No ratings yet
- Monitoring Tool in ScienceDocument10 pagesMonitoring Tool in ScienceCatherine RenanteNo ratings yet
- Strategy GlossaryDocument15 pagesStrategy GlossaryMahmoud SaeedNo ratings yet
- BILL of Entry (O&A) PDFDocument3 pagesBILL of Entry (O&A) PDFHiJackNo ratings yet
- Research PaperDocument15 pagesResearch PapershrirangNo ratings yet
- Classification of Methods of MeasurementsDocument60 pagesClassification of Methods of MeasurementsVenkat Krishna100% (2)
- Ohta, Honey Ren R. - Activity 7.2 (Reflection Agriculture and Religion)Document5 pagesOhta, Honey Ren R. - Activity 7.2 (Reflection Agriculture and Religion)honey ohtaNo ratings yet
- Contract To Sell LansanganDocument2 pagesContract To Sell LansanganTet BuanNo ratings yet
- EGMM - Training Partner MOUDocument32 pagesEGMM - Training Partner MOUShaik HussainNo ratings yet
- 1 20《经济学家》读译参考Document62 pages1 20《经济学家》读译参考xinying94No ratings yet