You might also like
- Logistica RecepcionDocument9 pagesLogistica RecepcionCarlos Alberto Pari Umiña100% (1)
- Mefi Fortalezas y Debilidades ServientregaDocument2 pagesMefi Fortalezas y Debilidades Servientreganelcy100% (1)
- Diseño de Pulpa de Palta CongeladaDocument74 pagesDiseño de Pulpa de Palta CongeladaDavidTacangaCarhuallayNo ratings yet
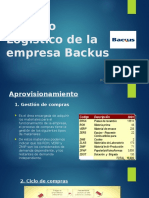
- Proceso Logístico de La Empresa BackusDocument16 pagesProceso Logístico de La Empresa BackusJairo Rodriguez67% (9)
- Ximena Tapia Tarea Semana 7 Gestion CalidadDocument7 pagesXimena Tapia Tarea Semana 7 Gestion CalidadXimena Tapia Berrios67% (3)
- PROGRAMACIoN TRATAMIENTOS ESTeTICOS INTEGRALESDocument44 pagesPROGRAMACIoN TRATAMIENTOS ESTeTICOS INTEGRALESSuárez Cío100% (1)
- El Explosivo Año 92 PDFDocument98 pagesEl Explosivo Año 92 PDFalberto8303No ratings yet
- AREQUIPADocument3 pagesAREQUIPAalberto8303No ratings yet
- Relación de Plazas OrgánicasDocument37 pagesRelación de Plazas Orgánicasalberto8303No ratings yet
- Lista Do de Las Politicas de Estado PDFDocument1 pageLista Do de Las Politicas de Estado PDFJuan Carlos Pena VelasquezNo ratings yet
- PreguntasDocument15 pagesPreguntasalberto8303No ratings yet
- El Entorno o Ambiente Se Puede Definir Como Todo Aquello Que Nos Rodea, Con El Cual Interactuamos Y, de Alguna Manera, Condiciona Nuestro ComportamientoDocument1 pageEl Entorno o Ambiente Se Puede Definir Como Todo Aquello Que Nos Rodea, Con El Cual Interactuamos Y, de Alguna Manera, Condiciona Nuestro Comportamientoalberto83030% (1)
- Dia de La MadreDocument2 pagesDia de La Madrealberto8303No ratings yet
- Lugares Turísticos de CocachacraDocument8 pagesLugares Turísticos de Cocachacraalberto8303No ratings yet
- IntroducciónDocument8 pagesIntroducciónalberto8303No ratings yet
- Enfoques de Enseñanza y El AprendizajeDocument2 pagesEnfoques de Enseñanza y El Aprendizajealberto8303No ratings yet
- Cientificos A Favor Del AbortoDocument3 pagesCientificos A Favor Del Abortoalberto8303No ratings yet
- Señorios Altiplanicos o LacustresDocument2 pagesSeñorios Altiplanicos o Lacustresalberto8303No ratings yet
- El Fujimorismo Ascenso y Caida de Un Regimen AutoritarioDocument92 pagesEl Fujimorismo Ascenso y Caida de Un Regimen AutoritarioFreddy PérezNo ratings yet
- Dinamicas de Grupo PDFDocument38 pagesDinamicas de Grupo PDFalberto8303No ratings yet
- Example 3Document7 pagesExample 3alberto8303No ratings yet
- La Persona Está en Una Constante Búsqueda Del Sentido de La VidaDocument2 pagesLa Persona Está en Una Constante Búsqueda Del Sentido de La Vidaalberto8303No ratings yet
- Documentos A PresentarDocument1 pageDocumentos A Presentaralberto8303No ratings yet
- WordDocument1 pageWordalberto8303No ratings yet
- EnfoquesDocument13 pagesEnfoquesalberto8303No ratings yet
- EnfoquesDocument13 pagesEnfoquesalberto8303No ratings yet
- SimulacroDocument2 pagesSimulacroalberto8303No ratings yet
- SimulacroDocument2 pagesSimulacroalberto8303No ratings yet
- Petroperu-Bases IntegradasDocument19 pagesPetroperu-Bases Integradasalberto8303No ratings yet
- Componentes de Evaluación ResumenDocument4 pagesComponentes de Evaluación Resumenalberto8303No ratings yet
- PreguntasDocument4 pagesPreguntasalberto8303No ratings yet
