You might also like
- Ultimate Guide to Home Repair and Improvement, Updated Edition: Proven Money-Saving Projects; 3,400 Photos & IllustrationsFrom EverandUltimate Guide to Home Repair and Improvement, Updated Edition: Proven Money-Saving Projects; 3,400 Photos & IllustrationsRating: 3 out of 5 stars3/5 (8)
- How To Solder Beginners GuideDocument17 pagesHow To Solder Beginners GuideGustavo Guto50% (2)
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Beginner's Guide to Soldering: Tools, Techniques and SafetyDocument29 pagesBeginner's Guide to Soldering: Tools, Techniques and SafetyJEAN RANCES RANIDO0% (1)
- The Plumbing BasicsDocument36 pagesThe Plumbing BasicsDewmabel BaconawaNo ratings yet
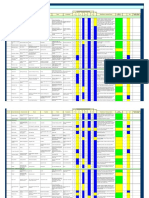
- Homepage for Risk Assessment DocumentDocument3 pagesHomepage for Risk Assessment DocumentIkhwan Hafiz100% (1)
- The Art and Science of Soldering: How We Do SolderingDocument3 pagesThe Art and Science of Soldering: How We Do SolderingchchuanNo ratings yet
- Soldering Electronic Circuits - Beginner's GuideDocument62 pagesSoldering Electronic Circuits - Beginner's GuideOedu DevNo ratings yet
- How to Solder Electronic ComponentsDocument7 pagesHow to Solder Electronic ComponentsJohn Paolo AlvarezNo ratings yet
- Basics of Jewelry MakingDocument13 pagesBasics of Jewelry Makingtherobroy80% (15)
- Enjoying English 6 Pismeni Za 6. RazredDocument10 pagesEnjoying English 6 Pismeni Za 6. RazredMaja HadzicNo ratings yet
- Foca PDFDocument2 pagesFoca PDFPaty VelascoNo ratings yet
- Soldering ToolsDocument7 pagesSoldering ToolsThamilselvan VengatasalamNo ratings yet
- PIPPIN: The Fosse LinesDocument11 pagesPIPPIN: The Fosse LinesGibson DelGiudice100% (2)
- How To Solder: What Is Soldering?Document11 pagesHow To Solder: What Is Soldering?Olive Joy GallemaNo ratings yet
- Habitats Presentation New PDFDocument11 pagesHabitats Presentation New PDFIkhwan Hafiz100% (2)
- Prfessional Jewelry MakingDocument29 pagesPrfessional Jewelry MakingRomeu Natale55% (11)
- How To Thread PipeDocument9 pagesHow To Thread Pipenurlisa khaleedaNo ratings yet
- WELD-101 Welding Tips - Beginner Welding GuideDocument38 pagesWELD-101 Welding Tips - Beginner Welding GuidepeterNo ratings yet
- Electrical Safety EssentialsDocument28 pagesElectrical Safety EssentialsHariharan MuthukrishananNo ratings yet
- American LifeDocument37 pagesAmerican LifeFlavia Daniela Gallegos BarrigaNo ratings yet
- Learn English With Ted TalksDocument2 pagesLearn English With Ted TalksHassan J. QawasNo ratings yet
- Basics of SolderingDocument4 pagesBasics of SolderingNAIR KRISHNA RAVEENDRAN100% (2)
- Art Jewelry Serendipity Earings-AddiekiddDocument6 pagesArt Jewelry Serendipity Earings-AddiekiddAlexa MihaNo ratings yet
- EN 12811-1 Scaffold Access & Working PlatformsDocument124 pagesEN 12811-1 Scaffold Access & Working Platformsmhimzaan93% (55)
- New Age Old Path-Ishwar.C.Puri PDFDocument49 pagesNew Age Old Path-Ishwar.C.Puri PDFDaniel David AzocarNo ratings yet
- Safe Working With Powered Hand DrillsDocument26 pagesSafe Working With Powered Hand Drillsmwesigye brianNo ratings yet
- KSHU Mechanical BOQDocument137 pagesKSHU Mechanical BOQDilshad AhemadNo ratings yet
- 00 Manual Sika 2011Document646 pages00 Manual Sika 2011Mayolo Amado de Jesús100% (2)
- Resistance welding dos and don'ts guideDocument1 pageResistance welding dos and don'ts guideJoel BrasilBorgesNo ratings yet
- Help On SolderingDocument7 pagesHelp On SolderingmarcusolivusNo ratings yet
- Electrode Maintenance For Resistance Spot WeldingDocument3 pagesElectrode Maintenance For Resistance Spot Weldingottou812No ratings yet
- Soldering Guide: If You Are Unlucky (Or Careless!) Enough To Burn Yourself Please Read The SectionDocument4 pagesSoldering Guide: If You Are Unlucky (Or Careless!) Enough To Burn Yourself Please Read The SectionMedley CharlesNo ratings yet
