You might also like
- FW 3 PDFDocument16 pagesFW 3 PDFdaniel 119360020No ratings yet
- Research Paper FSWDocument10 pagesResearch Paper FSWsahith palikaNo ratings yet
- Optimization of Friction Stir Welding PR PDFDocument7 pagesOptimization of Friction Stir Welding PR PDFJefferson SegundoNo ratings yet
- Friction Stir Welding Thesis PDFDocument8 pagesFriction Stir Welding Thesis PDFcarolinalewiswashington100% (2)
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Friction Stir Welding of Structural Steel S235 and S355Document7 pagesFriction Stir Welding of Structural Steel S235 and S355Ramona SzaboNo ratings yet
- Investigation of Weld Defects in Friction-Stir Welding and Fusion Welding of Aluminium AlloysDocument10 pagesInvestigation of Weld Defects in Friction-Stir Welding and Fusion Welding of Aluminium AlloysV.v. TaguisNo ratings yet
- Aeletters 2023 8 2 3Document10 pagesAeletters 2023 8 2 3miskoscribdNo ratings yet
- An Overview of Friction Stir Welding (FSW) : A New PerspectiveDocument4 pagesAn Overview of Friction Stir Welding (FSW) : A New PerspectiveinventyNo ratings yet
- Process Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsDocument6 pagesProcess Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Review: Dissimilar Material Joining of Metal To Polymer Using Friction Stir Welding (FSW)Document5 pagesA Review: Dissimilar Material Joining of Metal To Polymer Using Friction Stir Welding (FSW)IJSTENo ratings yet
- Research Paper On Friction Stir WeldingDocument9 pagesResearch Paper On Friction Stir Weldingfzmgp96k100% (1)
- Materials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaDocument4 pagesMaterials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaPratikraj GohilNo ratings yet
- Final ProjDocument107 pagesFinal ProjNaveen KumarNo ratings yet
- Friction Stir Welding and ProcessingDocument78 pagesFriction Stir Welding and Processingdrey127No ratings yet
- Al and Steel Leaser WeldingDocument11 pagesAl and Steel Leaser WeldingSidhesh mishraNo ratings yet
- To Appear in MeasurementDocument28 pagesTo Appear in Measurementالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Analisis Sifat Mekanik Hasil Pengelasan Aluminium Aa 1100 Dengan Metode Friction Stir Welding (FSW)Document10 pagesAnalisis Sifat Mekanik Hasil Pengelasan Aluminium Aa 1100 Dengan Metode Friction Stir Welding (FSW)Gustriyas AndrayanaNo ratings yet
- Figner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructureDocument12 pagesFigner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructurePaula InesNo ratings yet
- metals-09-00384 (1)Document16 pagesmetals-09-00384 (1)imran rominNo ratings yet
- Friction Stir Welding JournalDocument11 pagesFriction Stir Welding JournalSahil JaggiNo ratings yet
- Friction Welding Literature ReviewDocument7 pagesFriction Welding Literature Reviewtdqmodcnd100% (1)
- Literature PresentationDocument4 pagesLiterature PresentationBIBIN VARGHESENo ratings yet
- Friction Welding Research PapersDocument5 pagesFriction Welding Research Papersgvzwyd4n100% (1)
- Effect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsDocument11 pagesEffect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsRaul VelascoNo ratings yet
- Friction Stir Welding and Processing: R.S. Mishra, Z.Y. MaDocument78 pagesFriction Stir Welding and Processing: R.S. Mishra, Z.Y. MaMed BENYASSSINENo ratings yet
- Research Paper On Friction Stir Welding PDFDocument4 pagesResearch Paper On Friction Stir Welding PDFeh1dvt0m100% (1)
- 39IJMPERDAPR201939Document8 pages39IJMPERDAPR201939TJPRC PublicationsNo ratings yet
- A Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFDocument5 pagesA Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFMaros SaNo ratings yet
- 1 s2.0 S2238785420318676 MainDocument13 pages1 s2.0 S2238785420318676 MainAHMED SAMIR ALEMDARNo ratings yet
- Effect of tool tilt on AA2014 lap joint strengthDocument13 pagesEffect of tool tilt on AA2014 lap joint strengthomerNo ratings yet
- Durability de MST 2014Document19 pagesDurability de MST 2014irfankohaaNo ratings yet
- Fundamentals of Friction Stir Welding, Its Application, and AdvancementsDocument50 pagesFundamentals of Friction Stir Welding, Its Application, and Advancementsjose ramirez cruzNo ratings yet
- Research Papers On Friction Stir WeldingDocument10 pagesResearch Papers On Friction Stir Weldingnbaamubnd100% (1)
- Stephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Document15 pagesStephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Muhammad Awais Naveed AwanNo ratings yet
