You might also like
- F.sq-p.002 Rev. 0 Procedure For Existing Pressure VesselDocument6 pagesF.sq-p.002 Rev. 0 Procedure For Existing Pressure VesselIksan Adityo MulyoNo ratings yet
- F.sq-wI.008 Procedure For Inspection of Existing Storage TankDocument17 pagesF.sq-wI.008 Procedure For Inspection of Existing Storage TankIksan Adityo MulyoNo ratings yet
- Pressure Vessel Repair ProcedureDocument7 pagesPressure Vessel Repair ProcedureAndy UgohNo ratings yet
- API 510 VesselsDocument11 pagesAPI 510 Vesselsmoonstar_dmeNo ratings yet
- ITP Tank RecertificationDocument3 pagesITP Tank RecertificationArisNo ratings yet
- Owner-User Pressure Equipment Integrity ManagementDocument43 pagesOwner-User Pressure Equipment Integrity ManagementInspection EngineerNo ratings yet
- ITP-PRESSURE VESSEL ExistingDocument2 pagesITP-PRESSURE VESSEL ExistingArisNo ratings yet
- Storage Tank Test & Inspection Report enDocument10 pagesStorage Tank Test & Inspection Report enMarketing CTNNo ratings yet
- Occidental Oil and Gas pressure vessel inspectionDocument17 pagesOccidental Oil and Gas pressure vessel inspectionedwinsazzzNo ratings yet
- Inspection of Unfired Pressure Vessel Std-128Document34 pagesInspection of Unfired Pressure Vessel Std-128dyke_engg100% (1)
- Content List MDR Storange TankDocument72 pagesContent List MDR Storange Tankunto gunungNo ratings yet
- Pressure Vessel Dimension InspectionDocument3 pagesPressure Vessel Dimension InspectionAnas Sarkiah0% (1)
- Api 571-1Document11 pagesApi 571-1Raghavan100% (1)
- Scope of Work - API 653 Inspections of Aboveground Storage TanksDocument14 pagesScope of Work - API 653 Inspections of Aboveground Storage Tanksgilbertjerry100% (1)
- Inspection and Test Plan (Itp) For Fabrication Pressure VesselDocument1 pageInspection and Test Plan (Itp) For Fabrication Pressure VesselNikki RobertsNo ratings yet
- Integrity Assessment of Pressure VesselDocument6 pagesIntegrity Assessment of Pressure Vesselmrb193100% (1)
- Peaking BandingDocument2 pagesPeaking Bandingsetak100% (4)
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Document6 pagesQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- Inspection & Test Plan For Nozzle Replacement On VS ShellDocument1 pageInspection & Test Plan For Nozzle Replacement On VS ShellQC Taner 453100% (2)
- Visual Inspection of Tanks & Pressure VesselsDocument29 pagesVisual Inspection of Tanks & Pressure VesselsShahul Hameed Razik100% (5)
- Internal inspection calculation guidelinesDocument38 pagesInternal inspection calculation guidelinesAMAL VISHNUNo ratings yet
- Fabrication Procedure for Rolling Shell PlatesDocument10 pagesFabrication Procedure for Rolling Shell PlatesMuhammad Yunus NurdinNo ratings yet
- API 510 Spreadsheet To Calculate (Welding ScwiDocument2 pagesAPI 510 Spreadsheet To Calculate (Welding Scwibryandown100% (1)
- ITP Pressure VesselDocument21 pagesITP Pressure VesselSds Mani SNo ratings yet
- TDI41 Tank Inspection Repair & Alteration API 653 Sec 9Document13 pagesTDI41 Tank Inspection Repair & Alteration API 653 Sec 9Faizal Sattu100% (2)
- Inspection and Testing Plan for Pressure VesselDocument6 pagesInspection and Testing Plan for Pressure Vesselmuhammad afrizalNo ratings yet
