You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- MSC.226 (82) Partie3Document2 pagesMSC.226 (82) Partie3baaziz2015No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- MSC.226 (82) Partie1Document2 pagesMSC.226 (82) Partie1baaziz2015No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- MSC.81 (70) Partie16Document5 pagesMSC.81 (70) Partie16baaziz2015No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- 5.4 Launch TestDocument5 pages5.4 Launch Testbaaziz2015No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- 13.2 Durability and Resistance To Environmental Conditions: Temperature TestsDocument5 pages13.2 Durability and Resistance To Environmental Conditions: Temperature Testsbaaziz2015No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Amendments To The Revised Recommendation On Testing of Life-Saving Appliances, As AmendedDocument2 pagesAmendments To The Revised Recommendation On Testing of Life-Saving Appliances, As Amendedbaaziz2015No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Eor Course-Tripoli UniversityDocument96 pagesEor Course-Tripoli UniversityHuda BasimNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 9 Line-Throwing Appliances 9.1 Test For Pyrotechnics: I:/MSC/70/23A1.WPDDocument5 pages9 Line-Throwing Appliances 9.1 Test For Pyrotechnics: I:/MSC/70/23A1.WPDbaaziz2015No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- 6.6 Lifeboat Seating Strength Test: Davit-Launched LifeboatsDocument5 pages6.6 Lifeboat Seating Strength Test: Davit-Launched Lifeboatsbaaziz2015No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- MSC.81 (70) Partie5Document5 pagesMSC.81 (70) Partie5baaziz2015No ratings yet
- 7.5 Inflated Fast Rescue Boats: Power TestDocument5 pages7.5 Inflated Fast Rescue Boats: Power Testbaaziz2015No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Low Temperature Flexing: I:/MSC/70/23A1.WPDDocument5 pagesLow Temperature Flexing: I:/MSC/70/23A1.WPDbaaziz2015No ratings yet
- 6.15 Air Supply Test For Lifeboats With A Self-Contained Air Support SystemDocument5 pages6.15 Air Supply Test For Lifeboats With A Self-Contained Air Support Systembaaziz2015No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- MSC 70/23/add.1 Annex 6: Vest-Type LifejacketDocument5 pagesMSC 70/23/add.1 Annex 6: Vest-Type Lifejacketbaaziz2015No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- MGN 541 Lifeboat Partie3Document1 pageMGN 541 Lifeboat Partie3baaziz2015No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Swimming and Water Emergence Test: 2.10 Children's Lifejacket TestsDocument5 pagesSwimming and Water Emergence Test: 2.10 Children's Lifejacket Testsbaaziz2015No ratings yet
- MSC.81 (70) Partie1Document5 pagesMSC.81 (70) Partie1baaziz2015No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
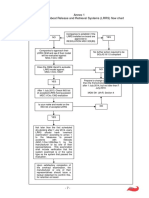
- Annex 1 Existing Lifeboat Release and Retrieval Systems (LRRS) Flow ChartDocument1 pageAnnex 1 Existing Lifeboat Release and Retrieval Systems (LRRS) Flow Chartbaaziz2015No ratings yet
- LifeboatChecklist Partie3Document2 pagesLifeboatChecklist Partie3baaziz2015No ratings yet
- 1 General 2 Individual Buoyancy Equipment: I:/MSC/70/23A1.WPDDocument5 pages1 General 2 Individual Buoyancy Equipment: I:/MSC/70/23A1.WPDbaaziz2015No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MGN 541 Lifeboat Partie4Document1 pageMGN 541 Lifeboat Partie4baaziz2015No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- LifeboatChecklist Partie6Document2 pagesLifeboatChecklist Partie6baaziz2015No ratings yet
- More Information: Safer Lives, Safer Ships, Cleaner SeasDocument1 pageMore Information: Safer Lives, Safer Ships, Cleaner Seasbaaziz2015No ratings yet
- LifeboatChecklist Partie5Document2 pagesLifeboatChecklist Partie5baaziz2015No ratings yet
- LifeboatChecklist Partie2Document2 pagesLifeboatChecklist Partie2baaziz2015No ratings yet
- Daleel PSM System: Element 12 - Management of ChangeDocument3 pagesDaleel PSM System: Element 12 - Management of Changebaaziz2015No ratings yet