- Friction Stir Welding Literature ReviewDocument4 pagesFriction Stir Welding Literature Reviewhyz0tiwezif3100% (1)
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- A Review Paper On Effect of Varying Welding Heat Input On Microstructure, Mech Properties and Corrosion Behaviors of Ferritic SS & Mild Steel PDFDocument5 pagesA Review Paper On Effect of Varying Welding Heat Input On Microstructure, Mech Properties and Corrosion Behaviors of Ferritic SS & Mild Steel PDFMursidil KamilNo ratings yet
- Experimental and Finite Element Studies of StretchDocument16 pagesExperimental and Finite Element Studies of Stretchorangeideas7No ratings yet
- Friction Stir Welding of Austenitic Stainless Steels: of Achievements in Materials and Manufacturing EngineeringDocument8 pagesFriction Stir Welding of Austenitic Stainless Steels: of Achievements in Materials and Manufacturing EngineeringUsman RasheedNo ratings yet
- Investigations Into FSW Joints of Dissimilar Aluminum Alloys - ScienceDirectDocument6 pagesInvestigations Into FSW Joints of Dissimilar Aluminum Alloys - ScienceDirectpicul 08No ratings yet
- Materials Science and Engineering ADocument9 pagesMaterials Science and Engineering AСергей СкргейNo ratings yet
- Effect of Welding Current on Mechanical Properties of Steel WeldsDocument9 pagesEffect of Welding Current on Mechanical Properties of Steel WeldsMuhammad Zuhdi SyihabNo ratings yet
- Using Brass Foil Interlayer To Improve The ResistaDocument5 pagesUsing Brass Foil Interlayer To Improve The ResistaMiroslav RisticNo ratings yet
- Ultrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4VDocument6 pagesUltrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4Vkaliappan45490No ratings yet
- Research Papers On Friction Welding PDFDocument6 pagesResearch Papers On Friction Welding PDFrsbptyplg100% (1)
- Sudhakar Indupuri, Barat Kaustav, Venkateswarlu KarodiDocument6 pagesSudhakar Indupuri, Barat Kaustav, Venkateswarlu KarodivarunchebroluNo ratings yet
- Jmet Vol4 No1 Fullpaper3Document26 pagesJmet Vol4 No1 Fullpaper3Ariel FerrerNo ratings yet
- Friction-Stir Dissimilar Welding of Aluminium Alloy To High Strength Steels - Mechanical Properties and Their Relation To MicrostructureDocument9 pagesFriction-Stir Dissimilar Welding of Aluminium Alloy To High Strength Steels - Mechanical Properties and Their Relation To MicrostructureDany HdzNo ratings yet
- Literature Review of Friction Stir WeldingDocument8 pagesLiterature Review of Friction Stir Weldingc5rh6ras100% (1)
- Joining of Aa1050 Sheets Via Two Stages of Friction Spot TechniqueDocument13 pagesJoining of Aa1050 Sheets Via Two Stages of Friction Spot Techniquemunaf.h.ridhaNo ratings yet
- The Joint Properties of Brass Plates by Friction Stir WeldingDocument8 pagesThe Joint Properties of Brass Plates by Friction Stir WeldingMarkoZajecNo ratings yet
- Wagner Balle Eifler USS Hybrids JOM 2012Document7 pagesWagner Balle Eifler USS Hybrids JOM 2012neetu.kNo ratings yet
- Friction Stir Welding: A Solid State Joining ProcessDocument23 pagesFriction Stir Welding: A Solid State Joining ProcessMahaManthraNo ratings yet
- 50IJMPERDFEB201950Document8 pages50IJMPERDFEB201950TJPRC PublicationsNo ratings yet
- A Review of Friction Stirs WeldingDocument6 pagesA Review of Friction Stirs WeldingEditor IJTSRDNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Experimental Implementation of Odd-Even Scheme For Air Pollution Control in Delhi, IndiaDocument9 pagesExperimental Implementation of Odd-Even Scheme For Air Pollution Control in Delhi, IndiaInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Upper-Nonconvergent Objects Segmentation Method On Single Depth Image For Rescue RobotsDocument8 pagesUpper-Nonconvergent Objects Segmentation Method On Single Depth Image For Rescue RobotsInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Utilization of Quantity Surveyors' Skills in Construction Industry in South Eastern NigeriaDocument10 pagesUtilization of Quantity Surveyors' Skills in Construction Industry in South Eastern NigeriaInternational Journal of Latest Research in Engineering and Technology100% (1)