- Standard Shell. Specifications Pressure VesselDocument20 pagesStandard Shell. Specifications Pressure Vesseledwin100% (1)
- A05-004 - Inspection Test Plan - Shell & Tube Heat Exchangers - 5-210D-HA-01 A B C DDocument14 pagesA05-004 - Inspection Test Plan - Shell & Tube Heat Exchangers - 5-210D-HA-01 A B C Dbingmin100% (4)
- Inspection and Test Plan: Offshore Pipeline RecertificationDocument3 pagesInspection and Test Plan: Offshore Pipeline RecertificationArisNo ratings yet
- Repair & Alteration of Storage TanksDocument150 pagesRepair & Alteration of Storage TanksRupesh Ubale100% (15)
- Tank Inspection NotesDocument5 pagesTank Inspection Notesaneeshjose013No ratings yet
- Vessel Inspection ProcedureDocument17 pagesVessel Inspection ProcedureVimal RajNo ratings yet
- MD PV Asme v0.1Document35 pagesMD PV Asme v0.1Kamlesh LuharNo ratings yet
- U-Stamp QapDocument6 pagesU-Stamp Qapchonubobby100% (1)
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- Bolt Torquing Tensioning Procedure PDFDocument29 pagesBolt Torquing Tensioning Procedure PDFric leonisoNo ratings yet
- M 111 Tank Weld Repair ProcedureDocument8 pagesM 111 Tank Weld Repair ProcedureAAISATNo ratings yet
- Detailed Fitness For Service Per API 579Document3 pagesDetailed Fitness For Service Per API 579Sajal KulshresthaNo ratings yet
- ITP For Field Erected Tank Rev ADocument9 pagesITP For Field Erected Tank Rev AHoang Tuan Kiet100% (1)
- BP Pressure Vessels GS146-2Document66 pagesBP Pressure Vessels GS146-2Tshilidzi Irene Netselo100% (3)
- API 653 Above Ground Storage Inspector Prep CourseDocument3 pagesAPI 653 Above Ground Storage Inspector Prep CourseArvind Shukla100% (1)
- ITP-Pressure Vessel Repair, Modification, AlterationDocument5 pagesITP-Pressure Vessel Repair, Modification, Alterationyosafateden67% (3)
- Contractor Quality Control Plan For Storage Tank ErectionDocument2 pagesContractor Quality Control Plan For Storage Tank ErectionHamid Alilou100% (4)
- Wi Insp 02 Heat ExchangerDocument6 pagesWi Insp 02 Heat ExchangerSamir Chaudhary100% (1)
- Using s275jr For Asme Div1 Vessel-UnassignedDocument6 pagesUsing s275jr For Asme Div1 Vessel-UnassignedNasrul AdliNo ratings yet
- Alvaer DNV2.7-3 PDFDocument23 pagesAlvaer DNV2.7-3 PDFThanhdong Do100% (1)
- This Is Very Common in Tank ConstructionDocument11 pagesThis Is Very Common in Tank ConstructionsbmmlaNo ratings yet
- Inspection and Test Plan For Process PipingDocument4 pagesInspection and Test Plan For Process PipingRobin GuNo ratings yet
- Piping External Visual Inspection ProcedureDocument3 pagesPiping External Visual Inspection Procedurecamasa2011100% (1)
- 498 Quality Plan Pressure VesselDocument20 pages498 Quality Plan Pressure Vesseldharwin100% (5)
- Storage Tank (API 650)Document20 pagesStorage Tank (API 650)sbmmla83% (6)
- F.sq-p-009 Rev. 0 Procedure For Inspection of Rotating EquipmentDocument13 pagesF.sq-p-009 Rev. 0 Procedure For Inspection of Rotating EquipmentIksan Adityo Mulyo100% (1)
- Api 510Document9 pagesApi 510ALe InfinitoNo ratings yet
- API 570 E4 Addendum 2Document4 pagesAPI 570 E4 Addendum 2Joao Pedro92% (12)
- Inspection and Test Plan For Pressure Reliving Devices 1707841397Document16 pagesInspection and Test Plan For Pressure Reliving Devices 1707841397BernathTurnipNo ratings yet
