You might also like
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309From EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Rating: 5 out of 5 stars5/5 (1)
- Caso 5Document2 pagesCaso 5Nereyda Quezada100% (1)
- Commodities Azucar Ene19Document37 pagesCommodities Azucar Ene19JOSE ADONIS ANAYA TIPACTINo ratings yet
- Compendio 1 Método CientíficoDocument12 pagesCompendio 1 Método Científicopelontuwe100% (1)
- BriefDocument4 pagesBriefIdelso Melgarejo Quispe83% (6)
- Daniel Dannery - Granja AnimalDocument39 pagesDaniel Dannery - Granja Animalapi-325724979No ratings yet
- Algoritmo Formula GeneralDocument1 pageAlgoritmo Formula GeneralDavid NietoNo ratings yet
- Preguntas Matematica Ser BachillerDocument4 pagesPreguntas Matematica Ser Bachillerjonathan67% (3)
- Ilovepdf QUIMICADocument45 pagesIlovepdf QUIMICAJoHaN PaCaNo ratings yet
- Seccion 2Document4 pagesSeccion 2Momazos Xdi100% (1)
- S2-Trabajo Práctico Experimental - 1Document15 pagesS2-Trabajo Práctico Experimental - 1marijomatymartin1010No ratings yet
- REGCOR: Regresión, correlación y análisis de datosDocument8 pagesREGCOR: Regresión, correlación y análisis de datosMarco Tulio Ruiz100% (1)
- Preparacion Del Hardware para La InstalacionDocument1 pagePreparacion Del Hardware para La InstalacionRifray Hernandez SuasteguiNo ratings yet
- Trabajo Teoria de ErroresDocument9 pagesTrabajo Teoria de ErroresDiana MilenaNo ratings yet
- Algoritmos para calcular descuentos, sueldos y notasDocument5 pagesAlgoritmos para calcular descuentos, sueldos y notasJeffer De AlbaNo ratings yet
- Diapositiva Longitud de Arco y CurvaturaDocument9 pagesDiapositiva Longitud de Arco y CurvaturaFrenny RGNo ratings yet
- Formato Fuerzas CoplanaresDocument3 pagesFormato Fuerzas CoplanaresSebastian Barrera GelvezNo ratings yet
- Normas ApaDocument3 pagesNormas ApaEsneydert Mauricio CardonaNo ratings yet
- Rueda MoscovitaDocument5 pagesRueda MoscovitaDamis FrankNo ratings yet
- Norma de Un VectorDocument5 pagesNorma de Un VectorGaby MartinezNo ratings yet
- Plan de Mejora - Grado 10° MatematicaDocument14 pagesPlan de Mejora - Grado 10° MatematicaDeyfer ChaverraNo ratings yet
- Rte 061 PinturaDocument17 pagesRte 061 PinturaIvis AhnNo ratings yet
- GuiaLaboratorioManuallaboratoriofisica Páginas 17 59Document43 pagesGuiaLaboratorioManuallaboratoriofisica Páginas 17 59DarwinAgudeloNo ratings yet
- Segundo Parcial 201801Document2 pagesSegundo Parcial 201801alexNo ratings yet
- Formulario Hoja de Vida MRLDocument3 pagesFormulario Hoja de Vida MRLMarcelo Santos0% (1)
- Exámen Arranque Viruta Primer Quimestre 2do ADocument2 pagesExámen Arranque Viruta Primer Quimestre 2do ADanilo RamirezNo ratings yet
- FCT 21-22Document31 pagesFCT 21-22juanjeremiasNo ratings yet
- Ejemplos Preguntas PRIMER CONTROL LEDocument6 pagesEjemplos Preguntas PRIMER CONTROL LErodrigoNo ratings yet
- 2 MecánicaDocument87 pages2 Mecánicayosnan Garcia NinamqueNo ratings yet
- Taller de Transferencia TecnologicaDocument6 pagesTaller de Transferencia TecnologicaLinda Paola100% (1)