- Potentials of Rice-Husk Ash As A Soil StabilizerDocument9 pagesPotentials of Rice-Husk Ash As A Soil StabilizerInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Crystal and Molecular Structure of Thiadiazole Derivatives 5 - ( (4-Methoxybenzyl) Sulfanyl) - 2-Methyl-1,3,4-ThiadiazoleDocument8 pagesCrystal and Molecular Structure of Thiadiazole Derivatives 5 - ( (4-Methoxybenzyl) Sulfanyl) - 2-Methyl-1,3,4-ThiadiazoleInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Thermoluminescence Properties of Eu Doped Bam PhosphorDocument3 pagesThermoluminescence Properties of Eu Doped Bam PhosphorInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Investigation Into The Strength Characteristics of Reinforcement Steel Rods in Sokoto Market, Sokoto State NigeriaDocument4 pagesInvestigation Into The Strength Characteristics of Reinforcement Steel Rods in Sokoto Market, Sokoto State NigeriaInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Effect of Microwave Treatment On The Grindabiliy of Galena-Sphalerite OresDocument7 pagesEffect of Microwave Treatment On The Grindabiliy of Galena-Sphalerite OresInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Impact of Machine Tools Utilization On Students' Skill Acquisition in Metalwork Technology Department, Kano State Technical CollegesDocument4 pagesImpact of Machine Tools Utilization On Students' Skill Acquisition in Metalwork Technology Department, Kano State Technical CollegesInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Preparation, Characterization and Performance Evaluation of Chitosan As An Adsorbent For Remazol RedDocument11 pagesPreparation, Characterization and Performance Evaluation of Chitosan As An Adsorbent For Remazol RedInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Experimental Comparative Analysis of Clay Pot Refrigeration Using Two Different Designs of PotsDocument6 pagesExperimental Comparative Analysis of Clay Pot Refrigeration Using Two Different Designs of PotsInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Electrolytic Method For Deactivation of Microbial Pathogens in Surface Water For Domestic UseDocument11 pagesElectrolytic Method For Deactivation of Microbial Pathogens in Surface Water For Domestic UseInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- A Quantitative Analysis of 802.11 Ah Wireless StandardDocument4 pagesA Quantitative Analysis of 802.11 Ah Wireless StandardInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- An Overview To Cognitive Radio Spectrum SharingDocument6 pagesAn Overview To Cognitive Radio Spectrum SharingInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Testing of Vertical Axis Wind Turbine in Subsonic Wind TunnelDocument8 pagesTesting of Vertical Axis Wind Turbine in Subsonic Wind TunnelInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Investigation of Thermo-Acoustic Excess Parameters of Binary Liquid Mixture Using Ultrasonic Non Destructive TechniqueDocument7 pagesInvestigation of Thermo-Acoustic Excess Parameters of Binary Liquid Mixture Using Ultrasonic Non Destructive TechniqueInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- A Survey On Different Review Mining TechniquesDocument4 pagesA Survey On Different Review Mining TechniquesInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Analysis of Different Ways of Crosstalk Measurement in GSM NetworkDocument5 pagesAnalysis of Different Ways of Crosstalk Measurement in GSM NetworkInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Comparison Between Touch Gesture and Pupil Reaction To Find Occurrences of Interested Item in Mobile Web BrowsingDocument10 pagesComparison Between Touch Gesture and Pupil Reaction To Find Occurrences of Interested Item in Mobile Web BrowsingInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Analysis of Wind Power Density Inninava Governorate / IRAQDocument10 pagesAnalysis of Wind Power Density Inninava Governorate / IRAQInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- A Proposal On Path Loss Modelling in Millimeter Wave Band For Mobile CommunicationsDocument3 pagesA Proposal On Path Loss Modelling in Millimeter Wave Band For Mobile CommunicationsInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Exploring The Geotechnical Properties of Soil in Amassoma, Bayelsa State, Nigeria For Classification Purpose Using The Unified Soil Classification SystemsDocument5 pagesExploring The Geotechnical Properties of Soil in Amassoma, Bayelsa State, Nigeria For Classification Purpose Using The Unified Soil Classification SystemsInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Digital Inpainting Techniques - A SurveyDocument3 pagesDigital Inpainting Techniques - A SurveyInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Effects of Rain Drops Rate On Digital Broadcasting Satellite (DBS) System in KadunaDocument6 pagesEffects of Rain