You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Anti-Fouling Pre-Treatment For Membranes - Chemical EngineeringDocument1 pageAnti-Fouling Pre-Treatment For Membranes - Chemical Engineeringmavilla10No ratings yet
- Deionized Water: Application BulletinDocument2 pagesDeionized Water: Application BulletinpinutaNo ratings yet
- GasolinasDocument1 pageGasolinasmavilla10No ratings yet
- Lit - Filtration and Separation SpectrumDocument1 pageLit - Filtration and Separation SpectrumGreg ReynekeNo ratings yet
- Ultrafiltración CatalogoDocument4 pagesUltrafiltración Catalogomavilla10No ratings yet
- HSG 176Document69 pagesHSG 176rezamzaNo ratings yet
- VAF Cooling Tower Brochure 10.2013Document2 pagesVAF Cooling Tower Brochure 10.2013mavilla10No ratings yet
- Domestic Waste Water Treatment - Trickling FiltersDocument10 pagesDomestic Waste Water Treatment - Trickling FiltersAndré Guimarães GomesNo ratings yet
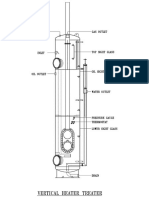
- Vertical Heater Treater Drawing PDFDocument1 pageVertical Heater Treater Drawing PDFmavilla10No ratings yet
- CompressibleFlow PracticeProblemsDocument42 pagesCompressibleFlow PracticeProblemsmavilla10100% (1)
- Tuberia OrnamentalDocument2 pagesTuberia Ornamentalmavilla10No ratings yet
- Selection TableDocument3 pagesSelection Tablemavilla10No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- GCSDocument20 pagesGCSnicole aligno100% (2)
- Fundamentals of Fast SwimmingDocument9 pagesFundamentals of Fast SwimmingTorcay Ulucay100% (1)
- Clinical Case Report No 2Document11 pagesClinical Case Report No 2ملک محمد صابرشہزاد50% (2)
- Gebauer 2012Document26 pagesGebauer 2012Seán GallagherNo ratings yet
- Universal Basic IncomeDocument31 pagesUniversal Basic IncomeumairahmedbaigNo ratings yet
- Piping Material Classes GuideDocument98 pagesPiping Material Classes GuideLuis Pottozen VillanuevaNo ratings yet
- GSIS vs. de LeonDocument9 pagesGSIS vs. de Leonalwayskeepthefaith8No ratings yet
- Lease Practice QuestionsDocument4 pagesLease Practice QuestionsAbdul SamiNo ratings yet
- Dimensional Data: For Valves and ActuatorsDocument52 pagesDimensional Data: For Valves and ActuatorsPaulNo ratings yet
- WSO 2022 IB Working Conditions SurveyDocument42 pagesWSO 2022 IB Working Conditions SurveyPhạm Hồng HuếNo ratings yet
- IMCI Chart 2014 EditionDocument80 pagesIMCI Chart 2014 EditionHarold DiasanaNo ratings yet
- ERS M22 PC4 FerryDocument2 pagesERS M22 PC4 FerryouakgoodNo ratings yet
- TDS Versimax HD4 15W40Document1 pageTDS Versimax HD4 15W40Amaraa DNo ratings yet
- UNICESS KR Consmetics Maeteria Nunssupjara 01apr23Document44 pagesUNICESS KR Consmetics Maeteria Nunssupjara 01apr23ZB ChuaNo ratings yet
- Growing Turmeric: Keys To SuccessDocument4 pagesGrowing Turmeric: Keys To SuccessAnkit ShahNo ratings yet
- Exercise 4 Summary - KEY PDFDocument3 pagesExercise 4 Summary - KEY PDFFrida Olea100% (1)
- VIDEO 2 - Thì hiện tại tiếp diễn và hiện tại hoàn thànhDocument3 pagesVIDEO 2 - Thì hiện tại tiếp diễn và hiện tại hoàn thànhÝ Nguyễn NhưNo ratings yet
- Role of Family and Society in The Rehabiloitation of Offenders PDFDocument4 pagesRole of Family and Society in The Rehabiloitation of Offenders PDFDevlika DasNo ratings yet
- Circulatory System Packet BDocument5 pagesCirculatory System Packet BLouise SalvadorNo ratings yet
- NCMA 217 - Newborn Assessment Ma'am JhalDocument5 pagesNCMA 217 - Newborn Assessment Ma'am JhalMariah Blez BognotNo ratings yet
- Perforamance Based AssessmentDocument2 pagesPerforamance Based AssessmentJocelyn Acog Bisas MestizoNo ratings yet
- Pulsar2 User Manual - ENDocument83 pagesPulsar2 User Manual - ENJanette SouzaNo ratings yet
- Family MedicineDocument156 pagesFamily MedicinedtriggNo ratings yet
- Malaysia's Trade Potential in Colourful AfricaDocument18 pagesMalaysia's Trade Potential in Colourful AfricaThe MaverickNo ratings yet
- Pet - WikipediaDocument12 pagesPet - Wikipediabdalcin5512No ratings yet
- Space Analysis in Orthodontic: University of GlasgowDocument16 pagesSpace Analysis in Orthodontic: University of GlasgowNizam Muhamad100% (1)
- Critical Criminal Justice IssuesDocument132 pagesCritical Criminal Justice IssuesAnnamarella Amurao CardinezNo ratings yet
- Thee Correlational Study of Possittive Emotionons and Coping Strategies For Academic Stress Among CASS Studentts - updaTEDDocument23 pagesThee Correlational Study of Possittive Emotionons and Coping Strategies For Academic Stress Among CASS Studentts - updaTEDJuliet AcelNo ratings yet
- Health and Safety Awareness For Flower Farm WorkersDocument1 pageHealth and Safety Awareness For Flower Farm WorkersGerald GwambaNo ratings yet
- Guide Propedevt Stomat 2c EngDocument256 pagesGuide Propedevt Stomat 2c EngJhoel Jhonatan Torres MuñozNo ratings yet