You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
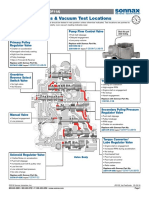
- JF015E VacTestGuide 1stCircRev 3-29-18 PDFDocument2 pagesJF015E VacTestGuide 1stCircRev 3-29-18 PDFhidraulic100% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Plumbing Code TerminologyDocument21 pagesPlumbing Code Terminologyaseec2012_agustinNo ratings yet
- Qayyum Khan: Lead Process Engineer with 14+ Years Experience in Oil & GasDocument6 pagesQayyum Khan: Lead Process Engineer with 14+ Years Experience in Oil & GasMohammad NadimNo ratings yet
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- Crack Injection For Concrete Crack RepairDocument16 pagesCrack Injection For Concrete Crack RepairAnonymous 1HFV185Sl4No ratings yet
- Static & Dynamic Analysis of Piping SystemDocument105 pagesStatic & Dynamic Analysis of Piping Systemkarthikeashwar100% (4)
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- PIP PNE00003 (2019) - Process Unit and Offsites Layout GuideDocument23 pagesPIP PNE00003 (2019) - Process Unit and Offsites Layout GuideRichard Gutierrez100% (1)
- Triplex PUmp 01 ChecklistDocument7 pagesTriplex PUmp 01 ChecklistMarizon ZulkarnainiNo ratings yet
- Fresenius Manual 4008B PDFDocument4 pagesFresenius Manual 4008B PDFAlexander Villa100% (1)
- API Vs Non-API PumpsDocument4 pagesAPI Vs Non-API Pumpssyedahmedmasood100% (3)
- JJ308 REPORT Layout and Piping of The Steam Power Plant SystemDocument9 pagesJJ308 REPORT Layout and Piping of The Steam Power Plant SystemAh Tiang86% (7)
- Systems Operation Testing Adjusting 3500 Generator Set Engine AttachmentsDocument34 pagesSystems Operation Testing Adjusting 3500 Generator Set Engine Attachmentsale alvarezNo ratings yet
- ISSO Publicatie 86 VERWARMING Eindversie April 2015Document84 pagesISSO Publicatie 86 VERWARMING Eindversie April 2015shub sub gantNo ratings yet
- Hyscan II IomDocument33 pagesHyscan II Ioma1gulesNo ratings yet
- Flange Check: A105, 250°C, 150lb, 12.1 BargDocument1 pageFlange Check: A105, 250°C, 150lb, 12.1 BargNaNo ratings yet
- Forces and Moments (Api-617Document3 pagesForces and Moments (Api-617NaNo ratings yet
- CompreDocument3 pagesCompreNaNo ratings yet
- A88516875 Slug Flow AnalysisDocument7 pagesA88516875 Slug Flow AnalysisNaNo ratings yet
- CompreDocument3 pagesCompreNaNo ratings yet
- A135810286 Compressor Stress Analysis PresentationDocument25 pagesA135810286 Compressor Stress Analysis PresentationNaNo ratings yet
- Steam 1Document5 pagesSteam 1NaNo ratings yet
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- Steam 1Document5 pagesSteam 1NaNo ratings yet
- Evaluating Dynamic Stresses of A PipelineDocument8 pagesEvaluating Dynamic Stresses of A PipelinejasminNo ratings yet
- Steam 1Document5 pagesSteam 1NaNo ratings yet
- Steam 1Document4 pagesSteam 1NaNo ratings yet
- Steam 1Document5 pagesSteam 1NaNo ratings yet
- Steam 1Document4 pagesSteam 1NaNo ratings yet
- Steam 1Document5 pagesSteam 1NaNo ratings yet
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- Stress Analysis of Piping Systems: & PV Code, 1998. (Courtesy of ASME.)Document5 pagesStress Analysis of Piping Systems: & PV Code, 1998. (Courtesy of ASME.)NaNo ratings yet
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- 2) Stress Analysis 2Document30 pages2) Stress Analysis 2Dennis Padec BwochengoNo ratings yet
- Stress B4Document5 pagesStress B4NaNo ratings yet
- LANL EngDocument3 pagesLANL EngNaNo ratings yet
- Stress B4Document7 pagesStress B4NaNo ratings yet
- B4 Stress AnalysisDocument5 pagesB4 Stress AnalysisNaNo ratings yet
- Stress B4Document5 pagesStress B4NaNo ratings yet
- Extracted Page From Stress B4Document3 pagesExtracted Page From Stress B4NaNo ratings yet
- Code Requirements: Safe-Shutdown Earthquake (SSE), Which Is Defined As The Maximum PossibleDocument4 pagesCode Requirements: Safe-Shutdown Earthquake (SSE), Which Is Defined As The Maximum PossibleNaNo ratings yet
- Product Information: Motor-Driven Diaphragm Dosing Pumps Memdos E/DxDocument19 pagesProduct Information: Motor-Driven Diaphragm Dosing Pumps Memdos E/DxSufian LucasNo ratings yet
- Hitachi Sumitomo Scx2800 2 Hydraulic Crawler Crane SpecificationsDocument2 pagesHitachi Sumitomo Scx2800 2 Hydraulic Crawler Crane Specificationsedward100% (43)
- Energies 12 04136Document14 pagesEnergies 12 04136Rania YaseenNo ratings yet
- Mass Notification Systems UL2572Document8 pagesMass Notification Systems UL2572WillyWillyNo ratings yet
- Presentation On Fertilezer SprayerDocument12 pagesPresentation On Fertilezer Sprayeragrawalyash1298No ratings yet
- Aspirin PDFDocument3 pagesAspirin PDFRayan FuadNo ratings yet
- Selecting Control and Balancing Valves in A Variable Flow System - ASHRAe Journal - Jun 1997Document10 pagesSelecting Control and Balancing Valves in A Variable Flow System - ASHRAe Journal - Jun 1997Vince DavidNo ratings yet
- Drainage Control: © Emotron ABDocument10 pagesDrainage Control: © Emotron ABRobert Artica M.No ratings yet
- Engine specs and details for different modelsDocument1 pageEngine specs and details for different modelsJackson PhinniNo ratings yet
- HPDC Maintenance Quick Guide: ElectricalDocument41 pagesHPDC Maintenance Quick Guide: ElectricalchuysokmengNo ratings yet
- Api C23 1CW-FL E1Document19 pagesApi C23 1CW-FL E1kevin_lim90No ratings yet
- Frymakoruma Mills: The New Standard in Milling TechnologyDocument4 pagesFrymakoruma Mills: The New Standard in Milling TechnologybarkahNo ratings yet
- SWL/SWTL Series Skid Steer LoaderDocument6 pagesSWL/SWTL Series Skid Steer LoaderpauljaynesNo ratings yet
- Leo Pumps AJm75S PDFDocument1 pageLeo Pumps AJm75S PDFBenjamin MillerNo ratings yet
- Class Example Pump Sizing-Module 5 - Sep28Document6 pagesClass Example Pump Sizing-Module 5 - Sep28Stefan De BeerNo ratings yet
- Hamdon Echometer Model E Well Analyzer BrochureDocument4 pagesHamdon Echometer Model E Well Analyzer BrochurearispriyatmonoNo ratings yet
- Brochure AC FIREDocument8 pagesBrochure AC FIREPablo Martin Ruiz VirruetaNo ratings yet