- Ipa 510 Ad 2Document3 pagesIpa 510 Ad 2Santiago Cordova AlvaNo ratings yet
- PTT Public Company Limited Ratchaburi World Cogeneration Company LimitedDocument49 pagesPTT Public Company Limited Ratchaburi World Cogeneration Company LimitedzhangjieNo ratings yet
- Itp HeDocument15 pagesItp HeAldeline SungahidNo ratings yet
- All about ITPDocument10 pagesAll about ITPrmdarisaNo ratings yet
- Signature MT B313Document1 pageSignature MT B313Iksan Adityo MulyoNo ratings yet
- Signature Written PracticeDocument1 pageSignature Written PracticeIksan Adityo MulyoNo ratings yet
- P&IDDocument18 pagesP&IDhectornicolauNo ratings yet
- Summary ISO TR 15608 Metallic Materials Grouping SystemDocument4 pagesSummary ISO TR 15608 Metallic Materials Grouping SystemV SwamiNo ratings yet
- Standard Specification for Underground Piping InstallationDocument22 pagesStandard Specification for Underground Piping Installationt_solanki2001100% (1)
- Indikator Kunci Kinerja k3lDocument1 pageIndikator Kunci Kinerja k3lIksan Adityo MulyoNo ratings yet
- Risk MatrixDocument2 pagesRisk MatrixIksan Adityo Mulyo100% (1)
- Medevac & Tim TKTDDocument6 pagesMedevac & Tim TKTDIksan Adityo Mulyo100% (1)
- Standar ApdDocument1 pageStandar ApdIksan Adityo MulyoNo ratings yet
- Hse CommitteeDocument1 pageHse CommitteeIksan Adityo MulyoNo ratings yet
- List Kekurangan Isometric DrawingDocument8 pagesList Kekurangan Isometric DrawingIksan Adityo MulyoNo ratings yet
- Manufacture and Designation of SteelsDocument11 pagesManufacture and Designation of SteelsIksan Adityo MulyoNo ratings yet
- QP - 02 Magnetic Particle Test, Rev 01Document13 pagesQP - 02 Magnetic Particle Test, Rev 01Iksan Adityo MulyoNo ratings yet
- P CSLTD 028 Pnuematic TestDocument9 pagesP CSLTD 028 Pnuematic TestIksan Adityo MulyoNo ratings yet
- ASME Section IX Welding Code GuideDocument5 pagesASME Section IX Welding Code GuideIksan Adityo MulyoNo ratings yet
- TA1179-D-5212-100X-3 - P&ID (Marked-Up)Document40 pagesTA1179-D-5212-100X-3 - P&ID (Marked-Up)Iksan Adityo Mulyo100% (1)
- P CSLTD 028 Hydro TestDocument9 pagesP CSLTD 028 Hydro TestIksan Adityo MulyoNo ratings yet
- 23 - PT Q&a 1-3 - PDFDocument49 pages23 - PT Q&a 1-3 - PDFbassamNo ratings yet
- QP - 01 Penetrant Test, Rev. 02Document13 pagesQP - 01 Penetrant Test, Rev. 02Iksan Adityo Mulyo100% (1)
- Handout Liquid Penetrant Test Level II - Rev. 3 - 28 August 2009Document96 pagesHandout Liquid Penetrant Test Level II - Rev. 3 - 28 August 2009Iksan Adityo Mulyo100% (1)
- F.sq-wI.013.3 WORK INSTRUCTION For Visual Check Inspection at Switch GearDocument3 pagesF.sq-wI.013.3 WORK INSTRUCTION For Visual Check Inspection at Switch GearIksan Adityo MulyoNo ratings yet
- F.sq-p-009 Rev. 0 Procedure For Inspection of Rotating EquipmentDocument13 pagesF.sq-p-009 Rev. 0 Procedure For Inspection of Rotating EquipmentIksan Adityo Mulyo100% (1)
- F.sq-Wi.013.2 Work Instruction For Performing Test at Switch GearDocument3 pagesF.sq-Wi.013.2 Work Instruction For Performing Test at Switch GearIksan Adityo MulyoNo ratings yet
- Section 01 - Typical Duties of Welding InspectorsDocument12 pagesSection 01 - Typical Duties of Welding InspectorsIksan Adityo MulyoNo ratings yet
- Const/Pip/QC Report June 2012Document17 pagesConst/Pip/QC Report June 2012Iksan Adityo MulyoNo ratings yet