- Practica GuerrasDocument3 pagesPractica Guerrasalberto8303No ratings yet
- Cristobal Colon Virreynato Del PeruDocument8 pagesCristobal Colon Virreynato Del Perualberto8303No ratings yet
- Seciones ActualesDocument19 pagesSeciones Actualesalberto8303No ratings yet
- Conquista de TahuantinsuyoDocument3 pagesConquista de TahuantinsuyoCarolina Blas67% (3)
- La Estructura de Los Sistemas TurísticosDocument36 pagesLa Estructura de Los Sistemas TurísticosPablo Fal0% (1)
- Proyecto de Inversion para La Creación de Una Pequeña Empresa de Calzados para La Ciudad de El AltoDocument15 pagesProyecto de Inversion para La Creación de Una Pequeña Empresa de Calzados para La Ciudad de El AltoSARAHI CAROLINA GONZALES GONZALESNo ratings yet
- Cadena de Suministro de La Pitahaya Amarilla en La Provincia de Lengupa Departamento de BoyacáDocument12 pagesCadena de Suministro de La Pitahaya Amarilla en La Provincia de Lengupa Departamento de BoyacáFlorita SanchezNo ratings yet
- SatenaDocument13 pagesSatenaJuan PeñaNo ratings yet
- Planteamiento Del ProblemaDocument98 pagesPlanteamiento Del ProblemaArgemiro Herrera PoloNo ratings yet
- Coca ColaDocument3 pagesCoca ColaLuis SandovalNo ratings yet
- MEJORA EN LA IMPLEMENTACION DE LAS 5 S Corregido 12 Dic 2019Document90 pagesMEJORA EN LA IMPLEMENTACION DE LAS 5 S Corregido 12 Dic 2019Gema del Carmen0% (1)
- Licor Artesanal ChirrinchoDocument9 pagesLicor Artesanal ChirrinchoAngiie PeñaNo ratings yet
- Introducción A La Gestión de La CalidadDocument42 pagesIntroducción A La Gestión de La CalidadinajiloNo ratings yet
- Proyecto Adobe 11-02-2023Document86 pagesProyecto Adobe 11-02-2023TAREAS Y TRABAJOS ESCOLARES Y PROFESIONALESNo ratings yet
- P-ADM-02 Gestión de Compras V.0Document8 pagesP-ADM-02 Gestión de Compras V.0SUPERVISION PTASPEMUCONo ratings yet
- Triplay Martin SDocument17 pagesTriplay Martin SMIIIGUELNo ratings yet
- Informe de InvestigacionDocument10 pagesInforme de InvestigacionAdziry ChaidezNo ratings yet
- Revista 2Document7 pagesRevista 2Rikrdo RkNo ratings yet
- 2 Terminos Referencia Consultoria Obra EléctricaDocument13 pages2 Terminos Referencia Consultoria Obra EléctricaMiguel Angel Chero PantaNo ratings yet
- CONTUGASDocument11 pagesCONTUGASluismiguelpuppiugaz100% (1)
- Tarifa en Cuasi MercadosDocument8 pagesTarifa en Cuasi MercadosAngela Astorga CardenasNo ratings yet
- La Importancia de Los Cerillos Eléctricos en PirotecniaDocument1 pageLa Importancia de Los Cerillos Eléctricos en PirotecniaE Alejandro MantecónNo ratings yet
- Procedimientos UDocument51 pagesProcedimientos UErminsul SánchezNo ratings yet
- Diseño "Cuadro de Mando Integral o Balance Score Card"Document13 pagesDiseño "Cuadro de Mando Integral o Balance Score Card"MARANGELY MONTTNo ratings yet
- Taller de Estructura y Diseno OrganizaciDocument3 pagesTaller de Estructura y Diseno OrganizaciAndresFelipeNo ratings yet
- Administración de Calidad TotalDocument1 pageAdministración de Calidad TotalHelp youNo ratings yet
- Auditoria Administrativa - MonografiasDocument13 pagesAuditoria Administrativa - MonografiasCARLOS CARMONANo ratings yet
- Dofa Empresa PostobònDocument4 pagesDofa Empresa PostobònJuan Sebastian Trivino CamargoNo ratings yet