- LifeboatChecklist Partie1Document2 pagesLifeboatChecklist Partie1baaziz2015No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- LifeboatChecklist Partie4Document2 pagesLifeboatChecklist Partie4baaziz2015No ratings yet
- MoC Development-Part5Document3 pagesMoC Development-Part5baaziz2015No ratings yet
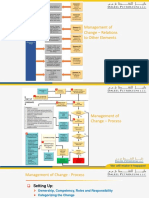
- Management of Change - Relations To Other ElementsDocument3 pagesManagement of Change - Relations To Other Elementsbaaziz2015No ratings yet
- Dr. Assad Abu-Jasser, ECE-iugaza: Electrical Machines (EELE 4350)Document37 pagesDr. Assad Abu-Jasser, ECE-iugaza: Electrical Machines (EELE 4350)MohammedSaadaniHassani67% (6)
- Oncell 5004/5104-Hspa Series: Industrial Five-Band Gsm/Gprs/Edge/Umts/Hspa Cellular RoutersDocument2 pagesOncell 5004/5104-Hspa Series: Industrial Five-Band Gsm/Gprs/Edge/Umts/Hspa Cellular Routersudaya kumarNo ratings yet
- Cat 772 Catálogo de Peças PDFDocument937 pagesCat 772 Catálogo de Peças PDFTom Souza100% (1)
- MYG Varistors Data SheetDocument4 pagesMYG Varistors Data SheetPedro Giménez100% (1)
- Dtu-30 09 2019 PDFDocument15 pagesDtu-30 09 2019 PDFRameo majumderNo ratings yet
- GTAG 1 IT Risk and Controls 2nd Edition MarchDocument36 pagesGTAG 1 IT Risk and Controls 2nd Edition MarchCat ValentineNo ratings yet
- Application of FiberDocument33 pagesApplication of FiberReem OmerNo ratings yet
- LG ART COOL AC Manual - Owner - Eng - Lmo240c - 20120307165905Document28 pagesLG ART COOL AC Manual - Owner - Eng - Lmo240c - 20120307165905ACERGYNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Gl300a 20180718Document2 pagesGl300a 20180718Essam AhmedNo ratings yet
- Shear StressDocument8 pagesShear StressRommel Carlo LargadoNo ratings yet
- Calipers, Possible Errors in Measurements.: Kushal DhunganaDocument11 pagesCalipers, Possible Errors in Measurements.: Kushal Dhunganauploadz upNo ratings yet
- ZbirkicaDocument520 pagesZbirkicaVladimir MilovanovicNo ratings yet
- Edgen Murray ProductsDocument20 pagesEdgen Murray Productsafiqaziz86No ratings yet
- Welding PDFDocument6 pagesWelding PDFNavneet ChaubeyNo ratings yet
- Job Application and Cover LettersDocument1 pageJob Application and Cover LettersDyah AgNo ratings yet
- Platespin User GuideDocument17 pagesPlatespin User GuideEbitomo Anthony TobiNo ratings yet
- S.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsDocument8 pagesS.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsKarthikeyan SnNo ratings yet
- Slope Stability Manual 8Document12 pagesSlope Stability Manual 8YawgmothNo ratings yet
- 117BH - Ceramic Science and Technology PDFDocument8 pages117BH - Ceramic Science and Technology PDFvenkiscribd444No ratings yet
- BB Session - Me132p - Lecture 2 KD and DofDocument31 pagesBB Session - Me132p - Lecture 2 KD and Dofkris garciaNo ratings yet
- En 19Document3 pagesEn 19Sanjay GoreNo ratings yet
- Service Training BW211D-40 Eng PDFDocument150 pagesService Training BW211D-40 Eng PDFEdnilson dos Santos89% (18)
- Electrical Type Flow MetersDocument22 pagesElectrical Type Flow MetersAnuNarayan R0% (1)
- 3.5 Dump Valve PDFDocument5 pages3.5 Dump Valve PDFBaciu NicolaeNo ratings yet
- QUALICOAT Specifications 16th Edition Updated VersionDocument86 pagesQUALICOAT Specifications 16th Edition Updated VersionСтанислав ПодольскийNo ratings yet
- Volvo (Dem) and Haldex: History, Function, Diagnosis and RepairsDocument6 pagesVolvo (Dem) and Haldex: History, Function, Diagnosis and RepairsNecsaszNorbertNo ratings yet
- NAJRAN Quarter 4 NAJRAN Quarter 4 DDT Report DDT Report: December 2012 December 2012Document50 pagesNAJRAN Quarter 4 NAJRAN Quarter 4 DDT Report DDT Report: December 2012 December 2012Shaheryar KhanNo ratings yet
- Perry 02Document2 pagesPerry 02Thaly MejiaNo ratings yet
- Steam Its Generation and Use 41st Edition PDFDocument1,106 pagesSteam Its Generation and Use 41st Edition PDFAlberto Valdivia91% (11)
- OpenSAP Sac1 Week 2 All SlidesDocument17 pagesOpenSAP Sac1 Week 2 All SlidesTheJackNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)