Drops Rate On Digital Broadcasting Satellite (DBS) System in KadunaInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- A Survey On Secrecy Preserving Multi-Keyword Matching Technique On Cloud For Encrypted DataDocument4 pagesA Survey On Secrecy Preserving Multi-Keyword Matching Technique On Cloud For Encrypted DataInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Effect of Hot Water Pre-Treatment On Mechanical and Physical Properties of Wood-Cement Bonded Particles BoardDocument4 pagesEffect of Hot Water Pre-Treatment On Mechanical and Physical Properties of Wood-Cement Bonded Particles BoardInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Study On Nano-Deposited Ni-Based Electrodes For Hydrogen Evolution From Sea Water ElectrolysisDocument12 pagesStudy On Nano-Deposited Ni-Based Electrodes For Hydrogen Evolution From Sea Water ElectrolysisInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- Adhokshaj Mishra: Thwarting The Surveillance in Online CommunicationDocument24 pagesAdhokshaj Mishra: Thwarting The Surveillance in Online CommunicationGauravRajNo ratings yet
- Sources of Release Schedule For Hazardous Area ClassificationDocument1 pageSources of Release Schedule For Hazardous Area ClassificationMachmud Ragil'sNo ratings yet
- Deutz 1013Document3 pagesDeutz 1013Retno Pudji LestariNo ratings yet
- Oracle Baseline Security ChecklistDocument15 pagesOracle Baseline Security ChecklistChidi OkerekeNo ratings yet
- Friday Night FightsDocument8 pagesFriday Night Fightsapi-629904068No ratings yet
- Masterseal 550Document4 pagesMasterseal 550Arjun MulluNo ratings yet
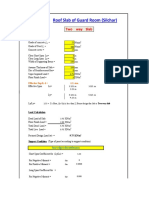
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarNo ratings yet
- 2 Biogas Kristianstad Brochure 2009Document4 pages2 Biogas Kristianstad Brochure 2009Baris SamirNo ratings yet
- RefrigerationDocument11 pagesRefrigerationBroAmirNo ratings yet
- Advances in Remediation-eBookDocument88 pagesAdvances in Remediation-eBookalinerlfNo ratings yet
- DC Motor Direction Control ReportDocument6 pagesDC Motor Direction Control ReportEngr Farhanullah SarkiNo ratings yet
- ARL-300 UCM Test Instructions For Hydraulic Lifts - enDocument6 pagesARL-300 UCM Test Instructions For Hydraulic Lifts - enkizonimeisterNo ratings yet
- Method of MomentsDocument114 pagesMethod of MomentsankladhaNo ratings yet
- Nazneen Wahab CVDocument5 pagesNazneen Wahab CVRavi MittalNo ratings yet
- Microstructures and Mechanical Properties of Ultrafine Grained Pure Ti Produced by Severe Plastic DeformationDocument10 pagesMicrostructures and Mechanical Properties of Ultrafine Grained Pure Ti Produced by Severe Plastic Deformationsoni180No ratings yet
- Product Data Sheet: Linear Switch - iSSW - 2 C/O - 20A - 250 V AC - 3 PositionsDocument2 pagesProduct Data Sheet: Linear Switch - iSSW - 2 C/O - 20A - 250 V AC - 3 PositionsMR. TNo ratings yet
- Geometric Design of Highways for EngineersDocument39 pagesGeometric Design of Highways for EngineersZeleke TaimuNo ratings yet
- Newsletter Template NewDocument4 pagesNewsletter Template Newapi-458544253No ratings yet
- Holux M-1000C Bluetooth GPS Logger Manual GuideDocument22 pagesHolux M-1000C Bluetooth GPS Logger Manual Guidenabiloo2003No ratings yet
- Engineering Data, Summary of Productivity 2022Document2 pagesEngineering Data, Summary of Productivity 2022Listya AnggrainiNo ratings yet
- Factors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDDocument70 pagesFactors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDlassan199358No ratings yet
- Atmel 42238 Uart Based Sam Ba Bootloader For Sam d20 AP Note At04189Document12 pagesAtmel 42238 Uart Based Sam Ba Bootloader For Sam d20 AP Note At04189manasaNo ratings yet
- Sitsyll PDFDocument57 pagesSitsyll PDFpreranaNo ratings yet
- F1FR80 Series Quick-Response SprinklersDocument6 pagesF1FR80 Series Quick-Response SprinklersAtila AmayaNo ratings yet
- Julia Warner 2018Document1 pageJulia Warner 2018Julia WarnerNo ratings yet
- Engine Service Tool ReferenceDocument4 pagesEngine Service Tool ReferenceandrzejNo ratings yet
- Breaking Shackles of Time: Print vs Digital ReadingDocument2 pagesBreaking Shackles of Time: Print vs Digital ReadingMargarette RoseNo ratings yet
- Astral Column Pipe PricelistDocument4 pagesAstral Column Pipe PricelistVaishamNo ratings yet
- ISCM World Music Days 2019 - Selected WorksDocument3 pagesISCM World Music Days 2019 - Selected WorksBobNo ratings yet
- SPW3 Manual Rev 5Document713 pagesSPW3 Manual Rev 5JPYadavNo ratings yet