- MEK-TOPICDocument5 pagesMEK-TOPICdevmarineacademyNo ratings yet
- Arc WelderDocument13 pagesArc WelderNamdeo YengadeNo ratings yet
- 34 5381 01 Instructions Cable CableDocument2 pages34 5381 01 Instructions Cable Cabletecknotron2072No ratings yet
- Soldering Techniques Lecture Note NowDocument12 pagesSoldering Techniques Lecture Note NowOluwakayode JohnNo ratings yet
- LemljenjeDocument2 pagesLemljenjeTolić BrankoNo ratings yet
- Automotive Test Probe ConstructionDocument4 pagesAutomotive Test Probe ConstructionLy Fotoestudio DigitalcaNo ratings yet
- Soldering Safety GuidelinesDocument5 pagesSoldering Safety GuidelinesTyler RosesNo ratings yet
- 16-Ton Air/Hydraulic Pipe Bender: Assembly and Operation InstructionsDocument6 pages16-Ton Air/Hydraulic Pipe Bender: Assembly and Operation InstructionsScotty ThomasNo ratings yet
- Earlex ManualDocument4 pagesEarlex ManualAdru LuNo ratings yet
- Soldering Basics and 5V Power SupplyDocument7 pagesSoldering Basics and 5V Power SupplyMariyam Nabeel SiddiquiNo ratings yet
- Noor Al-Salehi - Soldering Procedures and 3 ProjectsDocument11 pagesNoor Al-Salehi - Soldering Procedures and 3 Projectsapi-525647046No ratings yet
- Dos and Donts of SolderingDocument4 pagesDos and Donts of SolderingJose C. Lita Jr100% (1)
- SCC - Electonics - Q4M3Weeks5-6 - PASSED NO AKDocument18 pagesSCC - Electonics - Q4M3Weeks5-6 - PASSED NO AKLyle Isaac L. IllagaNo ratings yet
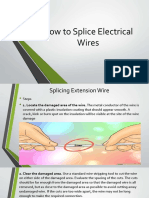
- How To Splice Electrical Wires: By: Raymar M. BaquilarDocument18 pagesHow To Splice Electrical Wires: By: Raymar M. BaquilarShema MerchsNo ratings yet
- Advanced Welding Electrofusion Best Practice 2018Document16 pagesAdvanced Welding Electrofusion Best Practice 2018Igor IvanovskiNo ratings yet
- Heater Cover or Protective Tube Soldering GuideDocument28 pagesHeater Cover or Protective Tube Soldering GuideIsrael SapnuNo ratings yet
- Connecting Wire To A TerminalDocument36 pagesConnecting Wire To A TerminalMark Vincent SevilleNo ratings yet
- Manual Lavadora DaewooDocument24 pagesManual Lavadora DaewooRori GutalvarNo ratings yet
- Soldering TechniqueDocument23 pagesSoldering TechniquemokongNo ratings yet
- Workshop Safety RulesDocument5 pagesWorkshop Safety RulesMeggy VillanuevaNo ratings yet
- Garment Steamer Is9000Document12 pagesGarment Steamer Is9000antonio1992No ratings yet
- Welding Procedure in The Field ManualDocument3 pagesWelding Procedure in The Field ManualEhab Attia SelimNo ratings yet
- Epas 10 Lecture Maintain and Repair Flat IronDocument2 pagesEpas 10 Lecture Maintain and Repair Flat IronRap PerezNo ratings yet
- Electrofusion WeldingDocument4 pagesElectrofusion WeldingRajesh RadeNo ratings yet
- Velleman VTSS4 - User ManualDocument15 pagesVelleman VTSS4 - User Manualerdnase1902No ratings yet
- Nps 64 AFDocument1 pageNps 64 AFRahul GuptaNo ratings yet
- Soldering: First A Few Safety PrecautionsDocument12 pagesSoldering: First A Few Safety Precautionsbariyah88No ratings yet
- Identifying Electrical Power ToolsDocument11 pagesIdentifying Electrical Power Toolsyua cobainNo ratings yet
- Essential Soldering Tools & Safety GuideDocument21 pagesEssential Soldering Tools & Safety GuidefriezeNo ratings yet
- Rowenta DW8080Document28 pagesRowenta DW8080RemiNo ratings yet
- Welding ProcedureDocument2 pagesWelding ProcedureAndrey GyrychNo ratings yet
- F495sa F499S114Document16 pagesF495sa F499S114manoharprvnNo ratings yet
- Flush Bottom Valve Installation-Maintenance-Manual PDFDocument12 pagesFlush Bottom Valve Installation-Maintenance-Manual PDFtuscan23No ratings yet
- Instructions ReportDocument2 pagesInstructions Reportapi-637419540No ratings yet
