You might also like
- 2003 Ibstpi Instructor CompetenciesDocument6 pages2003 Ibstpi Instructor CompetenciesJillF.Russell100% (1)
- Installation/Service Manual: Thelco IncubatorDocument37 pagesInstallation/Service Manual: Thelco IncubatorAlfian Nax KzkNo ratings yet
- 5 ProtocolManual1010 BJDocument118 pages5 ProtocolManual1010 BJspider15891100% (1)
- Trimline UT20006Document22 pagesTrimline UT20006ashumovNo ratings yet
- 0704 Process ControlDocument4 pages0704 Process ControlSundara Rajan RamakrishnanNo ratings yet
- Quality ManualDocument27 pagesQuality ManualMd.Manirul Haque Chowdhury100% (1)
- Quality Audit NotesDocument17 pagesQuality Audit NotesFlex GodNo ratings yet
- Welder TrainingDocument13 pagesWelder Trainingויליאם סן מרמיגיוסNo ratings yet
- Format 6 - TAFE Sample ReportDocument5 pagesFormat 6 - TAFE Sample ReportvijayNo ratings yet
- Shop ItpDocument4 pagesShop ItpRanu JanuarNo ratings yet
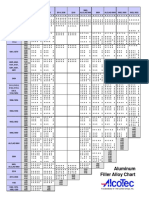
- Aluminum Filler Alloy Selection ChartDocument2 pagesAluminum Filler Alloy Selection ChartManish MNo ratings yet
- Quality RequirementsDocument26 pagesQuality RequirementsDilip PatilNo ratings yet
- Quality Procedure Procedure For Weld RepairDocument1 pageQuality Procedure Procedure For Weld Repairbalakumar rajaramNo ratings yet
- Pickling Work InstructionDocument1 pagePickling Work InstructionmanesarkarNo ratings yet
- BQ-ZUL-0XX10 Welding Consumable ControlDocument10 pagesBQ-ZUL-0XX10 Welding Consumable ControlRAMAKRISHNANo ratings yet
- SSPC QN 1 Audit ChecklistDocument9 pagesSSPC QN 1 Audit Checklistdatuk2No ratings yet
- Samples ITPDocument4 pagesSamples ITPHassan SajidNo ratings yet
- Material Traceability ProcedureDocument12 pagesMaterial Traceability Procedureqamar qateebNo ratings yet
- Preparation and Control of WeldingDocument3 pagesPreparation and Control of Weldingbalakumar rajaramNo ratings yet
- QSP 520 01 Quality PlanningDocument4 pagesQSP 520 01 Quality PlanningMacelNo ratings yet
- ISO 9001 - Documentaion Requirement SummaryDocument7 pagesISO 9001 - Documentaion Requirement SummaryminhajurrehmanNo ratings yet
- Procedure Vs InstructionDocument2 pagesProcedure Vs Instructionkendall0609No ratings yet
- List of Procedures: SL No. Document No. Procedure SectionDocument12 pagesList of Procedures: SL No. Document No. Procedure SectiondyahousenNo ratings yet
- 123Document30 pages123Pinkoo QualityNo ratings yet
- Check List For Assessment of Manufacturers According To Doc (ISO 3834-2)Document5 pagesCheck List For Assessment of Manufacturers According To Doc (ISO 3834-2)Brijesh KumarNo ratings yet
- DPR-04 Control of Non Conforming Product-06Document14 pagesDPR-04 Control of Non Conforming Product-06Ali KayaNo ratings yet
- QP-001 Control of DocumentsDocument4 pagesQP-001 Control of DocumentsMartinNo ratings yet
- Quality PlanDocument53 pagesQuality PlanTariq Khan100% (1)
- Welding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempDocument1 pageWelding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempPanneer SelvamNo ratings yet
- Defects Analysis Based Visual Inspection Procedures For QualityDocument10 pagesDefects Analysis Based Visual Inspection Procedures For QualityVartika VijayNo ratings yet
- Quality Control: and Inspection SystemDocument32 pagesQuality Control: and Inspection SystemAshley Kane P. DumayNo ratings yet