- Indra: For ConstructionDocument13 pagesIndra: For ConstructionIksan Adityo MulyoNo ratings yet
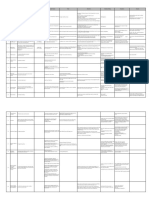
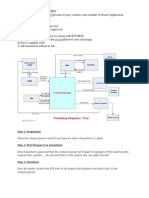
- Oracle Purchase Order CycleDocument21 pagesOracle Purchase Order Cyclepaletir6593No ratings yet
- Worksheet II LPP SADocument5 pagesWorksheet II LPP SANikita Shah100% (1)
- Offshore Mag Poster - FPSODocument1 pageOffshore Mag Poster - FPSODing LiuNo ratings yet
- AWS D8.1M-2007 LeibleDocument40 pagesAWS D8.1M-2007 Leiblejorge solisNo ratings yet
- Testing SamplesDocument22 pagesTesting SamplesCarol Isaac Murphy100% (1)
- Buggs Bunny's SEO-Optimized CV TitleDocument3 pagesBuggs Bunny's SEO-Optimized CV Titleoptimist_919No ratings yet
- Ifs Food Version 5 Ifs Compendium of DoctrineDocument15 pagesIfs Food Version 5 Ifs Compendium of DoctrineNapo Rodolfo Galvez RamirezNo ratings yet
- BirkettDocument104 pagesBirkettscribdkhatnNo ratings yet
- Scope of Accreditation CABsDocument90 pagesScope of Accreditation CABsMidhunRameshThuvasseryNo ratings yet
- CCPW QC 504 Concrete Inspection FormDocument2 pagesCCPW QC 504 Concrete Inspection FormsaharuiNo ratings yet
- Tri WheelDocument6 pagesTri WheelAminul HoqueNo ratings yet
- SCMS 7035Document5 pagesSCMS 7035Jose Manuel CastroNo ratings yet
- Energy MeterDocument2 pagesEnergy MeterNagaraj VjNo ratings yet
- MU Brochure - Cavotec AirportsDocument36 pagesMU Brochure - Cavotec AirportsAshok AeroNo ratings yet
- 2011 Jay Feather SELECT Owners ManualDocument101 pages2011 Jay Feather SELECT Owners ManualJames SkilesNo ratings yet
- NI 9944/9945 Quarter Bridge Completion Accessory: User GuideDocument4 pagesNI 9944/9945 Quarter Bridge Completion Accessory: User GuideWeverthon Beiral0% (1)
- 3bc899b9-e56d-40c4-a304-1cc5edf4b6c7Document4 pages3bc899b9-e56d-40c4-a304-1cc5edf4b6c7Swamy Dhas DhasNo ratings yet
- Digital Weighing Indicator XK3190-A12 (E) : User ManualDocument17 pagesDigital Weighing Indicator XK3190-A12 (E) : User Manualiyol1No ratings yet
- Hong Seng CatalogueDocument54 pagesHong Seng CatalogueRajeshNo ratings yet
- Brisko Structural Steel BrochureDocument5 pagesBrisko Structural Steel Brochureyousef alfrkhNo ratings yet
- Sundance Supply®, LLC Framing GuideDocument15 pagesSundance Supply®, LLC Framing GuideHouariKouadriNo ratings yet
- ICTASEMDocument3 pagesICTASEMmanoish07No ratings yet
- LC1D95M7 Product SheetDocument4 pagesLC1D95M7 Product SheetLuiz Carlos PereiraNo ratings yet
- SKF India financial analysisDocument12 pagesSKF India financial analysisAmaan Manzoor RatherNo ratings yet
- Spring 2014 FGCU GraduatesDocument29 pagesSpring 2014 FGCU GraduatesNews-PressNo ratings yet
- OM Toyota Group1Document19 pagesOM Toyota Group1Shivam Jaiswal100% (1)
- Kanya Venkatappa ResumeDocument1 pageKanya Venkatappa ResumekansanNo ratings yet
- Engineering EcoDocument26 pagesEngineering EcoEric John Enriquez100% (2)
- Motor SeverDocument19 pagesMotor SevervanjalujicNo ratings yet
- Aplicação de Controle No Equilíbrio de Um Pêndulo Invertido Utilizando-Se Um Robô Feito Com o Kit LEGO MindstormsDocument15 pagesAplicação de Controle No Equilíbrio de Um Pêndulo Invertido Utilizando-Se Um Robô Feito Com o Kit LEGO MindstormsJessika PaiolaNo ratings yet