- Exposicion de Los BiomaterialesDocument14 pagesExposicion de Los BiomaterialesEVELYN YUQUILEMANo ratings yet
- Cálculo diferencial: tarea de límites y derivadasDocument1 pageCálculo diferencial: tarea de límites y derivadasJennifer Carrión MenachoNo ratings yet
- Ejer 2Document12 pagesEjer 2kronalyneNo ratings yet
- Función AfínDocument5 pagesFunción AfínAlvi HigashikataNo ratings yet
- Prueba 3Document25 pagesPrueba 3Fernando OrdoñezNo ratings yet
- Examen Ley Del Seno Ley Del CosenoDocument2 pagesExamen Ley Del Seno Ley Del CosenoGregory GonzalezNo ratings yet
- Taller 10° AngulosDocument5 pagesTaller 10° Angulosmilena100% (1)
- 2amanalisis Matematico Automotriz - CLLDocument27 pages2amanalisis Matematico Automotriz - CLLCaro LlangaNo ratings yet
- Análisis bivariante: tiempo en internet vs calificaciones, estaturas de padres e hijos, edad vs ausentismo laboralDocument2 pagesAnálisis bivariante: tiempo en internet vs calificaciones, estaturas de padres e hijos, edad vs ausentismo laboralErick Hoffman DatwaylerNo ratings yet
- 5 Modulo Ejercicios Resueltos - Geometria 2016-2Document101 pages5 Modulo Ejercicios Resueltos - Geometria 2016-2Stefanny Mosquera IbarguenNo ratings yet
- Documentos para lista de espera de pregradoDocument2 pagesDocumentos para lista de espera de pregradoJoseNo ratings yet
- Informe 2Document13 pagesInforme 2Miguel CastroNo ratings yet
- Propiedades Capacitivas de La MateriaDocument6 pagesPropiedades Capacitivas de La MateriaJuan Carlos Saltarin LeonesNo ratings yet
- Cuestionario1 PDFDocument2 pagesCuestionario1 PDFDidier VillanuevaNo ratings yet
- HOJA DE RESULTADO1 Laboratorio de Fisica 1Document5 pagesHOJA DE RESULTADO1 Laboratorio de Fisica 1Mario Andres Franco100% (1)
- TAREA 3, Dep 3.Document16 pagesTAREA 3, Dep 3.andreaNo ratings yet
- Taller2 - Network Forensic 1Document9 pagesTaller2 - Network Forensic 1Jason PinedaNo ratings yet
- Ejercicios 4Document5 pagesEjercicios 4joseNo ratings yet
- Previo 1 Grupo (Quimica2)Document1 pagePrevio 1 Grupo (Quimica2)Jorge Contreras0% (1)
- Examen de Algoritmo y Logica de Primer Parcial Grupo 1 - Revisión Del IntentoDocument8 pagesExamen de Algoritmo y Logica de Primer Parcial Grupo 1 - Revisión Del IntentoWILMER SAMUEL BRIONES GARRIDONo ratings yet
- Regla de Simpson: método de integración numéricaDocument3 pagesRegla de Simpson: método de integración numéricamarleny jessicaNo ratings yet
- Bases de Datos - Práctico de Laboratorio No3Document9 pagesBases de Datos - Práctico de Laboratorio No3INFORMATIC GUYSNo ratings yet
- Matriz inversa autoevaluación Yeimy GarcíaDocument3 pagesMatriz inversa autoevaluación Yeimy GarcíaFabian Garcia HNo ratings yet
- 3 Problema Mapa Hidrogeologico Con Isolineas-CorteDocument2 pages3 Problema Mapa Hidrogeologico Con Isolineas-CorteRicardo EnriquezNo ratings yet
- Rúbrica para ProblemasDocument2 pagesRúbrica para Problemasinteligencia11100% (1)
- Ficha Estudiantil DeceDocument2 pagesFicha Estudiantil DeceCris AriasNo ratings yet
- Taller de Saberes Previos - MsaDocument5 pagesTaller de Saberes Previos - MsaYesenia MejíaNo ratings yet