- LPT Written ProcedureDocument8 pagesLPT Written ProcedureManikantaSumanthNo ratings yet
- Welding ProceduresDocument29 pagesWelding ProceduresLaith Salman100% (1)
- Non Conformance ProcedureDocument1 pageNon Conformance ProcedureZharel AhmadNo ratings yet
- Procedure For Heat Treatment Dated 29-09-06Document8 pagesProcedure For Heat Treatment Dated 29-09-06ravi00098100% (1)
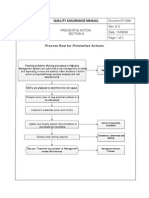
- Quality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Document2 pagesQuality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Ngonidzashe ZvarevasheNo ratings yet
- Sebros QMS ManualDocument44 pagesSebros QMS ManualRambir KaushikNo ratings yet
- Gate & Globe PDFDocument0 pagesGate & Globe PDFZoebairNo ratings yet
- Iatf-Qm-08 - Operation 8.5.1.1Document22 pagesIatf-Qm-08 - Operation 8.5.1.1SATISH HALGEKARNo ratings yet
- Document Control ProcedureDocument3 pagesDocument Control ProcedureHeny Kusumawati100% (1)
- Visual Inspection of Weld Joints Welding and NDTDocument7 pagesVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- Control of Monitoring and Measuring EquipmentDocument3 pagesControl of Monitoring and Measuring EquipmentLinda Setya WatiNo ratings yet
- QC Sample Manual GenericDocument34 pagesQC Sample Manual GenericIan Stewart PorterNo ratings yet
- Quality ManualDocument37 pagesQuality ManualDushan Lalithya GamaethigeNo ratings yet
- Std-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)Document5 pagesStd-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)airbroomNo ratings yet
- Quality Manual1111Document35 pagesQuality Manual1111Nizar KhalidNo ratings yet
- Weld Visual ExaminationDocument11 pagesWeld Visual ExaminationAnonymous hBBam1n100% (3)
- 8 Material ControlDocument8 pages8 Material ControlPrakash RajNo ratings yet
- KPI - QC Dossier SubmissionDocument7 pagesKPI - QC Dossier SubmissionIrvan ApriliandiNo ratings yet
- Quality AssuranceDocument7 pagesQuality Assurancesuresh84123No ratings yet
- SAIC-A-2001 - Review Procedure - Pressure Testing (All Applications)Document13 pagesSAIC-A-2001 - Review Procedure - Pressure Testing (All Applications)walidNo ratings yet
- Repair Procedure ANNEXUREDocument16 pagesRepair Procedure ANNEXUREShaikh AdilNo ratings yet
- Control (Quality) PlanDocument1 pageControl (Quality) PlanRabia ZulqarnainNo ratings yet
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- Dimensional Inspection Report: Sample Production Lot/BatchDocument1 pageDimensional Inspection Report: Sample Production Lot/BatchCristina TinaNo ratings yet
- BMI WI 5711 01 Cutting ProcedureDocument3 pagesBMI WI 5711 01 Cutting ProcedureMacelNo ratings yet
- Nexteer Quality Alert: Response RequiredDocument1 pageNexteer Quality Alert: Response RequiredsimsonNo ratings yet
- SOP - APS - PUR - 02 - Procedure For PurchaseDocument6 pagesSOP - APS - PUR - 02 - Procedure For PurchasePrakash PatelNo ratings yet
- Dash Board Sheet With Base DataDocument7 pagesDash Board Sheet With Base Datavivek1312No ratings yet
- QMS 080 GMP Audit Procedure SampleDocument9 pagesQMS 080 GMP Audit Procedure SampleCarolina TarifNo ratings yet
- QA QC ManualDocument25 pagesQA QC ManualWaldo At100% (1)
- 15 (QSP-QA - 07) Process & Product AuditDocument3 pages15 (QSP-QA - 07) Process & Product AuditBASAVA ENGINEERING100% (1)
- KSA-POP-010-General Guidelines For Sampling For Laboratory TestingDocument7 pagesKSA-POP-010-General Guidelines For Sampling For Laboratory TestingASHJANNo ratings yet
