You might also like
- SS 0023 enDocument20 pagesSS 0023 enfirstbook1No ratings yet
- Ordovician Tergomya and Gastropoda (Mollusca of The Anti-Atla Morocco)Document58 pagesOrdovician Tergomya and Gastropoda (Mollusca of The Anti-Atla Morocco)firstbook1No ratings yet
- Lecture 25Document28 pagesLecture 25firstbook1No ratings yet
- Schott Brochure Technical Glasses UsDocument76 pagesSchott Brochure Technical Glasses Usfirstbook1100% (1)
- MaterialsToday 9 18Document10 pagesMaterialsToday 9 18mave16No ratings yet
- The Ultimate Infrared Handbook For R&D ProfessionalsDocument44 pagesThe Ultimate Infrared Handbook For R&D ProfessionalsIeremeiov Vladimir100% (5)
- Review IR PDFDocument34 pagesReview IR PDFZvonko DamnjanovicNo ratings yet
- RND 003 UsDocument4 pagesRND 003 Usfirstbook1No ratings yet
- Sbea 001Document18 pagesSbea 001firstbook1No ratings yet
- Survive Economic Collapse With Step-by-Step InstructionsDocument4 pagesSurvive Economic Collapse With Step-by-Step Instructionsfirstbook1No ratings yet
- Microcooler MC4Document2 pagesMicrocooler MC4firstbook1No ratings yet
- NexusDocument2 pagesNexusfirstbook1No ratings yet
- KDocument7 pagesKfirstbook1No ratings yet
- ICPC Policies and Procedures PDFDocument4 pagesICPC Policies and Procedures PDFSai SaurabNo ratings yet
- ICPC Policies and Procedures PDFDocument4 pagesICPC Policies and Procedures PDFSai SaurabNo ratings yet
- أسهل الطرق للبدء مع السي بلس بلس ++CDocument22 pagesأسهل الطرق للبدء مع السي بلس بلس ++Cأكبر مكتبة كتب عربية100% (1)
- Serial TransDocument11 pagesSerial Transfirstbook1No ratings yet
- Free EnergyDocument550 pagesFree Energy12BAc0% (1)
- EEL 7 SpeakingDocument20 pagesEEL 7 SpeakingSathish KumarNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Medium Power Substation Instruction ManualDocument24 pagesMedium Power Substation Instruction ManualOmar GraterolNo ratings yet
- Multidisciplinary Nature of Environmental StudiesDocument6 pagesMultidisciplinary Nature of Environmental StudiesWiz Calvin ManutdNo ratings yet
- Marine Chock InstallationDocument48 pagesMarine Chock InstallationSumeet SawantNo ratings yet
- AC TO AC Write UpsDocument7 pagesAC TO AC Write UpsTin PelingonNo ratings yet
- 3512TA - 1000kVA - LV - Spec Sheet PDFDocument5 pages3512TA - 1000kVA - LV - Spec Sheet PDFavinash_1229No ratings yet
- 320, 320L Medicion de Presiones Bomba Hidraulica PDFDocument181 pages320, 320L Medicion de Presiones Bomba Hidraulica PDFrprim100% (2)
- Flat Roof 1Document10 pagesFlat Roof 1agent206No ratings yet
- Elective 4 Module1Document27 pagesElective 4 Module1kentong compraNo ratings yet
- Turbocharged Engines PDFDocument72 pagesTurbocharged Engines PDFVeler VelericNo ratings yet
- Final Directory Handbook For ADIPEC 2023Document54 pagesFinal Directory Handbook For ADIPEC 2023Zharif ZainiNo ratings yet
- CZ-RTC4 - Service ManualDocument68 pagesCZ-RTC4 - Service ManualAnonymous 31Airw50% (2)
- Waste Water-Sewage PumpDocument111 pagesWaste Water-Sewage Pumpcharadeg100No ratings yet
- Euler-Ship Mast LocationDocument61 pagesEuler-Ship Mast LocationzeldaikNo ratings yet
- Question Paper Code:: Reg. No.Document2 pagesQuestion Paper Code:: Reg. No.tamilarasi87thulasiNo ratings yet
- Master Plan 2021Document172 pagesMaster Plan 2021Rajnish MishraNo ratings yet
- DPDC MaintenanceDocument5 pagesDPDC MaintenanceArfana Akter BanogirNo ratings yet
- 6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHDocument22 pages6-Achs SPMT 210.12.4 G4 6-Axle SPMT 210.12.4 G4: Scheuerle-Fahrzeugfabrik GMBHsrikanthc8550% (2)
- Screw Compressor Units: For Sodium Carbonate Production (Soda Ash)Document2 pagesScrew Compressor Units: For Sodium Carbonate Production (Soda Ash)Jaswindersingh BhatiaNo ratings yet
- Mechanics - Fluid Dynamics: K. Suresh Senanayake 1Document2 pagesMechanics - Fluid Dynamics: K. Suresh Senanayake 1mangsureshNo ratings yet
- ECE 1312 Chapter 1Document19 pagesECE 1312 Chapter 1Fatihah AinaNo ratings yet
- SHD30 and SHD30-45 Models: (Standard)Document2 pagesSHD30 and SHD30-45 Models: (Standard)Roger TorrejonNo ratings yet
- Automatic Street Light Control Using LDRDocument39 pagesAutomatic Street Light Control Using LDRAyush Kumar100% (1)
- FMC1278Document132 pagesFMC1278Herick Douglas PereiraNo ratings yet
- General-Purpose Steam Turbines (Amendments/Supplements To Api 611)Document27 pagesGeneral-Purpose Steam Turbines (Amendments/Supplements To Api 611)BiswasNo ratings yet
- Impulse Valve Operator Kit IV.1.09.01Document2 pagesImpulse Valve Operator Kit IV.1.09.01eduardo gonzalezav0% (1)
- Wiring Diagram FH, NH: GroupDocument110 pagesWiring Diagram FH, NH: GroupStefan AslamNo ratings yet
- Spe 21970 MSDocument13 pagesSpe 21970 MSasu jaranNo ratings yet
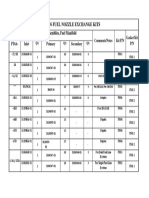
- Pt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldDocument1 pagePt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldBerchNo ratings yet
- Photovoltaic Silicon Wafer - SUMCO CORPORATIONDocument21 pagesPhotovoltaic Silicon Wafer - SUMCO CORPORATIONlawrence_yuen_3No ratings yet