- Codigo de Col. ResistenciasDocument2 pagesCodigo de Col. ResistenciasCamilo Rueda Martinez0% (1)
- 10m0 Exmen Remedial Mat 2019Document6 pages10m0 Exmen Remedial Mat 2019Anonymous ojdwwW3No ratings yet
- FISICADocument6 pagesFISICALesley Howell0% (1)
- REFLEXIÓN SOBRE CAMPO ELÉCTRICO - Roger PerezDocument6 pagesREFLEXIÓN SOBRE CAMPO ELÉCTRICO - Roger PerezRoger PrzNo ratings yet
- Cuestionario 12-1Document20 pagesCuestionario 12-1Leonel Cruz EspinozaNo ratings yet
- Moldeo y colada de metales UNIDocument39 pagesMoldeo y colada de metales UNIPio Quispe GarciaNo ratings yet
- Cuestionario 12 Completo (1) 444444444Document8 pagesCuestionario 12 Completo (1) 444444444Javier RiveraNo ratings yet
- Cuestionario Capitulo 12Document10 pagesCuestionario Capitulo 12Yhoni RY100% (1)
- Boletin 1Document5 pagesBoletin 1Alex AlmacheNo ratings yet
- Sistemas de Edificios en Estructura MetálicaDocument2 pagesSistemas de Edificios en Estructura MetálicaAlex AlmacheNo ratings yet
- Produccinagrcoladelecuador 110101160423 Phpapp01Document2 pagesProduccinagrcoladelecuador 110101160423 Phpapp01Alex AlmacheNo ratings yet
- Calibración UltrasonidoDocument18 pagesCalibración UltrasonidoAlex AlmacheNo ratings yet
- Formato Seguimiento Sílabo Estudiante Primer ParcialDocument4 pagesFormato Seguimiento Sílabo Estudiante Primer ParcialAlex AlmacheNo ratings yet
- Impresion 3 DDocument13 pagesImpresion 3 DAlex AlmacheNo ratings yet
- CargasDocument5 pagesCargasAlex AlmacheNo ratings yet
- Ejemplo Eddy CurrentsDocument2 pagesEjemplo Eddy CurrentsAlex AlmacheNo ratings yet
- ElevacionDocument4 pagesElevacionAlex AlmacheNo ratings yet
- NORMASDocument2 pagesNORMASAlex AlmacheNo ratings yet
- Datos de La Nave IndustrialDocument47 pagesDatos de La Nave IndustrialAlex AlmacheNo ratings yet
- Contenido 1Document29 pagesContenido 1Alex AlmacheNo ratings yet
- Mtodorula 121129150735 Phpapp01Document51 pagesMtodorula 121129150735 Phpapp01Alex AlmacheNo ratings yet
- Reporte de Ensayo de MacrografíaDocument1 pageReporte de Ensayo de MacrografíaAlex AlmacheNo ratings yet
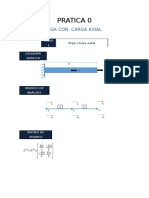
- Practica 0 ManualDocument6 pagesPractica 0 ManualAlex AlmacheNo ratings yet
- IntroducciónDocument2 pagesIntroducciónAlex AlmacheNo ratings yet
- Sistemas de Gestión AmbientalDocument41 pagesSistemas de Gestión AmbientalJoose Urbaano Dominguezz RodriguezzNo ratings yet
- Primer Adelanto Del ProyectoDocument20 pagesPrimer Adelanto Del ProyectoAlex AlmacheNo ratings yet
- Presentacion Artículo Técnico Mantenimiento 12-04-2016Document6 pagesPresentacion Artículo Técnico Mantenimiento 12-04-2016Alex AlmacheNo ratings yet
- Actos Inseguros Dentro de La EmpresaDocument4 pagesActos Inseguros Dentro de La EmpresaAlex AlmacheNo ratings yet
- CondicionesDocument5 pagesCondicionesAlex AlmacheNo ratings yet
- CorrosionDocument15 pagesCorrosionAlex AlmacheNo ratings yet
- Calculo de RodamientosDocument17 pagesCalculo de RodamientoselyandersNo ratings yet
- Silla CompletaDocument1 pageSilla CompletaAlex AlmacheNo ratings yet
- CálculosDocument8 pagesCálculosAlex AlmacheNo ratings yet