- Global Supplier Manual Appendix I - Mahindra and Mahindra Customer Specific Requirements For SuppliersDocument5 pagesGlobal Supplier Manual Appendix I - Mahindra and Mahindra Customer Specific Requirements For SuppliersPravin Balasaheb GunjalNo ratings yet
- Iso 27001 Auditor TrainingDocument19 pagesIso 27001 Auditor TrainingITOPS TeamNo ratings yet
- Zarandas MongooseDocument12 pagesZarandas MongooseLuis Alfredo Gregorio RivasNo ratings yet
- MMU 0102, MMA 0204, MMB 0207 - Professional: Vishay BeyschlagDocument13 pagesMMU 0102, MMA 0204, MMB 0207 - Professional: Vishay BeyschlagJan KowalskiNo ratings yet
- Ethical Dilemma The American Car Battery Industry Boasts That ItsDocument1 pageEthical Dilemma The American Car Battery Industry Boasts That ItsAmit PandeyNo ratings yet
- B294-10 Standard Test Method For Hardness Testing of Cemented Carbides PDFDocument8 pagesB294-10 Standard Test Method For Hardness Testing of Cemented Carbides PDFdiego rodriguezNo ratings yet
- Maintenance and TroubleshootingDocument6 pagesMaintenance and TroubleshootingNmbvmbjhg JgjkgjNo ratings yet
- Lindapter UK Catalogue Jul 2014Document76 pagesLindapter UK Catalogue Jul 2014muhibu123No ratings yet
- AlternatorDocument16 pagesAlternatorjeevapillay100% (1)
- Product Guides: This Document Is Uncontrolled If PrintedDocument65 pagesProduct Guides: This Document Is Uncontrolled If PrintedFajryansya MiftahulNo ratings yet
- 475-2689 Quality PacketDocument12 pages475-2689 Quality PacketPanu PhumtabtimNo ratings yet
- Windows Cluster Service Troubleshooting and MaintenanceDocument115 pagesWindows Cluster Service Troubleshooting and MaintenanceBul RashNo ratings yet
- Ticket Monster 2.7.0.finalDocument360 pagesTicket Monster 2.7.0.finalAlex SengesNo ratings yet
- Hubbell Catalog PDFDocument52 pagesHubbell Catalog PDFpaulsiancasnNo ratings yet
- Tes 20-10Document45 pagesTes 20-10Harish De SilvaNo ratings yet
- GPR Ground Penetrating Radar ManualDocument46 pagesGPR Ground Penetrating Radar ManualcmitchaiNo ratings yet
- Ex Magazine PDFDocument3 pagesEx Magazine PDFAhmadNo ratings yet
- C LanguageDocument67 pagesC LanguageJKNo ratings yet
- SFTPDocument3 pagesSFTPmace13370% (1)
- Manual Firepass Hypoxic Air Generator Model Fp-Scu-145 (Silent Version 2012)Document19 pagesManual Firepass Hypoxic Air Generator Model Fp-Scu-145 (Silent Version 2012)Jai GosarNo ratings yet
- Case Study - Nguyen Hoang Exim Co. - QualityDocument2 pagesCase Study - Nguyen Hoang Exim Co. - Qualitysusmitabiswas0% (1)
- ISO External Audit ChecklistDocument2 pagesISO External Audit ChecklistdeshankarunarathneNo ratings yet
- Project Standards and Specifications Fire Water Systems Rev01Document10 pagesProject Standards and Specifications Fire Water Systems Rev01Almer Ibnu FarhanNo ratings yet
- Interfacing ETCS With GSM-RDocument12 pagesInterfacing ETCS With GSM-RzavabossNo ratings yet
- TASKalfa 420i 2-Pg Specification SheetDocument2 pagesTASKalfa 420i 2-Pg Specification SheetReneeNo ratings yet
- Mikasa Brochure PDFDocument17 pagesMikasa Brochure PDFM Z HannanNo ratings yet
- EN 45545-2 - Fire Protection On Railway Vehicles: Technical Information, January 2020Document7 pagesEN 45545-2 - Fire Protection On Railway Vehicles: Technical Information, January 2020Abdelmajid HmNo ratings yet