- Soldering Technique StudyDocument3 pagesSoldering Technique StudyM IRFANNo ratings yet
- Steam Iron Iron ManualDocument8 pagesSteam Iron Iron ManualСлава ВетровNo ratings yet
- Daewoo DWD-M1031 PDFDocument17 pagesDaewoo DWD-M1031 PDFIgy IlyNo ratings yet
- Plumbing Safety Tips for Any JobDocument46 pagesPlumbing Safety Tips for Any JobJulius KipropNo ratings yet
- Cordless Hammer Drill: Instruction ManualDocument12 pagesCordless Hammer Drill: Instruction ManualmladenderajicNo ratings yet
- HSE Sharing 014 - Confined Space Emergencies Do's and Don'TsDocument1 pageHSE Sharing 014 - Confined Space Emergencies Do's and Don'TsIkhwan HafizNo ratings yet
- 76 Welding Safety enDocument2 pages76 Welding Safety enIkhwan HafizNo ratings yet
- MMHE-HSEGI-QHSE-05-14 - Tinted Lens Safety Spectacles (Icon Silver) - 10sept...Document1 pageMMHE-HSEGI-QHSE-05-14 - Tinted Lens Safety Spectacles (Icon Silver) - 10sept...Ikhwan HafizNo ratings yet
- MMHE HSEGI QHSE 05 14 Tinted Safety Spectacles 20october2014Document1 pageMMHE HSEGI QHSE 05 14 Tinted Safety Spectacles 20october2014Ikhwan HafizNo ratings yet
- Standards and Guidelines For Medical Assistant Education Programme PDFDocument65 pagesStandards and Guidelines For Medical Assistant Education Programme PDFIkhwan HafizNo ratings yet
- Crane Rigging Dos and Donts PDFDocument2 pagesCrane Rigging Dos and Donts PDFIkhwan HafizNo ratings yet
- Computer Graphics BasicsDocument67 pagesComputer Graphics BasicsAnas KhanNo ratings yet
- Rahat Ul Ashiqeen Ver 12Document20 pagesRahat Ul Ashiqeen Ver 12Idara Rahat Ul AshiqeenNo ratings yet
- Contemporary World QuizDocument16 pagesContemporary World QuizPrincess Jhoie Corpuz0% (1)
- 37 Best SmsDocument12 pages37 Best SmsSandeep KumarNo ratings yet
- Medieval Education Systems: Monasticism, Scholasticism & ChivalryDocument63 pagesMedieval Education Systems: Monasticism, Scholasticism & ChivalryKaren Joy OrtizNo ratings yet
- I. Supply The Correct Tense or Form of The Verbs in ParenthesesDocument4 pagesI. Supply The Correct Tense or Form of The Verbs in ParenthesesNhung PhạmNo ratings yet
- Stewardship 1950Document40 pagesStewardship 1950IRASDNo ratings yet
- Hindustan Photo Films' manufacturing processDocument7 pagesHindustan Photo Films' manufacturing processSridhar SriNo ratings yet
- Early Life: The Invention of Solitude The New York TrilogyDocument5 pagesEarly Life: The Invention of Solitude The New York TrilogyTeodora UdrescuNo ratings yet
- A Phonological Study of Elision in Standard English and Standard ArabicDocument20 pagesA Phonological Study of Elision in Standard English and Standard Arabicvote nctNo ratings yet
- History VillaDocument22 pagesHistory Villaasyikinrazak95No ratings yet
- 201.60 - 500mm Reference OnlyDocument1 page201.60 - 500mm Reference OnlyAbdalrahem Bin Tareef TareefNo ratings yet
- Yeats - The TowerDocument44 pagesYeats - The TowerAlex PedrottiNo ratings yet
- Nokia EuropeDocument8 pagesNokia EuropeCosmin FlorinNo ratings yet
- Huawei Sne Mobile Phone User Guide - (Emui9.0.1 - 01, En-Uk, Normal)Document68 pagesHuawei Sne Mobile Phone User Guide - (Emui9.0.1 - 01, En-Uk, Normal)FarzadNo ratings yet
- NNH4 65B R6Document1 pageNNH4 65B R6billfreelyNo ratings yet
- Keys to Worship in Spirit and TruthDocument2 pagesKeys to Worship in Spirit and Truth버니 모지코No ratings yet
- Dragon.: E. L. SchwarzDocument45 pagesDragon.: E. L. SchwarzSanja MaljkovicNo ratings yet
- Leh Palace Conservation Project Revitalizes Historic TownDocument7 pagesLeh Palace Conservation Project Revitalizes Historic Townmadhu mithaNo ratings yet
- Test Grilă La Limba Engleză - Profilul Subofiţeri - Filiera Indirectă Varianta Nr.1 Partea I: CITITDocument9 pagesTest Grilă La Limba Engleză - Profilul Subofiţeri - Filiera Indirectă Varianta Nr.1 Partea I: CITITAndreea GrecuNo ratings yet