- AetDocument4 pagesAetAlex AlmacheNo ratings yet
- PROYECTODocument25 pagesPROYECTOAlex AlmacheNo ratings yet
- Calculos Engranes ZerolrDocument10 pagesCalculos Engranes ZerolrAlex AlmacheNo ratings yet
- Programa Analítico Estructuras MetálicasDocument7 pagesPrograma Analítico Estructuras MetálicasAlex AlmacheNo ratings yet
- Modulo 3. Violencia de GeneroDocument9 pagesModulo 3. Violencia de GeneroKarla Martinez Jimenez100% (1)
- La Prevencion de Enfermedades en El Trabajo PDFDocument2 pagesLa Prevencion de Enfermedades en El Trabajo PDFJose AmambalNo ratings yet
- Catálogo de soldaduras y consumiblesDocument33 pagesCatálogo de soldaduras y consumiblesRubenNo ratings yet
- Inducción A ContratistasDocument14 pagesInducción A ContratistasIliana OchoaNo ratings yet
- Invocación A Los Espíritus Celestes SuperioresDocument3 pagesInvocación A Los Espíritus Celestes SuperioresValentina Picón100% (5)
- H.T Sinergro Max 10XDocument4 pagesH.T Sinergro Max 10XJosé Adiel RomeroNo ratings yet
- WW 750 66 B SpanishDocument6 pagesWW 750 66 B SpanishronnyluisNo ratings yet
- Adicciones en Los Jovenes Or.Document48 pagesAdicciones en Los Jovenes Or.Nitza MejiaNo ratings yet
- Plomo en Pinturas DecorativasDocument20 pagesPlomo en Pinturas DecorativasRaymond Arellano MonteroNo ratings yet
- Brechas de Género en El PerúDocument25 pagesBrechas de Género en El PerúWENDY VIVAS RODRIGUEZNo ratings yet
- Base de Datos ConvenidosDocument17 pagesBase de Datos ConvenidosMarcela MarNo ratings yet
- TEMPERATURA BULBO HÚMEDO Y BOMBA CALORDocument13 pagesTEMPERATURA BULBO HÚMEDO Y BOMBA CALORArmando FríazNo ratings yet
- Catalogo Durman PDFDocument19 pagesCatalogo Durman PDFHitenNo ratings yet
- Taller de Terminología MédicaDocument6 pagesTaller de Terminología Médicatatianabt23No ratings yet
- Recibo de Pago de Nómina: EmisorDocument1 pageRecibo de Pago de Nómina: EmisorLuis Alberto SEquera FloresNo ratings yet
- Preguntas Nuevo RECSS Fase 2Document7 pagesPreguntas Nuevo RECSS Fase 2Magdalena SotoNo ratings yet
- Valoración médica generalDocument2 pagesValoración médica generalAdelina Gastrobar 2021No ratings yet
- HERAZO REYES DANIEL NeumoníaDocument21 pagesHERAZO REYES DANIEL NeumoníaDaniel HerazoNo ratings yet
- Grupos de Trabajo Monografico de MatematicaDocument2 pagesGrupos de Trabajo Monografico de MatematicaCésar LeónNo ratings yet
- Unidades 1 y 2. Introducción-HomeostasisDocument45 pagesUnidades 1 y 2. Introducción-Homeostasismtz.monse.kaNo ratings yet
- Modelo de Recurso de ReconsideraciónDocument6 pagesModelo de Recurso de ReconsideraciónBrayan Gomez YapoNo ratings yet
- Recibo Movistar Julio 2021Document4 pagesRecibo Movistar Julio 2021Amadeo Peralta RodriguezNo ratings yet
- Tema 2. Formación de Yacimientos Minerales.Document42 pagesTema 2. Formación de Yacimientos Minerales.Yulimar CoronadoNo ratings yet
- Diagnóstico situacional y metas del C.S. Pampa InalámbricaDocument137 pagesDiagnóstico situacional y metas del C.S. Pampa Inalámbricabmari170% (1)
- Las Defensas Del Organismo HumanoDocument10 pagesLas Defensas Del Organismo HumanoMili GarcíaNo ratings yet